

Федеральное агентство по образованию Уральский государственный лесотехнический университет
Кафедра станков и инструментов
Курсовой проект по дисциплине «Оборудование отрасли»
Тема курсового проекта “Проект круглопильного станка для производства тарной дощечки“
Выполнил студент: Рыженькова М.А. Группа: МТД–33 Проверил: Кузнецов А.И. Зав. кафедрой Новосёлов В.Г
Екатеринбург 2010 |
Содержание
Введение 3
1.Сравнительный анализ 4
2.Выбор режущего инструмента 7
2.1.Выбор параметров дереворежущего инструмента 8
2.2.Подготовка режущего инструмента к работе 8
3.Расчёт режимов резания 10
4.Конструкция пильного узла 15
5 Расчёт механизма подачи 17
6. Кинематическая схема станка 18
7. Экономические и маркетинговые предпосылки 20
Введение
Курсовое проектирование имеет цель – развить навыки самостоятельной работы и научить применять теоретические знания при решении вопросов производственно-технического характера.
Основной задачей при модернизации прирезного круглопильного станка было повышение производительности станка при минимальном расходовании энергии.
Ряд конструктивных решений позволит повысить эксплуатационные качества станка по сравнению с другими аналогами.
 В
выбранной мной модели ЦДК-4 вращение
пилы обеспечивается с помощью
редкоземельных магнитов NdFeB
, установленных на дисковой пиле, и
электромагнитных катушек, размещенных
на сердечнике. Применение редкоземельных
магнитов позволило уменьшить толщину
полотна, соответственно – уменьшить
ширину пропила и потребляемую мощность
электродвигателя, а также упростить
его конструкцию и значительно уменьшить
массу всего станка.
В
выбранной мной модели ЦДК-4 вращение
пилы обеспечивается с помощью
редкоземельных магнитов NdFeB
, установленных на дисковой пиле, и
электромагнитных катушек, размещенных
на сердечнике. Применение редкоземельных
магнитов позволило уменьшить толщину
полотна, соответственно – уменьшить
ширину пропила и потребляемую мощность
электродвигателя, а также упростить
его конструкцию и значительно уменьшить
массу всего станка.
Пила имеет небольшое количество зубьев, что тоже позволяет уменьшить расход энергии.
Применение ультратонких подшипников с четырехточечным контактом марки «Kaydon», установленных на металлическом диске с предварительным натягом, позволило увеличить точность вращения пильного вала.
1.Сравнительный анализ
Большая часть технологических операций в деревообработке выполняется на круглопильных станках. Простота устройства и высокая производительность способствуют их использованию на всех раскроечных операциях первичной и вторичной обработки древесины.
Форма и размеры распиливаемого материала и направления распиловки по отношению к волокнам годичных слоев определяют тип, размеры и конструктивное устройство станков.
В соответствии с этим каждая группа станков имеет различные модификации, определяемые узкими признаками назначения станков.
Выполнение моего технического задания по выпиловке тарной дощечки из сосновых заготовок размерами 50×120×800,60×120×800,70×120×800,80×120×800 с начальной влажностью 30% обеспечивает станок ЦА, ЦДК-4итд.
Прирезной станок ЦА имеет однопильный механизм резания, вальцово-дисковый механизм подачи, направляющее и прижимающее устройство.
М е х а н и з м р е з а н и я. Пильный вал приводится в движение от электродвигателя через поликлиноремённую передачу.
М е х а н и з м п о д а ч и. Заготовка подаётся двумя нижними рифлёными вальцами и двумя верхними дисками – передним зубчатым и задним рифлёным. Задний диск состоит из двух частей, между которыми закреплён дисковый расклинивающий нож.
Н а п р а в л я ю щ а я л и н е й к а. Перемещается на ширину отпиливаемой заготовки при помощи рукоятки и фиксируется эксцентриковым зажимом.
П р и ж и м н о й р о л и к, расположенный слева по ходу подачи заготовки, прижимает её к направляющей линейке.
Станок ЦДК-4 имеет однопильный механизм резания, стол, гусеничный механизм подачи и направляющее устройство.
М е х а н и з м р е з а н и я состоит из пильного суппорта, шарнирно смонтированного на станине, и механизма настройки суппорта по высоте в зависимости от диаметра пилы, которая должна на 3 – 5 мм заглубляться в канавку, имеющуюся в планках гусеничного конвейера. Пильный шпиндель имеет специальный удлинённый корпус с запрессованным в него статором электродвигателя и удлинённый вал, на который с одного конца насажен ротор, а с другого – пильные шайбы для крепления пилы.
М е х а н и з м п о д а ч и. на станке применён гусеничный конвейер, составленный из звеньев, имеющих рифлёную рабочую поверхность и канавку для пилы. Привод гусеницы – от четырёхскоростного электродвигателя через зубчатый редуктор, имеющий выходную звёздочку со срезным штифтом, предохраняющим станок от поломок в случае перегрузки станка.
Для направляющих гусеницы цепи использованы текстолитовые накладки. Рабочие поверхности гусеницы смазываются от лубрикатора.
С у п п о р т п р и ж и м н ы х р о л и к о в при настройке станка на толщину распиливаемой заготовки устанавливают по высоте в вертикальных направляющих стойки при помощи маховичка винтового устройства. Впереди на суппорте шарнирно подвешены упоры когтевой завесы.
Н а п р а в л я ю щ у ю л и н е й к у устанавливают на ширину отпила по шкале и фиксируют эксцентриковым зажимом.
Э к с г а у с т е р н ы й п р и ё м н и к соединён с корпусом суппорта.
Технические характеристики круглопильных станков для продольного распиливания
Показатели |
ЦА |
ЦДК-4-2 |
Размеры заготовки в мм: длина наименьшая толщина наибольшая ширина Ширина выпиливаемой доски, планки, рейки в мм Диаметр пилы в мм Число оборотов пилы в минуту Подача в м/мин Мощность электродвигателя в кВт Габариты в мм: длина ширина высота Вес в кг |
665 10 – 80 До 300
5 – 300 450 2870 41; 52; 80 10
1350 960 1150 1030 |
600 10 – 100 –
– 250 – 400 ~ 2930 8 – 40 10
1930 1460 1390 1800 |
Для дальнейшей проработки в качестве прототипа я выбираю станок ЦДК-4. Он обеспечивает выполнение моего технического задания, а также одним из его достоинств является скорость подачи, регулируемая вариатором бесступенчато, она составляет 8-40 м/мин.
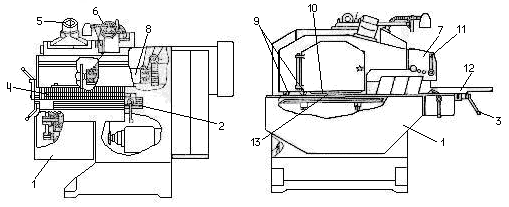
Рис. 1. Прирезной станок с гусеничной подачей ЦДК-4:
1 – ограждение конвейера; 2 – стол; 3 – ручка крепления направляющей линейки; 4 – когтевая защита; 5 – эксгаустерный приёмник; 6 – маховичок механизма настройки суппорта прижимных роликов по высоте; 7 – пульт управления; 8 – пильный вал; 9 – прижимные ролики; 10 – боковое ограждение; 11 – ручка подъёма когтевой защиты; 12 – направляющая линейка; 13 – планки конвейера