

Выбор допусков формы и расположения по аналогии
При назначении допусков формы и расположения поверхностей можно пользоваться следующими обобщенными рекомендациями.
Степени точности формы 1 и 2 плоских и прямолинейных поверхностей применяют для измерительных и рабочих поверхностей особо точных средств измерений (плоскопараллельных концевых мер длины, лекальных линеек и т.д.), направляющих прецизионных измерительных приборов и технологического оборудования. Степени точности 3 и 4 – для измерительных и рабочих поверхностей средств измерений нормальной точности (поверочных линеек и плит, микрометров, опорных поверхностей рамных и брусковых уровней и др.); направляющих приборов и технологического оборудования повышенной точности, а также для базовых, установочных и измерительных поверхностей контрольных приспособлений повышенной точности. Степени точности 5 и 6 – для поверхностей направляющих и столов приборов и станков нормальной точности, базовых и установочных поверхностей технологических приспособлений повышенной точности, плоских рабочих поверхностей упорных подшипников.
Степени 7 и 8 – для разметочных плит, рабочих поверхностей ползунов, опорных поверхностей рам, корпусов подшипниковых опор, разъемов корпусов редукторов, опорных и привалочных поверхностей станин.
16.Нормированне параметров шероховатости.
Под шероховатостью поверхности понимают совокупность неровностей поверхности с относительно малыми шагами, выделенную с помощью базовой длины. Шероховатость поверхности описывают характеристиками и параметрами микронеровностей профиля, получаемого путем сечения реальной поверхности плоскостью, направленной по нормали к ней. В случае, когда к реальной поверхности может быть проведено множество нормальных секущих плоскостей, выбирают сечение, имеющее максимальные параметры шероховатости, если направление измерения шероховатости не оговорено специально. Так к номинально плоской поверхности секущие плоскости могут быть проведены в любом нормальном направлении, а к номинально цилиндрической – либо через ось, либо перпендикулярно к ней.
Параметры шероховатости оценивают с использованием системы координат, одной из осей которой является средняя линия профиля m (рисунок 9.1)
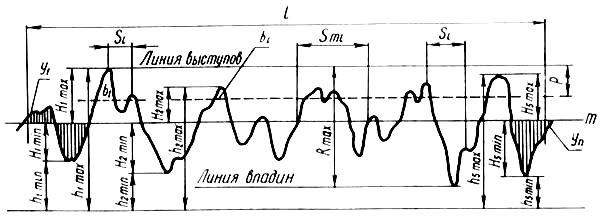
Средней линией профиля m называется базовая линия, имеющая форму номинального профиля поверхности и делящая действительный профиль так, что в пределах базовой длины сумма квадратов расстояний y1...yn точек профиля до этой линии минимальна. На профилограмме, представляющей реальный профиль, средняя линия профиля проходит таким образом, что площади между контуром профиля и линией m, расположенные выше и ниже средней линии в пределах длины l, равны между собой.
Числовые значения базовой длины l по ГОСТ 2789-73 выбирают из ряда значений, в миллиметрах 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25. Выбор базовой длины приходится увязывать со значениями параметров шероховатости оцениваемого профиля. Недостаточная длина не обеспечит представительности оценки параметров, а слишком большая – приведет к искажению оценки параметров из-за влияния макрогеометрии.
Стандарт устанавливает для количественной оценки шероховатости шесть параметров: три высотных (Ra, Rz, Rmax), два шаговых (Sm, S) и параметр tр, характеризующий относительную опорную длину профиля.
Наибольшая высота неровностей профиля (Rmax) определяется расстоянием между линией выступов профиля и линией его впадин в пределах базовой длины:
Rmax = yрmax + yvmax,
где yрmax – высота наибольшего выступа профиля;
yvmax – глубина наибольшей впадины профиля.
Линия выступов профиля – линия, эквидистантная его средней линии, проходящая через высшую точку профиля в пределах базовой длины. Линия впадин профиля строится аналогично, но проходит через самую низко расположенную точку профиля.
Высоту неровностей профиля по десяти точкам (Rz) определяют как среднее арифметическое суммы абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля (от средней линии) в пределах базовой длины.
где Hi min и Hi max – соответственно высота i-того выступа и глубина i-той впадины профиля на базовой длине (по десяти наиболее удаленным точкам профиля)
Среднее арифметическое отклонение профиля (Ra) определяется как среднее арифметическое значение всех абсолютных отклонений профиля в пределах базовой длины (реально число отклонений профиля приходится ограничивать некоторым значением n):
 ,
,
где l – базовая длина, на которой оценивается значение параметров шероховатости;
n – число выбранных точек профиля на базовой длине.
или, более строго,
где l – базовая длина, на которой оценивается значение параметров шероховатости.
Средний шаг неровностей профиля (Sm) определяется как среднее значение шагов неровностей профиля (по средней линии) в пределах базовой длины:
где Smi – i-тый шаг неровностей – отрезок средней линии профиля, который отсекают два одноименных (левых или правых) участка профиля;
n – число шагов профиля на базовой длине.
Относительная опорная длина профиля (tр) представляет собой отношение опорной длины профиля к базовой длине:

где Σbi – опорная длина профиля – суммарная длина отрезков профиля, отсекаемых в материале на базовой длине линией, эквидистантной средней линии m. Если условно «отбросить» отсекаемый материал, то ответная деталь с идеальным профилем в пределах базовой длины будет опираться на оставшиеся отрезки bi;
bi – длина i-того отрезка, отсекаемого на заданном уровне сечения профиля р в материале профиля линией, эквидистантной средней линии m;
р – уровень сечения профиля – расстояние от линии выступов до линии, пересекающей профиль эквидистантно средней линии профиля.
Уровень сечения профиля р выражается в процентах от Rmax и выбирается из ряда (в процентах от Rmax): 5, 10, 15, 20, 25, 30, 40, 50, 60, 70, 80, 90.
Относительная опорная длина профиля tр задается в процентах от базовой длины l и выбирается из ряда: 10, 15, 20, 25, 30, 40, 50, 60, 70, 80, 90.