

7.6.2. Точечная контактная сварка.
Точечная сварка - разновидность контактной сварки, при которой заготовки соединяются в отдельных точках. При точечной сварке заготовки собирают внахлестку и зажимают с усилием Р между двумя электродами, подводящими ток к месту сварки (рис. 7.16). Соприкасающиеся с медными электродами поверхности свариваемых заготовок нагреваются медленнее их внутренних слоев, нагрев продолжают до пластического состояния внешних слоев и до расплавления внутренних слоев. Затем выключают ток и снимают давление. В результате образуется литая сварная точка.
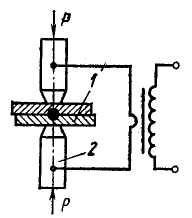
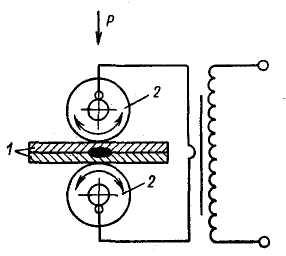
Рис 7.16. Схема контактной точечной двусторонней сварки Рис. 7.17 Схема контактной шовной двусторонней сварки
Весь цикл сварки состоит из четырех стадий: сжатие свариваемых заготовок между электродами; включение тока и разогрев места контакта до температуры плавления сопровождающийся образованием литого ядра точки; выключение тока и увеличение сжатия для улучшения структуры сварной точки; снятие усилия с электродов. Перед сваркой место соединения очищают от оксидных пленок (наждачным кругом или травлением).
7.6.3. Шовная контактная сварка.
Шовная сварка - разновидность контактной сварки, при которой между свариваемыми заготовками образуется прочное и плотное соединение. Электроды выполняют в виде плоских роликов, между которыми пропускают свариваемые заготовки.
В процессе шовной сварки листовые заготовки 1 соединяют внахлестку, зажимают между электродами 2 (рис.7.17) и пропускают ток. При движении роликов по заготовкам образуются перекрывающие друг друга сварные точки, в результате чего получается сплошной герметичный шов.
Шовную сварку применяют в массовом производстве при изготовлении различных сосудов. Толщина свариваемых листов составляет 0,3-3 мм. Шовной сваркой выполняют те же типы сварных соединений, что и точечной, но используют для получения герметичного шва.
7.6.4. Оборудование для контактной сварки.
Машины для точечной и шовной свирки должны обеспечивать сжатие деталей определенным усилием и подвод к ним сварочного тока.
Поэтому в них есть привод сжатия и источник тока. В машинах для шовной сварки имеется еще электропривод вращения роликов.
Внешний вид машины для точечной сварки показан на рис. 7.18. Она состоит из станины 1 с двумя кронштейнами - нижним 2 и верхним 7, на которых закреплены электроды 4. Нижний кронштейн во время работы неподвижен, но его можно переставлять по высоте сообразно размерам свариваемых деталей. На верхнем кронштейне закреплены пневмопривод 6 сжатия электродов и пневмоаппаратура 8. Внутри станины расположены сварочный трансформатор 10 с переключателем ступеней 11, контактор 12 для подключения трансформатора к сети и блок управления режимом сварки 11. Сварочный ток от трансформатора подводится к консолям 3, 5, в которых закреплены электроды. В станине машины для шовной сварки кроме перечисленных узлов имеется электропривод вращения роликов.
Наряду со стационарными точечными машинами изготавливают подвесные - так называемые сварочные клещи. Их используют для сварки крупногабаритных тонкостенных деталей, когда целесообразнее перемещать не деталь, а машину (сварочные клещи) относительно детали. Клещи представляют собой устройство для сжатия электродами места сварки. Они имеют пневматический или электромагнитный привод и соединены кабелем с трансформатором или имеют встроенный малогабаритный трансформатор. Для облегчения работы тяжелыми клещами их подвешивают на тросе.
Технологические возможности машины определяются главным образом номинальным сварочным током и номинальным усилием сжатия электродов, а также расстоянием от электродов до станины и раствором консолей.
Вторичная обмотка трансформаторов контактных машин - одновитковая. Силу тока в ней (сварочного тока) изменяют включением в питающую цепь различного числа витков первичной Обмотки. Для этого первичная обмотка сделана секционированной. Управление режимом сварки путем включения и выключения сварочного трансформатора осуществляют с помощью контактора. Простейшими контакторами являются электромагнитные - по сути дела, это реле с мощными контактами. Но при больших токах контакты быстро срабатываются и, что еще более важно, из-за большого времени срабатывания они не позволяют точно регулировать режим. Поэтому электромагнитные контакторы используют только в простейших маломощных машинах низкой производительности. В большинстве машин применяют контакторы на тиристорах или игнитронах.
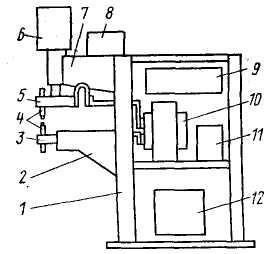

Рис. 7.18. Машина для точечной сварки Рис. 7.19. Схема машины для стыковой сварки
Игнитрон - это газоразрядная лампа с ртутным катодом, тиристор - полупроводниковое устройство. И игнитрон, и тиристор пропускают ток в одном Направлении при подаче напряжения на управляющий электрод. Контактор состоит из двух параллельно соединенных и противоположно направленных игнитронов или тиристоров. Когда от специального блока управления на управляющие электроды поступает напряжение, то контактор подключает трансформатор к сети; если нет управляющего сигнала - отключает. Быстродействие тиристорных и игнитронных контакторов настолько велико, что позволяет пропускать переменный ток в течение части полупериода, включая его через заданное время после перехода напряжения через нуль. Комбинирование изменения числа витков первичной обмотки трансформатора с регулированием времени задержки включения тока в каждом полу периоде позволяет изменять режим сварки в очень широких пределах.
Большинство шовных, точечных и рельефных машин - однофазные, переменного тока. Область их применения ограничивается возможностями включения мощного однофазного потребителя в заводскую трехфазную сеть. Поэтому потребляемая мощность однофазных машин не превышает 300-400 кВА. Это позволяет сваривать на точечных машинах низкоуглеродистую сталь толщиной от 0,2 до 8 мм, алюминиевые сплавы - от 0,3 до 1,5 мм. На однофазных шовных машинах переменного тока можно сваривать низкоуглеродистые стали толщиной 0,5-3 мм и алюминиевые сплавы толщиной до 1,5 мм. Для сварки больших толщин, и в тех случаях когда необходим большой вылет электродов, целесообразнее использовать машины постоянного тока. Они трехфазные, с выпрямлением тока во вторичной цепи трансформатора кремниевыми вентилями. Такие машины равномерно загружают питающую трехфазную сеть, потребляют меньшую мощность (благодаря малому индуктивному сопротивлению контура) и позволяют в очень широких пределах регулировать режим нагрева деталей. Отечественная промышленность выпускает точечные машины для сварки выпрямленным током алюминиевых сплавов толщиной до 4,5 мм, коррозионностойких сталей до 6 мм, и шовные машины для сварки выпрямленным током алюминиевых сплавов и коррозионностойких сталей толщиной до 3 мм.
Машины для стыковой сварки (рис. 7.19) состоят из станины 1, подвижной 8 и неподвижной 4 плит, к которым прикреплены устройства 5, 6 для зажатия свариваемых деталей губками 7. Подвижная плита приводом 9 перемещается по направляющим 10. Сварочный ток к губкам подается от трансформатора 2 по гибким шинам 3. Имеется блок управления режимом. Неподвижная плита изолирована от станины. Зажимные устройства и приводы подачи бывают электрические, гидравлические, пневматические, а на маленьких машинах - даже ручные (винтовые, пружинные и рычажные).
Источником сварочного тока в подавляющем большинстве стыковых машин является однофазный трансформатор, рассчитанный на выходные напряжения 0,2-25 В и токи 1-300 кА. Стыковую сварку изделий большого сечения (тяжелых рельсов, толстостенных труб) иногда выполняют током пониженной частоты (10 Гц), чтобы снизить индуктивное сопротивление сварочного контура.