

Министерство
образования и науки Российской Федерации
Федеральное агентство по образованию
Южно – Уральский государственный университет
Механико–технологический факультет
Кафедра Станки и инструмент
Расчет оптимального режима резания
Расчетно-пояснительная записка к курсовой работе
по курсу «Резание материалов»
Руководитель
Сарайкин А.М.
«__»_________2011г.
Автор проекта
студент группы
Сафонова Е.С. МТ-323
«__»_________2011г.
Проект защищён
с оценкой
_________________
«__»_________2011г.
Челябинск
2009
Введение
Интенсивное развитие машиностроения в нашей стране, начавшееся в недалеком прошлом, потребовало подготовки квалифицированных специалистов в области металлообработки. В развитии теории резания металлов огромную роль сыграли труды ее основоположников – русских ученых И.А. Тиме, К.А. Зворыкина, Я.Г. Усачева, А.Н. Челюсткина, чьи труды сохраняют свою теоретическую значимость и в настоящее время.
В последнее время широко стала применяться автоматизация технологических процессов. Созданы и внедрены в практику новые конструкционные и инструментальные металлы, а также синтетические материалы. Широко ведутся научные исследования новых методов обработки металлов резанием (в частности и режимов резания), в том числе и на автоматизированных и высокопроизводительных станках с числовым программным управлением (ЧПУ).
Эффективность и качество изготовления деталей машин зависят от рационального проведения процессов обработки металлов резанием, которое достигается в том случае, если: а) режущая часть инструмента имеет оптимальные геометрические параметры и качественную заточку лезвий; б) обработка заготовок ведется с технически и экономически обоснованными подачами и скоростями резания и т.д.
1 Аналитический метод расчёта оптимального режима резания
1.1 Выбор оборудования
Необходимо обработать заготовку на станке 1А62.
Паспортные данные станка 1А62 (карта 28 /1/):
- мощность на шпинделе по приводу с учетом КПД, N = 4,5…6.0 кВт;
- наибольшее усилие, допускаемое механизмом продольной подачи, Q=308 кГ;
- число оборотов шпинделя, n = 12…1200 об/мин.
1.2 Выбор режущего инструмента
1.2.1 Определение
марки твердого сплава
По карте 1 /1/ выбираем материал режущей части из твердого сплава Т15К6 для чернового наружного продольного точения заготовки из стали 45ХА ул.
1.2.2 Определение габаритов резца
Выбираем прямоугольную форму сечения державки резца. Высота державки равна высоте от опорной поверхности резца до линии центров станка, по карте 28 : H =25 мм. Из соотношения H/B=1,25 найдем ширину державки B =20 мм Стандартные размеры H×B= 25×16.
1.2.3 Определение геометрических параметров.
Определим жесткость технологической системы из соотношения L/D=750/104=7,21<=10, значит система жёсткая. L-длина заготовки, D-диаметр заготовки. При жесткой системе станок-деталь-инструмент (СДИ) определяем главный угол в плане = 450 и вспомогательный угол в плане 1 = 10˚.
Выбираем значения геометрических параметров резца:
-
 - главный передний угол, град.
- главный передний угол, град.
 ;
;
-
 - главный задний угол, град.
- главный задний угол, град. ;
;
-
 - угол наклона режущей кромки, град
- угол наклона режущей кромки, град
 ;
;
- r - радиус вершины резца, мм r=1
1.2.4 Выбор типа резца
Так как предстоит обрабатывать заготовку из стали 45ХА ул.
с σв=78 кгс/мм2 в центрах наружным продольным точением, то следует использовать правый прямой проходной резец (РТППП) с главным углом в плане = 450 и вспомогательным углом в плане 1 = 100 (рисунок 1). Он прост в изготовлении и менее подвержен вибрациям.
Данный резец
универсален, прост в изготовлении и
менее подвержен вибрациям. 
1.2.5 Обозначение резца.
По карте 4: Резец 2100-0059 Т15К6 ГОСТ 18878-73.
1.2.6 Конструктивные размеры резца и пластины.
Выбираем по карте 5:
m1=8;
a=11,3;
r=5,0
n=6,2
h=20,0
h1=22,5
k=11
Номер пластины 1047.
Размеры пластины:
l=12
b=8
s=5
r=5

В соответствии с ГОСТ 25396-82 S – толщина пластины, l – длина, b – ширина, - угол наклона. Обозначение пластины 10471.
Важным конструктивным
элементом лезвия напайного резца
является угол врезания пластины, который
для стальных деталей γвр
= 0.
1.2.7 Определение типа гнезда под пластиной
Гнездо державки под пластину выбираем открытую, как показано на
рисунке 2. Оно просто в изготовлении и применять его можно для проходного прямого резца независимо от формы пластины.
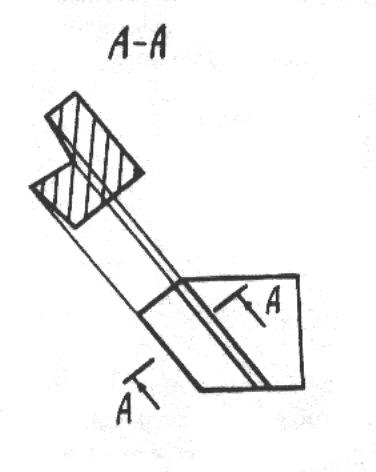
Рисунок 2 – Открытое гнездо под пластину
1.2.8 Форма передней поверхности и заточка резцов.
По карте 8: Криволинейная с отрицательной фаской
1.2.9 Допустимый износ по задней поверхности и стойкость.
По карте 10:
hз=1.
По карте 12 выбираем коэффициенты и показатели степени:

1.3 Определение глубины резания
При получистовой обработке Rz=20, припуск снимается в 2 прохода. Припуск равен h=3мм.
t1=0,75h=2,25мм
t2=0,25h=0,75мм.
Округлив, получим t1=2,5; t2=1.