

4.1.3 Плазменная сварка на больших токах
Плазменная сварка на токах более I = 150A оказывает еще большее силовое воздействие на металл (плазменная дуга на токах 150А эквивалентна 300А дуге при сварке неплавящимся электродом).
Сварка сопровождается полным проплавлением с образованием в ванне сквозного отверстия. Происходит как бы разрезание деталей с последующей заваркой.
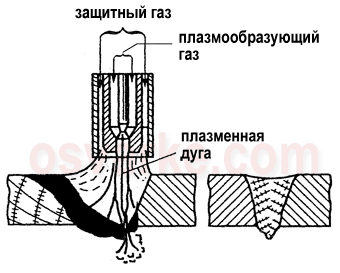
Рисунок 4.4 Формирование шва со сквозным проплавлением при плазменной сварке на больших токах
Металл с обратной стороны шва удерживается силами поверхностного натяжения. Диапазон режимов весьма ограничен, поскольку при сварке возможны прожоги.
Плазменная сварка на больших токах используется при сплавлении низкоуглеродистых и легированных сталей, меди, алюминиевых сплавов, титана и других материалов. Во многих случаях она позволяет значительно уменьшить затраты, связанные с разделкой кромок, повысить производительность, улучшить качество швов.
Плазменная сварка требует высокой культуры производства, соблюдения технологии заготовки и сборки, тщательного обеспечения условий охлаждения плазмотронов и правил их эксплуатации. Даже небольшие нарушения режима охлаждения плазмотрона вследствие высоких температур и малого диаметра сопла приводят к его разрушению.
4.2 Порядок выполнения работы
4.2.1 Ознакомиться с общими сведениями о плазменной сварке;
4.2.2 Ознакомиться с техникой безопасности при подключении и работы с аппаратом «Мультиплаз 3500»
4.2.3 Изучить конструкцию портативного плазменного аппарата» Мультиплаз 3500.
4.2.4 Изучить Техническое описание и принцип работы аппарата «Мультиплаз 3500»
4.2.5 Экспериментальным путем снять и построить зависимости тока, дуги от напряжения питания при сварке и резке при всех 4-х режимах работы аппарата.
Таблица 4.1 Результаты измерений
|
Параметры |
Значение параметров |
||||
|
uап |
60 |
100 |
140 |
180 |
220 |
|
|
|
|
|
|
|
|
Длина дуги |
|
|
|
|
|
4.3 Вопросы для самоконтроля знаний
4.3.1 Поясните принцип работы аппарата «Мультиплаз 3500»?
4.3.2 Как устроен аппарат «Мультиплаз 3500»?
4.3.3 Перечислить отличия плазменной сварки и резки от электродуговой?
4.3.4 Каким образом можно уменьшить распыление плазменной дуги?
4.3.5 Дайте физическое объяснение зависимостей, полученных при выполнении работы?
4.3.6 Назовите достоинства и недостатки плазменной сварки, резки?
Кулаков Дмитрий ЭА501.
Лабораторная работа №5
Изучение ультразвуковой ванны ГРАД – 120
Цель работы. Ознакомиться с устройством и принципом действия ультразвуковой ванны ГРАД – 120.
5.1 Требования по технике безопасности
5.1.1 Внимание! Не пользуйтесь легковоспламеняющимися жидкостями.
5.1.2 Включайте ультразвуковую ванну только в розетки с заземлением.
5.1.3 Запрещается включать ультразвуковую ванну в сеть с напряжением, не соответствующим, указанному в настоящем руководстве.
5.2 Общие сведения
Ультразвуковая ванна – устройство для создания кавитации в жидкости, налитой в ванну. Обычно применяется для ультразвуковой очистки твёрдых тел в моющих растворах, однако может использоваться и для ускорения физико-химических процессов в жидкостях (перемешивание, растворение, эмульгирование, экстракция, обеззараживание и т. п.).
Ультразвуковая ванна представляет собой ёмкость из нержавеющей стали (встречаются и другие материалы), ко дну или стенкам которой прикреплены ультразвуковые преобразователи (излучатели), обычно пьезоэлектрические. На преобразователи подаётся переменное напряжение соответствующей частоты с электронного ультразвукового генератора. Преобразователи могут также встраиваться в отверстия в корпусе ванны или помещаться в ванну в виде отдельных модулей.
Ультразвуковые ванны применяются во многих областях:
– в медицине и лабораториях: для очистки (в том числе предстерилизационной) посуды, инструментов и т. д., ускорения химических реакций, исследования различных процессов в жидкостях;
– в промышленности и ремонте: для очистки деталей машин и механизмов;
– в ювелирных и реставрационных мастерских: для очистки мелких предметов сложной формы.
Работа ультразвуковой ванны основана на явлении кавитации в жидкости под действием ультразвуковых волн. Кавитация – это образование областей высокого и низкого давления в жидкости, микропузырьков, кавитационных струй.
Микропузырьки обрабатывают детали, помещенные в ванну, отрывая частицы грязи не повреждая поверхность деталей, причем процесс идет не только снаружи, но и внутри деталей сложной конфигурации, там, куда попадает моющий раствор. Задача моющего раствора связать грязь, отделяющуюся от деталей.