

7. Починочные материалы
Для ремонта шин применяют две группы починочных материалов: резиновые и резинотканевые.
К резиновым починочным материалам относятся:
протекторная листовая резина - используется для заполнения поврежденных мест протектора и боковин и для создания новой беговой дорожки протектора;
прослоечная листовая резина - применяется для заполнения поврежденных мест каркаса и как прослойка между каркасом и починочным материалом;
камерная листовая резина - применяется для ремонта камер;
брикетная листовая резина - применяется для ремонта камер в дорожных условиях;
протекторная и профилированная резина - применяется для частичного или полного восстановления протектора (она поставляется промышленностью в виде заготовок на одну соответствующую покрышку, как правило, в комплекте с прослоечной резиной).
К резинотканевым починочным материалам относятся:
прорезиненный корд - применяется для ремонта каркаса покрышки и для ремонта и изготовления варочных мешков;
прорезиненный чефер - применяется для ремонта бортов покрышки и изготовления фланцев для камер;
пластыри - крестообразные ступенчатые заплаты, изготовленные из прорезиненного корда путем наложения одной полосы корда на другую под прямым углом. Полосы корда должны, плотно прилегать друг к другу и каждая последующая полоса должна перекрывать предыдущую по длине на 20±5 мм и по ширине на 10±3 мм. Пластыри выпускаются невулканизированными и подвулканизированными. С выпуклой ступенчатой стороны пластыри обкладываются невулканизированной прослоечной резиной толщиной 0,7 мм. Пластыри имеют четное число слоев корда, размеры их находятся в пределах от 200X200 до 430X430 мм;
манжеты — починочный материал, изготовленный из исправной части каркаса утильных покрышек, У этих покрышек обрубаются борта, отдирается протектор и освобожденный каркас расслаивается на 4-6 - слойные полосы, которые разрезают на манжеты соответствующего размера. Кромки манжет срезают на нет так, чтобы ширина среза на один слой составляла около 7-8 мм. Манжеты применяются при ремонте покрышки, если ее каркас имеет повреждения размером более 100 мм.
8. Ремонт камер
Характерными дефектами камер являются: проколы, прорывы, повреждения в местах крепления вентиля. Для обнаружения невидимы или малозаметных повреждений накаченную камеру опускают в воду, по пузырькам воздуха определяют место прокола. После проверки камеру сушат, а затем участок радиусом 20-30 мм от прокола зашероховывают абразивным кругом (рисунок 8.2). При ремонте камер, имеющих прорыв, разлохмаченные края прорыва обрезают ножницами и поверхность камеры зашероховывают на ширину 15 - 20 мм от краев прорыва.
Подготовленное место очищают от шероховальной пыли и пропитывают тампоном, смоченным в бензине и дав ему испарится в течение 10…12 мин., подготавливают заплату из сырой резины.
Проколы и разрывы длиной до 30 мм заделывают камерной (сырой) резиной, а повреждения более 30 мм еще и в дополнении к сырой резины заплатами, вырезанными из старой резины с учетом перекрытия поврежденного места на 15-20 мм. В последнем случае заплата подготавливается аналогично камере.
Подготовленную заплату, после наложения ее на поврежденное место камера, прикатывают роликом для удаления воздуха из мест соединения.
После этого камеру вулканизируют. Электровулканизационные аппараты (рисунок 8.3) предназначаются для ремонта наружных повреждений покрышек и камер в условиях небольших мастерских колхозов, совхозов. Аппараты состоит из чугунного литого основания, плитки с нагревательным элементом, биметаллического терморегулятора, нажимного устройства, сигнальной лампы и штепсельного соединения. Каждый аппарат снабжен комплексом соответствующих матриц и прижимных плиток. Расширители применяются при осмотре и обработке внутренних полостей покрышек. Они имеют основание, на котором смонтирован цилиндр (гидравлический или пневматический) систему рычагов и крючьев. Процесс вулканизации осуществляется в следующем порядке:
а) камеру укладывают повреждением, припудренным тальком, на нагретую плиту с алюминиевой проставкой;
б) прижимной винт заворачивают до полного прилегания повреждения камеры к плите;
в) засекают время вулканизации и по его истечении снимают камеру.
Процесс вулканизации заключается в химическом взаимодействий серы с каучуком, в результате которого пластичный физически мало устойчивый каучук превращается в эластичное значительно более устойчивое твердое тело - резину.
а
 )
б)
)
б)
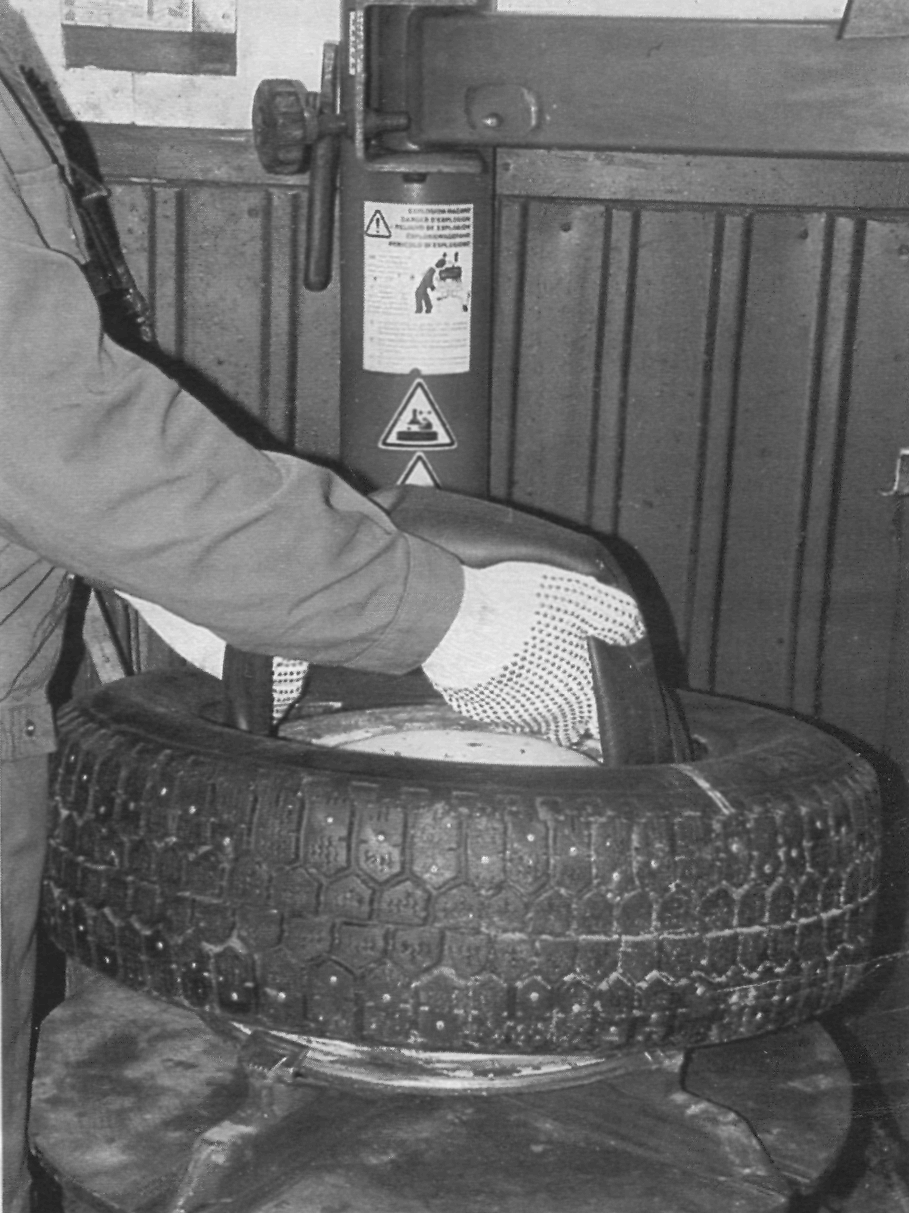
Рисунок 8.1. – Отделение покрышки от диска (а) и извлечение повреждений данной камеры (б)
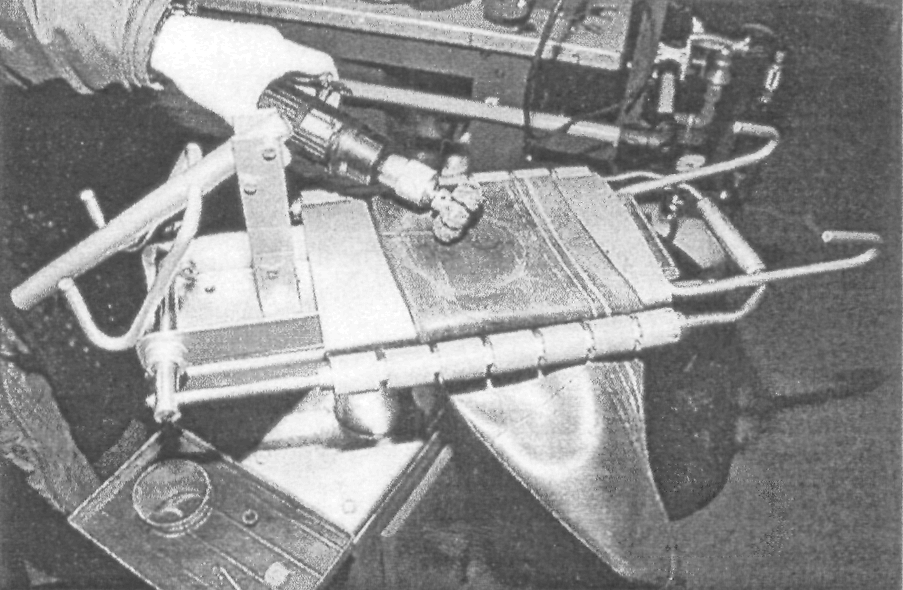
Рисунок 8.2. – Растяжка камеры и обработка (шероховка) абразивной насадкой в составе шлифмашинки.
Рисунок 8.3. – Установка камеры в вулканизатор
Наиболее интенсивно процесс протекает при температуре 140…150 °С. Ниже 140 °С практически вулканизация не заметна, свыше 150 °С происходит разрушение каучука.
Общее время вулканизации слагается из времени прогрева всей толщины вулканизируемого участка и времени, затрачиваемого на саму вулканизацию.
Для обычной температуры вулканизации (140 – 150 °С) время на прогрев заплаты может быть подсчитано приближенно:
![]()
где Н – толщина слоя сырой резины, мм.
Отделка камер включает в себя срезание краев заплаты и стыков заподлицо с поверхностью камеры, сошлифовывание наплывов, заусенцев и других неровностей.
Контроль камеры производят наружным осмотром для обнаружения недовулканизированных участков, пористости резины, отслаивания фланцев, заплат и стыков, вздутия, наплыва резины, перевулканизации отдельных мест, образующих трещины при сгибании и др. Кроме того, камеры проверяют на герметичность воздухом под давлением 0,15 MПа в ванне с водой.