

Б) Контрольные карты по качественным признакам
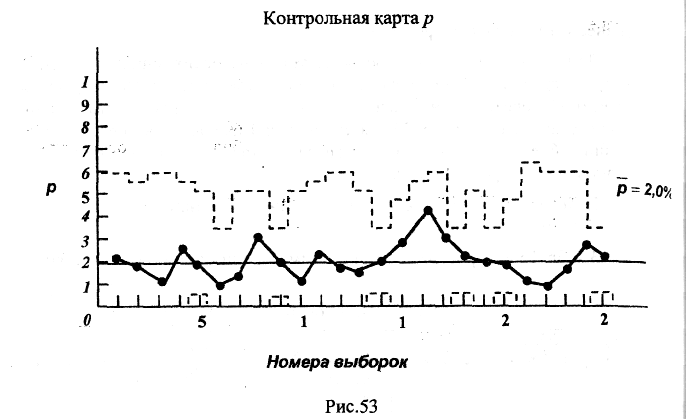
Контрольная карта р.
Таблица 15
Контрольные карты по качественным признакам Листок данных контрольной карты р
1. Подсчитывают долю дефектных изделий р.
За число дефектных изделий принимают рn=1-5, откуда n = 1/р - 5/р единиц. Так, например, если предположить, что доля дефектных изделий равна 0,05 (5%), то получится
n = 1/0,05-5/0,05 = 20-100.
2. Вычисляют долю дефектных изделий р по каждой выборке:
![]() (42)
(42)
где рп - число дефектных изделий в выборке;
n - объем выборки
3. На бланке контрольной карты на шкалу по вертикали наносят деления для долей дефектных изделий (в процентах) р (%). а по горизонтали - номера выборок.
4. На контрольную карту наносят точки, соответствующие значениям Р.
5.
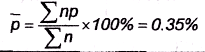
Вычисляют
среднее![]() по
значениям р
для
каждой выборки:
по
значениям р
для
каждой выборки:
![]() (43)
(43)
где![]() -
суммарное число дефектных изделий;
-
суммарное число дефектных изделий;
•
![]() - суммарное число проверенных изделий;
- суммарное число проверенных изделий;
6. Рассчитывают среднее квадратичное отклонение Sp:
![]() (44)
(44)
В
рассматриваемом примере объем выборки
n
- не
постоянный. На практике часто объем
выборки меняется. Если объем выборки
меняется не очень существенно, то для
расчета Sp
можно
применить простой и дробный метод,
используя среднее![]() от
n:
от
n:
![]() (45)
(45)
где![]() - суммарное число проверенных изделий
за рассматриваемый период времени;
- суммарное число проверенных изделий
за рассматриваемый период времени;
k- суммарное число проверенных выборок (расчет Sp по n при переменном n не приведет к существенным погрешностям в том случае, если n для конкретных выборок изменяется относительно найденного по приведенной выше формуле n в пределах от 1/2 до 2 раз). Как правило, в реальном производстве имеют место изменения объемов выборок в указанных пределах.
7.Вычисляются координаты границ регулирования р:
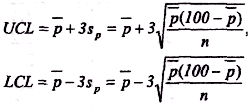 (46)
(46)
ИЛИ
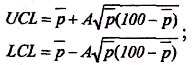
где
![]()
8 … 10
Контрольная карта доли дефектных изделии (р) при переменном числе проверяемых изделий.
Рассмотрим пример, представленный в табл. 17, в котором с 1 по 29 февраля было проверено 20 выборок разного объема:
![]()
Таблица 17
Сведения о приемке изделий
|
Дата февраль 1994 г. |
Номер выборки |
Число проверенных изделий n, шт. |
Число дефектных изделий х, шт. |
Доля дефектных изделий р, % р=х/n 100% |
|
1 |
1 |
700 |
2 |
0,28 |
|
2 |
2 |
700 |
0 |
0 |
|
3 |
3 |
800 |
5 |
0,625 |
|
6 |
4 |
700 |
4 |
0,57 |
|
7 |
5 |
700 |
2 |
0,28 |
|
8 |
6 |
700 |
2 |
0,28 |
|
9 |
7 |
700 |
3 |
0,42 |
|
10 |
8 |
700 |
2 |
0,28 |
|
14 |
9 |
650 |
1 |
0,15 |
|
15 |
10 |
650 |
1 |
0,15 |
|
16 |
11,. |
700 |
3 |
0,42 |
|
17 |
12 |
430 |
0 |
0 |
|
20 |
13 |
700 |
4 |
0,57 |
|
21 |
14 |
700 |
2 |
0,28 |
|
22 |
15 |
700 |
3 |
0,42 |
|
23 |
16 |
700 |
5 |
0,71 |
|
24 |
17 |
700 |
3 |
0,42 |
|
27 |
18 |
800 |
5 |
0,625 |
|
28 |
19 |
500 |
0 |
0 |
|
29 |
20 |
500 |
0 |
0 |
|
Всего |
|
k = 20 |
|
|
|
|
||||
![]()
При колебании объемов проверяемых изделий стандартное отклонение рассчитывается по формуле:
![]()
где n - переменная величина.
Верхняя
граница регулирования![]()
Нижняя
граница регулирования
![]() (если нижняя граница по расчетам меньше
нуля, то она принимается равной нулю).
(если нижняя граница по расчетам меньше
нуля, то она принимается равной нулю).
Таблица 18