

Годовой эффект:
Эз = (Sош – Sзш)*;
Эз = (4250-3991)20000;
Эз = 5180000 руб.
Данные по обоим вариантам представлены в таблице:
|
Штамповка |
Масса з-ки, кг |
Стоимость 1кг мат., руб |
Стоимость 1кг отх., руб |
Себестоимость заготовки, руб |
|
в открытых штампах |
6,45 |
450 |
45 |
4250 |
|
в закрытых штампах |
4,6 |
585 |
59 |
3991 |
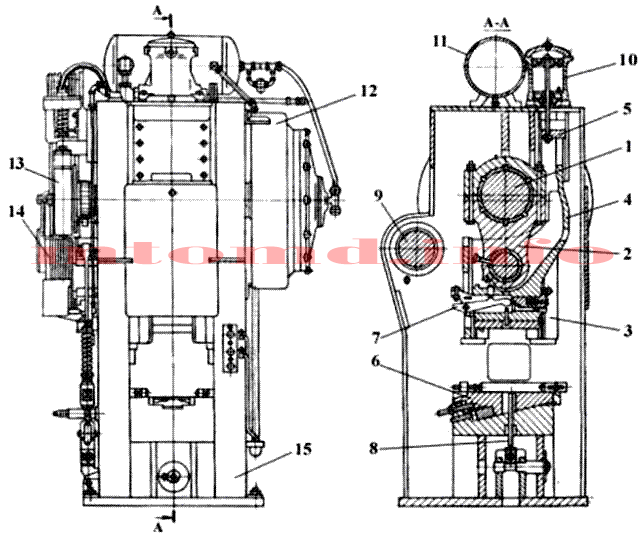
Рисунок 3.1 – Кривошипный горячештамповочный пресс
1 – главный эксцентриковый вал; 2 – шатун; 3 – ползун; 4 – хобот ползуна; 5 – дополнительные направляющие ползуна; 6 – клиновой стол; 7 – механизм верхнего выталкивателя; 8 – механизм нижнего выталкивателя; 9 – приводной вал; 10 – уравновешиватель ползуна; 11 – ресивер; 12 – пневмофрикционная муфта включения; 13 – пневмофрикционный тормоз; 14 – маховик; 15 – станина
-
Особенности построения и содержания операций технологического процесса механообработки шестерни заднего вала
Предметом анализа является технологический процесс изготовления шестерни заднего вала 6303-2506050 из штамповонной заготовки. Производство массовое, объем выпуска 20 тысяч деталей в год. Технологический процесс состоит из десяти операций механической обработки:
005 Вертикально-сверлильная, на вертикально-сверлильном станке модели 2С163. На данной операции производится сверление центрального отверстия шестерни.
010 Токарная с ЧПУ, на токарном станке с ЧПУ модели 1П756ДФ3. На данной операции производится черновая обработка шестерни с одной стороны.
015 Токарная с ЧПУ, на токарном станке с ЧПУ модели 1П756ДФ3. На данной операции производится черновая обработка шестерни с другой стороны.
020 Горизонтально-протяжная на горизонтально-протяжном станке модели 7Б56. На данной операции производится протягивание шлицев в отверстии шестерни.
025 Шлифовальная, на шлифовальном полуавтомате модели 3Т161Е. На данной операции производится шлифовка наружного диаметра и торца ступицы шестерни.
030 Токарно-винторезная, на токарно-винторезном станке модели 16К20М. На данной операции производится чистовая токарная обработка конической поверхности;
035 Вертикально сверлильная, на вертикально сверлильном станке модели 2Н150. На данной операции сверлятся три технологические смазочные отверстия.
040 Слесарная. На данной операции производится зачистка заусенцев.
045 Моечная. На данной операции производится промывка детали в горячем растворе кальцинированной воды.
050 Контрольная. На данной операции производится осмотр полноты механической обработки и контроль обработанных поверхностей.
055 Зубфрезерная, на зубофрезерном полуавтомате для нарезания конических прямозубых зубчатых колес модели 5С267П. На данной операции производится черновая обработка конического зубчатого венца.
060 Зубфрезерная, на зубофрезерном полуавтомате для нарезания конических прямозубых зубчатых колес модели 5С267П. На данной операции производится чистовая обработка конического зубчатого венца.
065 Зубообкатывающая, на специальном обкантном станке модели 5Б725. На данной операции выполняется обкатка шестерни полуоси вместе с сопрягаемым с ней колесом.
070 Слесарная. На данной операции производится зачистка заусенцев.
075 Моечная. На данной операции производится промывка детали в горячем растворе кальцинированной воды.
080 Контрольная. На данной операции производится осмотр полноты механической обработки и контроль обработанных поверхностей.
090 Термообработка.
100 Шлифовальная, на шлифовальном полуавтомате модели 3Т160Н. На данной операции производится шлифовка наружного диаметра и торца ступицы шестерни.
105 Внутришлифовальная, на внутришлифовальном полуавтомате модели СШ111с127. На данной операции производится шлифовка внутреннего отверстия шестерни.
110 Моечная. На данной операции производится промывка детали в горячем растворе кальцинированной воды.
120 Контроль приемочный. На данной операции производится осмотр полноты механической обработки и контроль обработанных поверхностей, а также проверяется степень соответствия размеров детали требованиям рабочего чертежа.
Шероховатость поверхностей на различных стадиях обработки данной детали характеризуется следующими показателями: среднее арифметическое отклонение профиля Ra после протягивания шлицев составляет 5мкм, после точения 3,2 мкм, после обработки отверстий 12,5мкм, после шлифовки 0,63 мкм.