

Тема №1.11
Фрезерная система СПИЗ» с ручным и механическим
управлением
Речь пойдёт о технологических возможностях станков фрезерной группы с ручным и механическим управлением. Фрезерные автоматы и полуавтоматы будут рассмотрены в лекции о станках с программным управлением.
Основными типами станков фрезерной группы с ручным и механическим управлением являются горизонтально-фрезерный, универсально-фрезерный, широкоуниверсальный фрезерный, вертикально-фрезерный и продольно-фрезерный станки.
На данных станках главное движение (вращательное вокруг оси Z) совершает инструмент, а движение подачи – заготовка (поступательное, по координатамX, Y, Z, или медленное вращение вокруг одной из координат).
Обработке подлежат различные по форме и расположению поверхности (и их сочетания) на штучных заготовках различной формы с помощью фрез. Кратные заготовки устанавливаются только для разрезки.
Горизонтально-фрезерные станки(рис. 1.11.1,а) являются универсальными, с точки зрения выполняемых работ. Они применяются в условиях единичного, мелко- и среднесерийного производства и предполагают две схемы наладки.
Первая схема (рис. 1.11.1, б) предусматривает работу одиночной фрезой (дисковой, или угловой, или полукруглой, или цилиндрической, или торцовой, или концевой) и применяется в единичном, мелко- и среднесерийном производстве.
Вторая схема (рис. 1.11.1, в) предусматривает одновременную работу нескольких фрез и применяется в среднесерийном производстве. В комплект фрез могут входить дисковые, угловые, полукруглые, цилиндрические, фасонные в различных сочетаниях.
Независимо от схемы, на столе станка допускается размещение нескольких заготовок.

Рис. 1.11.1. Общий вид горизонтально-фрезерного станка и схем его наладок
Широкоуниверсальные фрезерные станки(рис. 1.11.2) имеют два шпинделя (горизонтальный и вертикальный) с независимыми приводами. Фрезы, установленные в шпинделях, могут работать как одновременно, так и последовательно. Стол станка, помимо перемещения по трём координатам, может поворачиваться в горизонтальной плоскости.

Рис. 1.11.2. Общий вид широкоуниверсального фрезерного станка
Вертикально-фрезерные станкиэффективны в условиях единичного, мелко- и среднесерийного производства. Непосредственно в работе всегда участвует только одна торцовая (или концевая) фреза, установленная в вертикальном шпинделе неподвижной шпиндельной бабки (рис. 1.11.3,а).
В некоторых моделях данного типа станков, шпиндельная бабка вместе с шпинделем и фрезой может принимать наклонное положение, в пределах 45° (рис. 1.11.3,б).
На столе станка можно установить несколько заготовок, перемещая их относительно фрезы в различных направлениях (вертикальном, продольном, поперечном).

Рис. 1.11.3. Общий вид вертикально-фрезерных станков с неподвижной (а) и поворотной (б) шпиндельной бабкой
Продольно-фрезерные станки(рис. 1.11.4) эффективны в любом типе производства для обработки одной или нескольких крупных по величине заготовок, которые совершают вместе со столом только продольное перемещение.

Рис. 1.11.4. Общий вид продольно-фрезерных станков: а) одностоечных; б) двухстоечных с неповоротными шпиндельными бабками; в) двухстоечных с поворотными шпиндельными бабками
Торцовые фрезы, применяемые на данных станках, устанавливаются в шпиндельных бабках, независимо регулируемых с возможностью (иногда) наклонного расположения относительно поверхности стола. Число шпиндельных бабок различно.
Станочные приспособления к фрезерным станкам
Для установки заготовок непосредственно на столе станка в единичном и мелкосерийном производстве, или на приспособлениях в серийном производстве, применяют (рис. 1.11.5) прижимы (а), упоры (б), прихваты (в), подкладочные призмы (г), зажимные болты (д), установочные призмы (е), подкладки (ж) и домкратики (з).

Рис. 1.11.5. Общий вид простейших станочных приспособлений для фрезерных станков
Для установки заготовок в единичном и мелко- и среднесерийном производстве используют угловые плиты (рис. 1.11.6, а, б, в): простые, поворотные и универсальные с оснасткой (прихватами, подкладками, струбцинами (рис. 1.11.6,г) и зажимными болтами).

Рис. 1.11.6. Общий вид угловых плит для фрезерных станков
Самыми распространёнными приспособлениями для установки штучных и кратных заготовок в единичном, мелко- и среднесерийном производстве являются универсальные станочные тиски (рис. 1.11.7, а, б, в, г, д, е) с оснасткой (подкладками).

Рис. 1.11.7. Общий вид станочных тисков:
а) неповоротных; б) поворотных; в) универсальных; г) с поворотной губкой;
д) самоцентрирующие плоские; е) самоцентрирующие для круглых заготовок
Для установки штучных заготовок с целью их контурной или многосторонней обработки в мелко- и среднесерийном производстве применяют поворотные столы с оснасткой (прихватами, подкладками, зажимными болтами): круглый (рис. 1.11.8, а), двухпозиционный (рис. 1.11.8,б) и универсальный столы (рис. 1.11.8,в).

Рис. 1.11.8. Общий вид поворотных столов
Для установки штучных заготовок «тел вращения» в среднесерийном производстве применяют УДГ – универсальные делительные головки (рис. 1.11.9, а) с оснасткой (задней бабкой с центром (рис. 1.11.9,б), центром УДГ с поводком и хомутиком (рис. 1.11.9,в), оправками (рис. 1.11.9,г), люнетом-домкратиком (рис. 1.11.9,д), цанговым или трёхкулачковым самоцентрирующим патроном (рис. 1.11.9,е)) для установки заготовок в среднесерийном производстве.

Рис. 1.11.9. Общий вид УДГ с оснасткой
Вспомогательные инструменты к фрезерным станкам
Для установки насадных(одиночных или нескольких фрез одновременно)цилиндрическихидисковых(двухсторонних, трёхсторонних, угловых, прорезных, отрезных, полукруглых вогнутых и выпуклых, фасонных) фрез нагоризонтально-фрезерных станках, применяютсяоправки центровыев комплекте с установочными промежуточными кольцами (рис. 1.11.10,а, б;
рис. 1.11.11; рис. 1.11.12).

Рис. 1.11.10. Общий вид центровых оправок:
1 – конический хвостовик; 2 – пазы фланца оправки для передачи крутящего момента от шпинделя станка;
а) длинная оправка для тяжелых работ; б) короткая оправка для средних и лёгких работ

Рис. 1.11.11. Общий вид установочных промежуточных колец

Рис. 1.11.12. Вид размещения дисковой фрезы на центровой оправке, установленной в шпинделе горизонтально-фрезерного станка (а) и примеры установки фрез на центровых оправках (б):
1 – центровая оправка; 2 – фреза; 3 – промежуточные кольца; 4 – гайка; 5 – хвостовик оправки; 6 – гнездо шпинделя; 7 – шомпол; 8 – торцовые сухари; 9 – серьга
Для установки насадных торцовыхфрезс продольным пазом(как правило, навертикально-фрезерных станках) и одиночныхдисковыхфрез нагоризонтально-фрезерных станках, применяютсяоправки концевыес продольной шпонкой (рис. 1.11.13).

Рис. 1.11.13. Оправка концевая с продольной шпонкой:
1 – корпус; 2 – шпонка; 3 – винт
Для установки насадных торцовыхфрезс торцовым пазом(как правило, навертикально-фрезерных станках) применяютсяоправки концевыес торцовой шпонкой.
Для установки фрез с цилиндрическими хвостовиком(свёрл-фрез и концевых) навертикально-фрезерных станкахприменяютсяцанговые патроны(рис. 1.11.14).

Рис. 1.11.14. Цанговый патрон:
1 – хвостовик; 2 – цанга; 3 – гайка; 4 – фреза
Для установки фрез с коническим хвостовиком(свёрл-фрез и концевых) навертикально-фрезерных станкахприменяютсяпатроны фрезерныев комплекте с переходными втулками.
Режущие инструменты к фрезерным станкам (фрезы)
Основные типы фрез и виды станочных фрезерных работ представлены на рис. 1.11.15 – 1.11.24.

Рис. 1.11.15. Фрезерование фасонных, криволинейных поверхностей одиночными фрезами

Рис. 1.11.16. Фрезерование фасонных поверхностей комплектом фрез

Рис. 1.11.17. Фрезерование контура поверхностей с криволинейными скруглениями концевой фрезой

Рис. 1.11.18. Отрезка (разрезка) отрезной дисковой фрезой

Рис. 1.11.19. Примеры фрезерования сегментных шпоночных канавок концевой шпоночной фрезой

Рис. 1.11.20. Пример фрезерования закрытой призматической шпоночной канавки концевой шпоночной фрезой

Рис. 1.11.21. Примеры фрезерования паза типа «ласточкин хвост» (а) концевой угловой фрезой и «Т» - образного паза (б) концевой пазовой фрезой
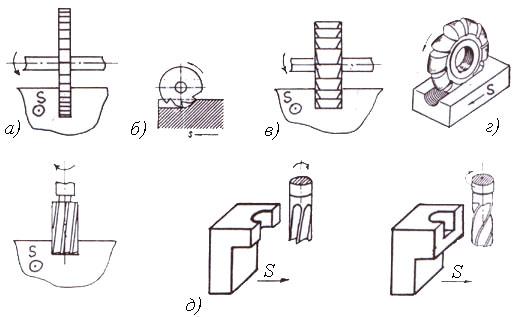
Рис. 1.11.22. Примеры фрезерования пазов, канавок и шлицев прямоугольного и полукруглого профиля дисковой прорезной (а, б), дисковой трёхсторонней (в), дисковой полукруглой выпуклой (г), концевой (д) фрезами

Рис. 1.11.23. Примеры фрезерования пазов и канавок углового профиля: одноугловой (а), двухугловыми (б, в), торцовой (г, д) и концевой фрезами (е, ж)

Рис. 1.11.24. Примеры фрезерования горизонтальных открытых и ступенчатых поверхностей (а-ж), вертикальных открытых и ступенчатых поверхностей (з-п) и наклонных плоскостей (р-ч):
цилиндрической (а, с), концевой (б, в, г, к, л, м, н, ф, х, ц, ч), торцовой (д, е, ж, о, п, т, у), дисковой двухсторонней (з, и) и одноугловой (р) фрезами
Технологичность фрезерных работ
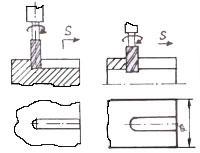
В завершении о технологичности. Любая станочная работа на станках фрезерной группы должна быть технологична, т.е. эффективна и удобна для выполнения. В свою очередь, технологичность станочной работы зависит, в частности, от технологичности конструкции детали получаемой на станке. Примеры технологичных и нетехнологичных конструкций деталей, образуемых в ходе фрезерных работ, приведены в таблице 1.11.1.
Таблица 1.11.1
Примеры технологичных (а) и нетехнологичных (б) конструкций деталей, образуемых в ходе фрезерных работ
|
Нетехнологичная конструкция |
Технологичная конструкция |
Пояснение |
|
|
|
Паз для сегментной шпонки технологичней призматического паза, т.к. исключает сверление для ввода концевой фрезы, обеспечивает большую жёсткость фрезерования и работу дисковой фрезы с большей подачей |
|
|
|
Открытый шпоночный паз (в отличие от закрытого) упрощает фрезерование и увеличивает надёжность работы фрезы |
|
|
|
Сокращение разнообразия радиусов скругления в полости уменьшает потребное число фрез и упрощает работу концевой фрезы |
|
|
|
Чёткое разграничение обрабатываемой и необрабатываемой поверхностей упрощает обработку и снижает вероятность брака |






Контрольные вопросы и задания для самостоятельной работы
1. В чём принципиальная особенность фрезерных станков?
2. Каковы основные типы фрезерных станков с ручным и механическим управлением?
3. В чём особенность фрезерных станочных приспособлений в сравнении с токарными и сверлильными?
4. Какая фреза является самой универсальной по виду выполняемых работ?
5. В чём особенности вспомогательного инструмента для фрезерных работ в сравнении с токарными?
6. Распознайте станок, приспособление и фрезу на эскизе, выданном преподавателем.
7. Укажите станок, приспособление и фрезу для выполнения работы, заданной преподавателем.
8. Укажите, какие движения могут совершать фреза и заготовка в ходе фрезерования на фрезерном станке.
9. Возможно ли на фрезерном станке: а) сверление? б) точение? Ответ пояснить.
10. Укажите элементы фрезерной системы «СПИЗ», которые могут обеспечить повышение производительности фрезерования.
11. Получите от преподавателя эскизы фрезерных работ (или конструкции деталей, получаемых на фрезерных станках) и сделать мотивированное заключение об их технологичности.
Библиографический список к теме № 1.11
1. Краткий справочник металлиста/ Под общ. ред. П.Н. Орлова, Е.А. Скороходова. – М.: Машиностроение, 1987.
2. Малов, А.Н. Обработка деталей оптических приборов/ А.Н. Малов, В.П. Законников. – М, Машиностроение,1976.
3. Власов, С.Н. Устройства, наладка и обслуживание металлообрабатывающих станков и автоматических линий/ С.Н. Власов, Г.М. Годович, Б.И. Черпаков. – М.: Машиностроение, 1995.