

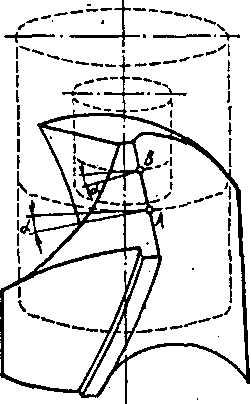
5 Сурет - Кесу жиегінің әртүрлі нүктедегі бұрғының алдыңғы және артқы бұрыштары
Бұрғының артқы бұрышы α - кесу жиегінде қарастырылатын нүктеден артқы бетке жүргізілген жанама мен кесу беті арасындағы бұрышты айтамыз. Кесу жиегі нүктелерінің траекториялары бұрғы өсімен өсі сәйкес келетін, ой жүзіндегі цилиндрлік өсті беттерде орналасады. Осындай жазықтықтарда бұрғының басты артқы бұрыштары қарастырылады. Осы орайда, бойлық артқы бұрыш басты артқы бұрыш болып табылады (сурет 6).
Егер бұрғы тек айналса, онда кесу жиегі нүктесінің траекториясы – шең-бер. Бұрғы өс бойлай берісті болғандықтан кесу жиегі нүктесінің траекториясы – бұрама, және ақиқаттық артқы бұрыш статикалықтан аз болады.Кесу жиегі нүктесінің беріспен және беріссіз жұмыс жағдайындағы траекториясын жа-зықтыққа жазып көрейік (7 сурет ).
Кесу жиегінің нүктесі бұрғы өсіне қаншалықты жақын жатса, соншалықты кесу жиегі нүктесінің траекториясы өтетін ой жүзіндегі цилиндрлік бет диаметрі аз болады, және соншама кесу процесінде бұрғының артқы бұрышы едәуір азаяды. Бұрғының артқы беті мен кесу бетінің (артқы бұрыш) арасындағы саңылаудың кішіреюі немесе оның болмауы жоғары үйкеліспен және тозуға не-месе бұрғының одан сайынғы жұмыс істеуіне мүмкіндігі болмауына алып келеді.
6 Сурет - Цилиндрлік қималарда артқы бұрыштың цилиндрлік қималарда бұрғының жиегінде пайда болуы
Кинематикалық артқы бұрыш η бұрышқа азаяды. η бұрыш мәні кесу жие-гінің әртүрлі нүктесіне әртүрлі болады (27 сурет):
tgη= S0/ πD; αk=α- η.
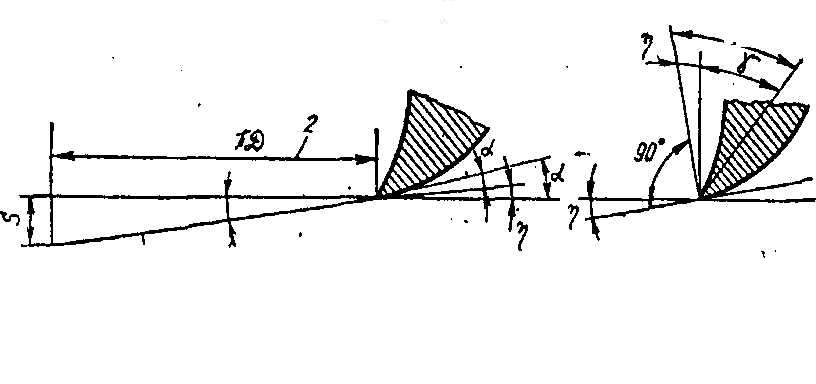
7 Сурет - Кесу процесі кезіндегі бұрғының алдыңғы және артқы бұрыштары: 1 – жазылғанбұралма сызық; 2- жазылған шеңбер
Тіпті төмен беріс жағдайында артқы бұрыштың азаюы жұмыс процесінде бұрғы өсіне жақын орналасқан нүктелер үшін айтарлықтай маңызды. Бұл азаю-дың орнын артқы бұрышты қайрау кезінде ұлғайтып толтырады: αқай= α+η. Егер артқы бетті қайрауда оның жұмыс процесінде максималды азаюын αқай= α+ηmax есепке ала отырып, кесу жиегінің барлық нүктелерінің артқы бұрыштарын бір-дей етіп қайрасақ қайрау процесі жеңілдейді.
Бірақ бұрғының алдыңғы бұрышын өзгерту (азайту) мүмкін емес, ал шет-тікте оның үлкендігі айтарлықтай жоғары. Сондықтан үлкен артқы бұрыштарда шеттікте бұрғы үшкірлігі бұрышы β аз болады, ал беріктік пен жылу шеттету төмен болады. Осыған байланысты қайрау кезінде кесу жиегінің әр нүктесіне қажетті артқы бұрышты қамтамасыз ететіндей қайрау қажет, яғни артқы бұ-рышты ауыспалы үлкендікпен қайраймыз. Артқы бұрыш өзінің ең үлкен мәніне бұрғы өсіне жақындаған сайын ие болуы керек, ең кішісін – шеттікке қарай. Осы жағдайда бұрғының кесу жиегі бойында үшкірлік бұрыштарының шама-мен бірдей өлшемі қамтамасыз етіледі. Сызбадан артқы бұрыш пен кесу жие-гінің шеттік нүктесіне беріледі, себебіоны өлшеу жеңілге түседі.
Бұрғының көмекші артқы бұрыш α1 көмекші кесу жиегіне (таспаша жие-гіне) нормаль жазықтықта өлшенеді. Таспаша шеңберлікпен ажарланатын бол-ғандықтан, бұрғының көмекші артқы бұрыштары α1 нөлге тең (сурет 4).
Негізгі кесу жиегінің көлбеулік бұрышы λ - кесу жиегі мен кесу жиегінің нүктесі арқылы жүргізілген радиус арасындағы бұрышты айтамыз (4 сурет).
Негізгі артқы беттердің қиылысуы көлденең жиекті немесе далдашаны құрайды. Далдашаның көлбеулік бұрышы ψ – көлденең және негізгі кесу жиегі-нен бұрғы өсіне перпендикуляр жазықтыққа түсірілген проекциялары арасындағы бұрыш (4 сурет). Бұрғыны дұрыс қайраған жағдайда бұл бұрыштың мәні ψ=50…550 құрайды.
Далдашаны оған перпендикуляр жазықтықтармен қиғанда далдашаның кесу бұрышы 900 жоғары екендігін көруге болады, яғни далдашаның алдыңғы бұ-рышы γn—теріс: далдаша металды кеспейді, ол оны илейді. Сондықтан берістің 65% күші мен айналу моментінің 15% шамасы далдашаға келеді. Практикада далдашаны қайраудың түрлі әдістерді қолданады. Тіпті далдашаның пішінінің шамалы ғана өзгерісінің өзі кесу күшінің азаюы мен бұрғының тұрақтылығына және өң-деу дәлдігіне алып келеді.