Тесікті өңдеуге арналған аспаптар. Бұрғы
Бұрғы-біртегіс материалда тесік жасау үшін және болған тесіктің
диаметрін үлкейту үшін арналған остік кесуші аспап. Бұрғылар ең көп
тараған аспаптар қатарына жатады. Өндірісте қолданылатын бұрғылар:
спиральді, қауырсынды, біржақты кесу үшін, эжекторлы, сақиналы бұрғылау
үшін ,сонымен қатар үлестірілген. Бұрғыны легірленген 9ХС таңбалы
болаттан.Р6М5 және т.б. жылдам кескішті болаттан және де ВК6, ВК6-М,
ВК8, ВК10-м таңбалы қорытпамен жабдықталған және т.б. жасалады.
Спиральді бұрғылар. Спиральді бұрғылар ең көп таралған және келесі
негізгі бөліктерден тұрады: кесуші, калибрлеуші немесе бағыттаушы,саға
және біріктіретін. Бұрғының кесуші жиегі (8- сурет) тіксызықты және
бұрғының осіне көріністегі негізгі бұрышқа көлбеу жасайды. бұрғының
кесуші калибрлеуші бөлігі оның жұмысшы бөлігін құрайды. Бұнда екі
бұрамалы бұнақ түзілген бұл кесу процессін қамтитын екі тісті жасайды.
бұрғының жұмысшы бөлігінде кесуші жиегі болады.
8 сүрет. Спиральді бұрғының құрылымдық элементтері
Тесіктің түзілген бетімен үйкелісін азайту үшін және жұмыс істеу
процесінде жылудың пайда болуын азайту мақсатында бұрғының
бағыттаушы бқлігінің бүкіл ұзындығында төмендетілген арқабеті болады,
бұрғының диаметріне байланысты кесуші жиекте ені 0,2-2 мм таспаша
қалдырамыз. Таспашалар бұрғының кесу процесінде бағытын қамтамасыз
етеді. Тек бастапқы ұзындықта берілістің мәні 0,5 – ке тең болғанда олар
көмекші кесуші жүйе ретінде жұмыс істейді. Жұмыс істеген кезде үйкелісті
азайту үшін сағаның (диаметр бойынша 100 мм-ге кері конустігі 0,03 – 0,12
мм) бағытына қарай таспаларды жіңішкертеді. Жіңішкертудің өлшемі
бұрғының диаметріне байланысты.
Жылдам кескіш болаттан цилиндрлі сағалы спиральды бұрғылардың
диаметрі 1 – ден 20 мм-ге дейін жасайды. Жұмысшы бөлігінің ұзындығына
байланысты бұрғыларды қысқа, орташа және ұзын сериялыларға бөледі.
Конусты сағалы бұрғыларды диаметрі 6 –дан 80 мм-ге дейін жасайды, ұзын
және ұзартылған болып келеді. Ұсақ өлшемді бұрғыларды диаметрі 0,1 – ден
1,5 мм – ге дейін, беріктігін жоғарылату үшін қалыңдатылған цилиндрлі
сағалы етіп жасайды.
Жылдам кескішті бұрғылардың диаметрі 0 – 8 мм жоғары етіп пісіріп
жасайды, ал бұл бұрғылардың сағасы сонымен қатар бұрғының қаңқасы
қатты қорытпамен қапталған және 45, 40 Х таңбалы болаттан жасайды.
Қатты қорытпамен жасалған бұрығылардың қаңқасына 9ХС таңбалы болат
және жылдам кескішті болатттар қолданылады.
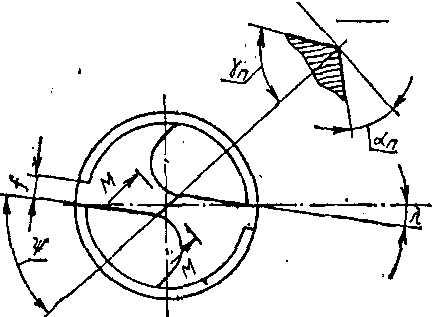
Бұрғының кесуші бөлігі. Бұрғының өнімділігімен төзімділігі көбінесе
көріністегі негізгі бұрыштың ϕ мәніне байланысты. Өтпелі кескіштің
көріністегі негізгі бұрышы секілді, бұрғының ϕ бұрышы кесуші күштің
құраушыларына және жоңқа қимасының элементтеріне әсер етеді.
Қарапайым жағдайда бұрғының сызбасында 2 ϕ төбесіндегі бұрыштың мәні
көрсетіледі. Бұрғының төбесіндегі бұрыш үлкейгенсайын кесуші жиектің
ұзындық бірлігіне әсеретуші күш өседі, бұл бұрғының тозуын жылдамтады.
2ϕ бұрышы үлкейгенде кесілетін қабаттың қалыңдығы өзгермейді, ал оның
дефформациялану дәрежесі азаяды. Бұрау моментін анықтаушы кесуші
күшінің суммарлы құраушылары төмендейді. Бұрғының суммарлы осьтік
кесу күшім 2 ϕ бұрышының үлкейткенсайын өседі. Бұны былай түсіндіруге
болады жазықтыққа бұрғының осіне салыстармалы түрде күйін өзгертеді.
Бұл жағдайда бұрғының кесуші жиегіне әсер ететін күштің жартысы өзара
теңестіріледі.
Көлденең кесуші жиектің алдыңғы бұрыштары 2ϕ бұрышы өскенсайын
азаяды. Бұл дайындаманың материалына материалына осы кесуші жиектің
енуін қиындатады және бұрғылау кезіндегі остік күшті өсіреді. Бұл жағдайда
бұрғының бойлық иілу қауіптілігін жоғарылатады 2ϕ төбесіндегі бұрышын
үлкейту негізгі кесуші жиектің алдыңғы бұрышының бойын бірқалыпты
өзгеруіне әкеледі, бұл бұрғының кесуші қабілетін жақсартады және
жоңқаны әкетуді жеңілдетеді.__
Бұрғылау – бұл тұтас материалда өтпелі және тұйық тесіктерді алуды қамтамасыз ететін кесумен өңдеу әдісі, ал сонымен қатар бұрғыланған тесіктерді кеулей бұрғылауға қолданылады.
Кесу режимі мен кесілетін қабат элементтері. Өңдеу барысында бұрғы өз өсі қатынасты айналмалы (кесу жылдамдығын қамтамасыз ететін басты қозғалыс) және өс бойымен (беріс) тік қозғалыс жасайды. Кей жағдайларда айналмалы қозғалысты бұрғы емес дайындама жасалуы мүмкін. Кесу жүзінің түрлі нүктесіндегі кесу жылдамдығы әртүрлі. Бұрғы центрінде V=0. Бұрғылауда кесу жылдамдығына кесу қырының шектігінде жатқан нүктенің шеңберлік жылдамдығы қабылданады. Ол мына формула бойынша есептеледі:
V=πDn/1000 м/мин,
мұндағы D – бұрғыдиаметрі, мм; n – бұрғының айналу жиілігі, айн/мин.
Беріс – бұрғының немесе дайындаманың тесік өсі бойымен бір айналымда So ( мм/айн ) жасаған қозғалу көлемі. Бұрғының екі тісі (қанаты) болғандықтан және бір мезгілде екі кесу жүзімен кеседі, сондықтан әр жүзге (бір тіс) Sz=So/z=So/2 (мм/тіс) берістен келеді. 1 минуттік беріс мынаған тең: Sm=Son=Szzn (мм/айн).

1 Сурет - а – бұрғылау; б – кеулей бұрғылау кезіндегі кесілетін қабат пен кесу режимінің элементтері
Кесу тереңдігіне t тұтас материалды бұрғылау кезінде, бұрғының диаметрінің жартысына тең, алынатын қабаттың мәніне сәйкес келеді. d диаметрінен D диаметріне дейін тесікті кеулей бұрғылауда кесу тереңдігі
t=( D-d )/2.
Кесілетін қабат ені b бұрғының далдашасын есепке алмай жүз бойымен бұрғы өсінен бастап сыртқы диаметрде жатқан нүктеге дейін есептеледі (1 сурет).
Кесілетін қабат қалыңдығы а кесілетін қабат қимасымен шектелетін кесу жүзінің қарастырылатын нүкте арқылы кесу бетіне дейін жүргізілген нормаль ұзындығы (1 суретті қара ).
Осы өлшемдер арасында келесі қатынастар бар;
a=Szsinφ=S0/2sinφ; b=D/2sinφ
Бұрғыбөлшектері мен элементтері. Бұрғы жұмыс бөлігінен, мойынақтан және сағадан тұрады (2 сурет ). Конустық немесе цилиндрлік саға бұрғыны білдекке бекіту үшін арналған.
Бұрғы мойнақ – бұрғының сағасы мен жұмыс бөлігі арасындағы бөлік. Бұрғы жасау технологиясының ерекшелігіне орай бұрғы мойнағы жұмыс бөлігіне қарағанда диаметрі кіші болып келеді. Жұмыс бөлігі кесуші және бағыттаушы бөліктен тұрады және онда екі бұрама бунақ бар. Бұл бұрама бунақтармен жоңқа өңделіп жатқан тесіктен сыртқа шығарылады.
Бұрама бүнақтар бұрғы жұмыс бөлігін екі тіске (қанатқа) бөледі.Бұрғы-ның қанаттары біріктірілуі керектігінен олардың арасында бұрғы өсі бойымен орналасқан өзекше бар. Оның өлшемі бунақ беттеріне жанама шеңберге сәйкес. Бағыттаушы бөлік бұрғының өңделудегі тесіктегі қозғалысын қамтамасыз етеді және қайрау кезінде кесу бөлігінің түзілетін қоры болып табылады. Бұрғының бағыттаушы бөліктері үйкелісті азайту үшін тесікпен бұрама бунақтар қыры бойымен орналасқан ажарланған бұрама таспашамен ғана жанасады. Бұрғы тісінің қалған бөлігі аз диаметрлі және өңделген тесікпен жанаспайды. Жолақша аймақ бойынша ажарланады (2 сурет).
Дөңгелекше ажарланған таспашалардың сыртқы беттері көмекші артқы беттер болып табылады. Бұл, бұрғының өсімен өсі дәл түсетін, конустығы өте аз конустық бетінің бөлігі. Бұрама бунақтардың алдыңғы беттерінегізгі артқы беттермен, артқы көмекші беттерімен (таспалармен) қиылысып, бұрғы өсіне симметриялы жататын, негізгі кесу және де көмекші кесу жүздерін құрайды. Олар конустығы өте аз конустық бұрама түзулер. Бұрғыда өзенше болғандықтан, екі артқы беттің қиылысуы кезінде көлденең жүз немесе далдаша (2 сурет) пайда болады.

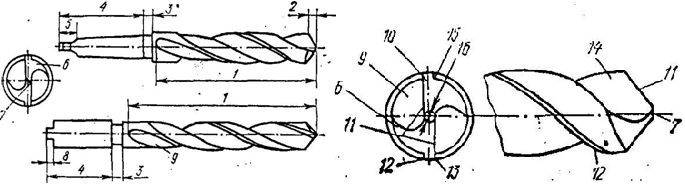
1 - жұмыс бөлігі; 2 - кесетін бөлік; 3 - мойын; 4 - саға; 5 - лапка; 6 - тіс; 7 - көлденең жүз; 8 - поводок; 9 - жаңқалық ойық; 10 - артқы бет; 11- кесу жүздері; 12 - жолақша; 13 - жолақша жүзі; 14 – алдыңғыбет; 15 – тісарқасы;16 – өзекше.
2 Сурет - Бұрғы бөлшектері мен элементтері
Бұрама жоңқалық бунақтар бетінде жоңқа пайда болып тасымалданады, яғни олар бұрғының алдыңғы беттері болып табылады. Кесу бөлігіндегі бұрғы бүйірін қайрау процесінде кесу бетіне қарайтын негізгі артқы беттерде пайда болады. Артқы беттер бөлігі конустік, сызықтық, эвольвентті, бұрама, жазық және басқа беттермен рәсімделуі мүмкін.
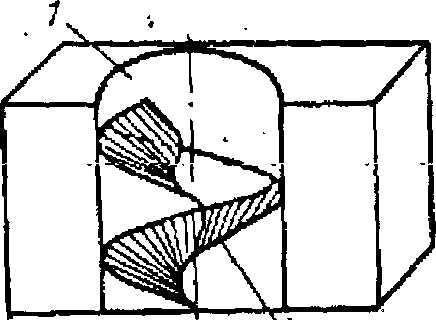
1- өңделгенбет; 2 – кесубеті
3 Сурет - Бұрғылау кезіндегі беттер.
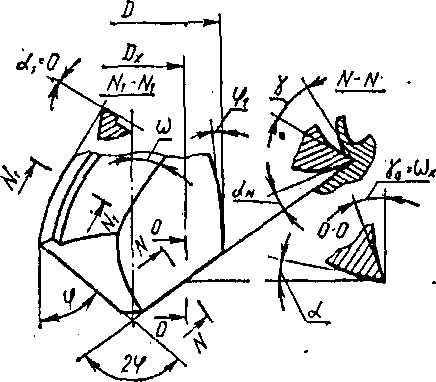
Бұрғының гоеметриалық параметрлері. Бұрғылау және кеулей бұрғы-лауда өңделген бет ретінде өңделген тесік беті саналады. Кесу беті – бұлкесу жүзінің кесу процесінде қозғалысы нәтижесінде құралатын бет (3 сурет).
Бұрғының гоеметриалық параметрлері әртүрлі жазықтықтарда қарасты-рылады (4 сурет ).
Пландағы басты бұрыш φ дегеніміз кесу жазықтығы мен жұмыс жазық-тығы арасындағы негізгі жазықтықтағы бұрыш. φ бұрышына кесілетін қабат ені мен қалыңдығы, жылу шеттету жағдайлары, бұрғының кесу бөлігінің беріктігі тәуелді. φ бұрышының көлемі (мәні) өңделудегі материал қасиеттеріне байла-нысты тағайындалады. Практикада қайралған бұрғы қандай жағдайларға арнал-ғанын тез анықтау керек. Бұл үшін, бұрғының өсімен кесу жүздеріне параллель өтетін жазықтықтағы, негізгі кесу жүздерінің проекцияларының арасындағы бұрыш – пландағы екілік бұрышы 2φ өлшенеді. Ол кесу жүздері паралель бұрғы өсі арқылы өтетін – пландағы қос бұрыш 2φ (4 сурет). 2φ бұрышын қарапайым бұрыш өлшегіштер көмегімен өлшеуге болады. Бірақ кесілген қабаттың ені мен қалыңдығына 2φ бұрышы әсер етпейді, оған бұрғының әр қанатындағы φ бұрышы әсер етеді. Қайрауда 2φ бұрышының нақты өлшемін алуға болады, бірақ бұрғы қанаттарында әртүрлі φ бұрыштары алынады. Бұл жағдайда бұрғының әр қанатындағы жұмыс жағдайлары әртүрлі. Сондықтан кесу жағдайлары нашарлайды, дәлдігі және тесік сапасы төмендейді. Міне сондықтан да-йындау мен бұрғыны қайрау сапасын бағалау үшін әрбір қанаттық φ бұрышын өлшеу қажет.