

3. Производство керамики
Высокотехнологичная керамика - сравнительно новый вид материалов, и поэтому масштабы ее производства как по объему, так и по стоимости продукции существенно уступают производству традиционных металлических и полимерных материалов. Вместе с тем темпы роста ее выпуска (от 15 до 25% ежегодно) намного превышают соответствующие показатели для стали, алюминия и других металлов. Не менее важно то обстоятельство, что многие виды керамики обеспечивают работу сложных технических систем, аппаратов, машин, стоимость которых во много раз превосходит стоимость керамических элементов. Например, изготовление магнитных головок для накопителей информации ЭВМ обеспечило выпуск самих накопителей на сумму в 600 раз большую.
Объем
производства керамических материалов
во всех странах мира растет необычайно
быстрыми темпами. Предполагается, что
за грядущие 20 лет мировой объем
производства керамики вырастет в 10 раз
(!) и превысит 60 млрд долл. в год. В настоящее
время основными производителями керамики
являются США и Япония (38 и 48% соответственно).
США доминируют в области конструкционной
керамики, предназначенной в первую
очередь для металлообрабатывающих
целей. Япония безраздельно доминирует
в области функциональной керамики
(основном компоненте электронных
устройств). Такая ситуация, судя по
прогнозам, сохранится и в ближайшем
будущем. Поскольку к керамике относят
любые поликристаллические материалы,
полученные спеканием неметаллических
порошков, то количество керамических
материалов очень велико и разнообразно
по составу, структуре, свойствам и
областям применения (рис.4) [1].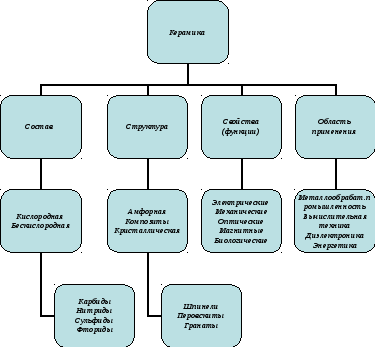
Рис. 4 Классификация керамических материалов
Немного подробнее о производстве
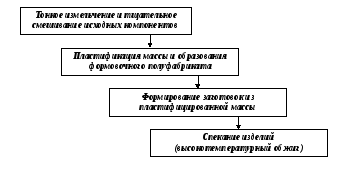
Рис. 5. Технологическая схема керамического производства в качестве
обязательных операций
Измельчение и смешивание сырьевых компонентов производится в шаровых и вибрационных мельницах. Помол может быть «сухим» или «мокрым». Все измельченные керамические массы по технологическим особенностям разделяют на три группы: пластичные массы (материалы, в шихте которых содержится значительное количество глинистых веществ), малопластичные массы (материалы с малым количеством глинистых веществ), непластичные массы (материалы из безгшшистой шихты). Состав шихты определяет в значительной мере технологию приготовления массы к формованию. Полученная шихта пластифицируется органическим пластификатором.
Формование изделий осуществляют методом прессования, пластической протяжкой (выдавливанием) через мундштук или горячим литьем под давлением. Выбор способа формования определяется техническими, экономическими и технологическими факторами, главными из которых являются форма, размер и точность детали, количество изготовляемых деталей и технологические свойства применяемых масс. Например, крупногабаритные изделия сложной конфигурации формуют путем литья жидкой керамической массы (водного шликера) в гипсовые формы, которые разбивают при извлечении заготовок. Преимущественно формуются из пластичных масс в гипсовых формах на полуавтоматах и автоматах хозяйственный фарфор и фаянс. Санитарно-строительная керамика сложной конфигурации отливается в гипсовых формах из керамического шликера на механизированных конвейерных линиях. Радио- и пьезокерамика, керметы и др. виды технической керамики в зависимости от их размеров и фоомы изготовляются главным образом прессованием из порошкообразных масс или отливкой из парафинового шликера в стальных пресс-формах.
Прессование заключается в получении изделия из сыпучей массы под действием внешнего давления. Прессование может быть «полусухое изостатическое», «мокрое», «гидростатическое», «горячее». Горячее прессование применяют для изготовления беспористых изделий с контролируемым размером зерен (до 0,1 мкм), отличающимися повышенной прочностью и плотностью, что улучшает, например, в случае изготовления феррокерамики, магнитные характеристики: магнитную проницаемость, индукцию, время перемагничивания. Особенно пригодным является этот метод при изготовлении ферритов для магнитных головок устройств магнитной записи и воспроизведения звука - и видеосигналов, ферритов СВЧ - диапазона и пьезокерэмики, которые невозможно изготовить обычными методами. Заформованные тем или иным способом изделия подвергаются
сушке в камерных, туннельных или конвейерных сушилках [16].
Спекание изделий проводят в муфельных или туннельных электрических печах при температуре 1300 оС и выше. При спекании происходит выжигание пластификатора, завершаются химические реакции между компонентами. За счет слияния частиц фиксируется форма изделия, материал приобретает необходимую механическую прочность и заданные физические и электрические свойства. В зависимости от состава материала спекание (обжиг) может производиться не только в окислительной, но и в нейтральной и даже в восстановительной среде. Обжиг керамики является самым важным технологическим процессом, обеспечивающим заданную степень спекания. Точным соблюдением режима обжига обеспечиваются необходимый фазовый состав и все важнейшие свойства керамики. В процессе обжига вследствие испарения влаги, выгорания пластификатора и уплотнения материала происходит усадка изделий, т.е. уменьшение их размеров, но возрастают их механическая прочность и плотность. В соответствии с комплексом предъявляемых требований степень спекания разных видов керамики колеблется в широких пределах. Изделия из электрофарфора, фаянса и других видов тонкой керамики покрываются перед обжигом глазурью, которая при высоких температурах обжига (1000-1400 о С), плавится, образуя стекловидный водо- и газонепроницаемый слой.