

Лекция 5
Сварные соединения
Введение
В процессе изготовления изделия широко применяют неразъемные соединения. Одним из видов совершенного неразъемного соединения является соединение, выполненное сваркой. Сварка - это сложный технологический процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании.
Сварка получила такое широкое применение во многих областях народного хозяйства и промышленности и имеет такое технологическое разнообразие, в том числе подводная сварка, что можно с уверенностью говорить об освоении сваркой, преобладающего большинства конструкционных сталей, включая высоколегированные, цветные сплавы и пластмассы. Прочность сварных соединений при статических и ударных нагрузках доведена до прочности деталей из целого материала. Основные виды сварки и ее термины определены стандартом ГОСТ 2601 – 84 «Сварка металлов. Термины и определения основных понятий».
Однако сложность процессов сварки привело к понятию свариваемость металлов. В настоящее время введена концепция свариваемость и она закреплена нормативными документами (ГОСТ 29273-92). Согласно этой концепции: металлический материал считается поддающимся сварке до установленной степени при данных процесса и для данной цели, когда сваркой достигается металлическая целостность при соответствующем технологическом процессе, чтобы свариваемые детали отвечали техническим требованиям, как в отношении их собственных качеств, так и в отношении их влияния на конструкцию, которую они образуют. Итак, можно утверждать, что свариваемость зависит от следующих переменных: материала; процесса сварки; типа конструкции; от назначения. Одно лишь перечисление этих переменных говорит о том, каким сложным является процесс неразъемного соединения, не трогая вопросы структуры сварных швов.
Сварной шов по определению – участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. Комментируя только это определение видно, что насколько сложны технологические процессы и сколько нужно знать из раздела физики твердого тела, химических процессов в механизмах кристаллизации, в поведении материалов при тепловом воздействии процесса сварки, поведении сварной конструкции. Сварная конструкция, т.е. металлическая конструкция, изготовленная сваркой из отдельных деталей, требует сложных технологических операций после процесса сварки, чтобы эта сборочная единица без определенных проблем участвовала в сборочных операциях изделия.
При сварке используются различные источники энергии: электрическая дуга, газовое пламя, лазерное излучение, электронный луч, трение, ультразвук. Наиболее широкое применение получила сварка плавлением. Какое физическое понятие составляет этот термин. Сварка плавлением – сварка, осуществляемая местным сплавлением соединяемых частей без приложения давления. Для выполнения сборочной единицы воспользуемся дуговой сваркой. Дуговая сварка это тоже сварка плавлением, при которой нагрев осуществляется электрической дугой. Это все должно быть отображено в конструкторской документации при изготовлении изделия. Условное изображение и обозначение швов сварных соединений устанавливает стандарт ГОСТ 2.312 – 72.
Изображение швов сварных соединений
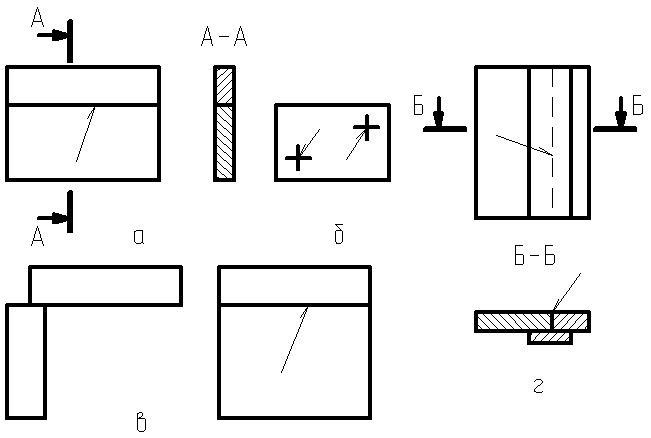
Видимый шов сварного соединения, независимо от способа сварки, условно изображают - сплошной основной линией (черт. 1a, в).
Невидимый шов сварного соединения условно изображают – штриховой линией (черт. 1г).
черт.1
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком «+» (черт. 1б), который выполняют сплошными линиями (черт.2).
черт.2
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. черт. 1). Линию-выноску предпочтительно проводить от изображения видимого шва.
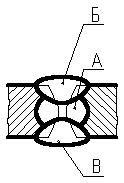
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (черт. 3).
черт. 3
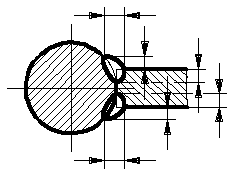
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров
черт. 4
конструктивных элементов, необходимых для выполнения шва по данному чертежу (черт. 4). Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями.
Условные обозначения швов сварных соединений
В конструкторской документации выполнение чертежа сборочной единицы, детали которой соединены сварными швами, предполагает знание типов и структуры сварных швов.
Задание представляет собой совокупность различных типов соединения в стандартном исполнении. Типы стандартного соединения бывают:
- стыковое соединение – сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями;
- нахлесточное соединение – сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга;
- угловое соединение – сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев;
- тавровое соединение – сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента.
Из этих соединений деталей конструируется сборочная единица изделия.
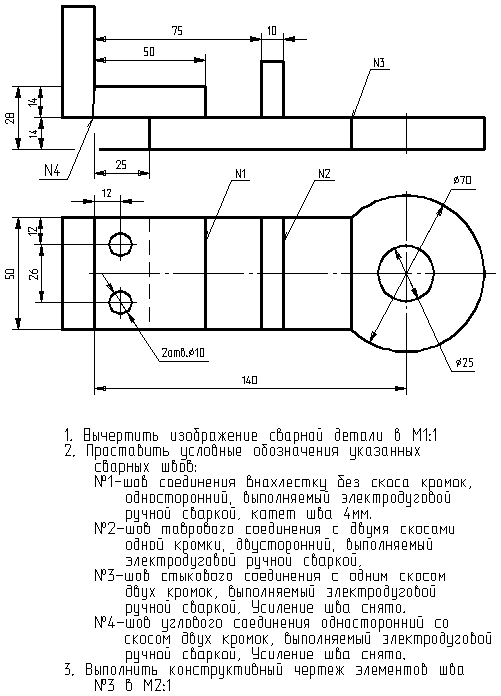
Вычертив графическую часть задания черт.5 необходимо текстовую часть задания отобразить условными обозначениями. Условные изображения и обозначения швов сварных соединений в конструкторских документах изделий устанавливает стандарт ГОСТ 2.312-73.
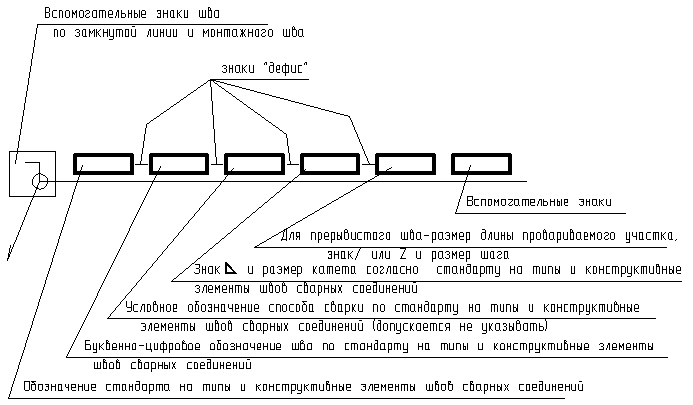
Структура условного обозначения стандартного сварного шва или одиночной точки приведена на схеме (черт. 6). Структура представляется элементами:
- обозначение стандарта на типы и конструктивные элементы швов сварных соединений; например, ГОСТ 5264-80 или ГОСТ11534-75 соединения сварные под острыми и тупыми углами;
- буквенно – цифровое обозначение шва по стандарту на типы и конструктивные элементы; например, С17 или Т9;
- условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов сварных соединений (допускается не указывать);
-
знак
![]() и размер катета
согласно стандарту на типы и конструктивные
элементы швов сварных соединений;
и размер катета
согласно стандарту на типы и конструктивные
элементы швов сварных соединений;
- для прерывистого шва – размер длины провариваемого участка, знак / или Z и размер шага;
- вспомогательные знаки.
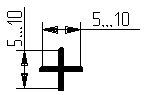
Знак![]() выполняют сплошными
тонкими линиями. Высота знака должна
быть одинаковой с высотой цифр, входящих
в обозначение шва.
выполняют сплошными
тонкими линиями. Высота знака должна
быть одинаковой с высотой цифр, входящих
в обозначение шва.
черт. 5
Одним из принципов конструирования сварных соединений является качественное равнопрочное соединение с основным металлом, при этом расчетная силовая нагрузка сборочной единицы воспринимает все виды нагрузки изделия.
черт.6
Хотя условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов сварных соединений допускается не указывать, однако в особых случаях, если в ГОСТах их несколько, то приходится указывать способы сварки; они зависят от химического состава свариваемых материалов, от прочностных характеристик, а также от условий эксплуатации изделия. В таблице 1 приведены некоторые стандартные способы сварки.
Таблица 1.
|
ГОСТ |
Наименование способа |
Условное обозначение |
|||||
|
5264-80 |
Ручная дуговая сварка |
Р |
|||||
|
8713-79 |
Сварка под флюсом. Сварные соединения |
||||||
|
Условное обозначение |
|||||||
|
Автоматическая на весу |
Механизированная на весу |
||||||
|
АФ |
МФ |
||||||
|
АФо |
АФш |
АФк |
МФо |
МФш |
МФк |
||
|
|
|
||||||
|
ГОСТ |
Наименование способа |
Условное обозначение |
|||||
|
|
|||||||
|
15878-79 |
Сварки контактные: |
|
|||||
|
точечная |
Кт |
||||||
|
шовная |
Кш |
||||||
|
рельефная |
Кр |
||||||
|
|
|
||||||
|
15164-78 |
Электрошлаковая сварка проволочным электродом |
Шэ |
|||||
|
14771-76 |
Электродуговая сварка в защитных газах: |
|
|||||
|
в инертных газах неплавящимся электродом |
ИН |
||||||
|
в углекислом газе плавящимся электродом |
УП |
||||||
|
14806-80 |
Электродуговая сварка алюминия и алюминиевых сплавов в инертных газах |
АИНп |
|||||
|
16310-80 |
Соединения сварные из полиэтилена, полипропилена и винипласта |
Г,Э |
|||||
Разработан стандарт ГОСТ 19521-74. Сварка металлов. Классификация, Этот стандарт устанавливает классификацию сварки металлов по основным физическим, техническим и технологическим признакам.
Основные признаки и ступени классификации приведены в табл. 2.
Таблица 2
|
Группа признаков |
Наименование признаков |
Наименование ступеней классификации |
|
Физические |
Форма энергии, используемой для образования сварного соединения |
Класс |
|
|
Вид источника энергии, непосредственно используемого для образования сварного соединения |
Вид |
|
Технические |
Способ защиты металла в зоне сварки Непрерывность сварки Степень механизации сварки |
Способ |
|
Технологические |
Установлены для каждого вида сварки отдельно |
- |
Классификация сварки по физическим признакам приведена в табл. 3
Таблица 3
|
Класс сварки |
Вид сварки |
|
Термический |
Дуговая Электрошлаковая Электронно-лучевая Плазменно-лучевая Ионно-лучевая Тлеющим разрядом Световая Индукционная Газовая Термитная Литейная |
|
Термомеханический |
Контактная Диффузионная Индукционнопрессовая Газопрессовая Термокомпрессионная Дугопрессовая Шлакопрессовая Термитнопрессовая Печная |
|
Механический |
Холодная Взрывом Ультразвуковая Трением Магнитоимпульсная |
Все это свидетельствует о том, что на производстве, как правило, сварочное производство выделяется в самостоятельное подразделение.
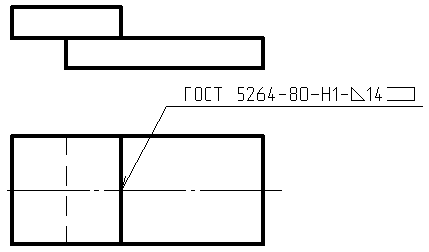
Вернемся к выполнению задания. Рассмотрим условное обозначение каждого отдельного шва сварного соединения. Для углеродистых и низколегированных сталей регламентирована ручная электродуговая сварка ГОСТ 5264-80. Тип соединения нахлесточное производят без подготовки кромок, т.е. без скоса кромок. Характер сварного шва может быть либо односторонним, либо двусторонним, условное обозначение соединения имеет вид либо Н1, либо Н2 соответственно. Вспомогательные знаки представлены на чертеже 7. На чертеже 8 представлен фрагмент сборочной единицы, в котором представлен элемент вспомогательного знака – шов по незамкнутой линии.
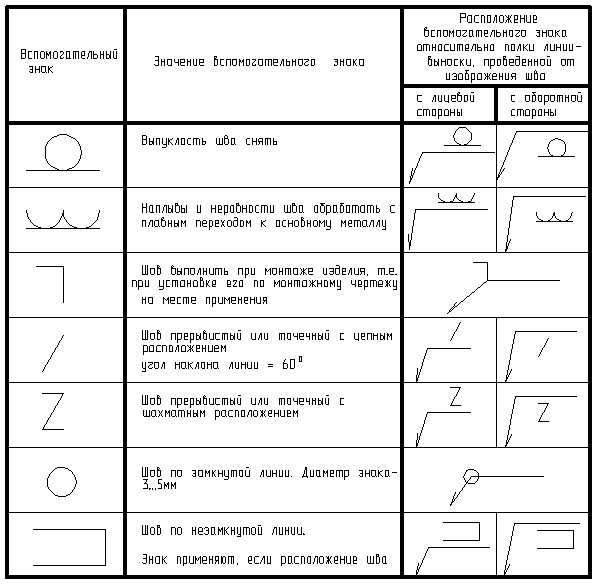
черт.7
Основные типы сварных соединений должны соответствовать указанным в табл. 1 ГОСТ 5264 - 80. Из таблицы 1 стандарта сделана выборка необходимая для конкретного нашего задания. На чертеже на выносной стрелочке представлено условное обозначение шва сварного соединения, по форме изложенной на чертеже 6, и вспомогательных знаков, изложенных на чертеже 7.
Таблица 1
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
Форма поперечного сечения |
Толщина свариваемых деталей, мм |
Условное обозначение соединения |
|
|
подготовленных кромок |
сварного шва |
|||||
|
Нахлесточное |
Без скоса кромок |
Односторонний |
|
|
2 - 60 |
Н1 |
черт.8
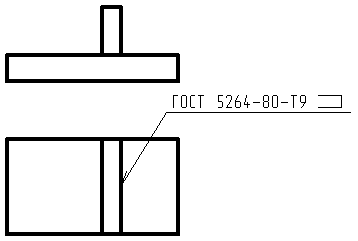
На фрагменте сборочной единицы, представленном на чертежах 9, отображены условные обозначения сварного шва таврового соединения. Здесь также используются обозначение основного типа сварного соединения из стандарта соответственно указанного в табл. 1 ГОСТ 5264 - 80. Из таблицы 1 стандарта сделана выборка необходимая для конкретного нашего задания. На чертеже на выносной стрелочке представлено условное обозначение шва сварного соединения Т9, по форме изложенной на чертеже 6, и вспомогательных знаков, изложенных на чертеже 7, т.е. шов по незамкнутой линии.
Таблица 1
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
Форма поперечного сечения |
Толщина свариваемых деталей, мм |
Условное обозначение соединения |
|
|
подготовленных кромок |
сварного шва |
|||||
|
Тавровое
|
С двумя симметричными скосами одной кромки |
Двусторонний |
|
|
8 - 100 |
Т8 |
|
Двусторонний |
|
|
12 - 100 |
Т9 |
||




Если деталь несет большую нагрузку, то деталь проваривают с двух сторон, как указано по обозначению.
черт.9
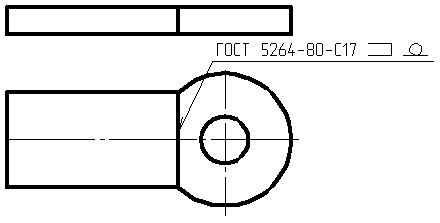
На фрагменте сборочной единицы, представленном на чертежах 10, отображены условные обозначения сварного шва стыкового соединения. Здесь также используются обозначение основного типа сварного соединения из стандарта соответственно указанного в табл. 1 ГОСТ 5264 - 80. Из таблицы 1 стандарта сделана выборка необходимая для конкретного нашего задания. На чертеже на выносной стрелочке представлено условное обозначение шва сварного соединения С17, по форме изложенной на чертеже 6, и вспомогательных знаков, из чертежа 7, т.е. шов по незамкнутой линии, а также усиление шва снять.
Таблица 1
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
Форма поперечного сечения |
Толщина свариваемых деталей, мм |
Условное обозначение соединения |
|
|
подготовленных кромок |
сварного шва |
|||||
|
Стыковое |
Со скосом кромок |
Односторонний |
|
|
3 - 60 |
С17 |
|
Односторонний на съемной подкладке |
|
|
С18 |
|||
черт.10
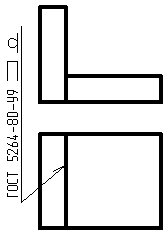
На фрагменте сборочной единицы, представленном на чертежах 10, отображены условные обозначения сварного шва углового соединения. Здесь также используются обозначение основного типа сварного соединения из стандарта соответственно указанного в табл. 1 ГОСТ 5264 - 80. Из таблицы 1 стандарта сделана выборка необходимая для конкретного нашего задания. На чертеже на выносной стрелочке представлено условное обозначение шва сварного соединения У9, по форме изложенной на чертеже 6, и вспомогательных знаков, из чертежа 7, т.е. шов по незамкнутой линии, а также усиление шва снять.
Таблица 1
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
Форма поперечного сечения |
Толщина свариваемых деталей, мм |
Условное обозначение соединения |
|
|
подготовленных кромок |
сварного шва |
|||||
|
Угловое |
Со скосом кромок |
Односторонний |
|
|
3 - 60 |
У9 |
|
Двусторонний |
|
|
У10 |
|||



черт.11
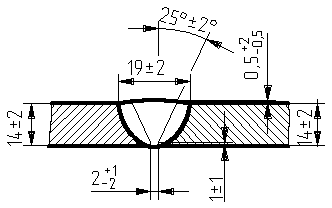
Выполним конструктивный чертеж элементов шва сварочного соединения № 3.
Конструктивные элементы подготовленных кромок свариваемых деталей и размеры стыкового шва сварочного соединения должны соответствовать указанным в табл. 2 – 54 стандарта ГОСТ 5264 - 80. Для стыкового соединения с исходными данными, взятыми в задании, по условному обозначению С17 находим конструктивные элементы в таблице 21 и будем использовать их. Изображение его представлено на чертеже 12
черт.12
Таблица 21