

Изготовление зондов для сканирующей зондовой микроскопии
1. Цели работы
1. Изучение влияния режима электрохимического травления на форму зонда для сканирующей зондовой микроскопии.
2. Исследование основных характеристик зонда.
3. Изготовление зондов разной формы и сравнение их основных характеристик.
2. Информация для преподавателя §
Работа состоит из двух частей, выполняемых на двух занятиях (по 4 часа).
Первая часть работы заключается в изготовлении методом электрохимической заточки нового зонда.
Вторая часть работы заключается в определении формы зонда по изображению тестового образца TGT1 и исследовании основных характеристик зонда при разных режимах заточки.
Образцы для исследования: тестовые образцы TGT1.
3. Содержание работы
- Изготовление методом электрохимической заточки нового зонда и определение формы зонда по изображению тестового образца TGT1. Определение основных характеристик зонда (радиус, угол заточки, геометрической форма зонда).
- Получение зондов различными методами электрохимической заточки. Определение влияния режима заточки зонда на его характеристики.
Роль вольфрамовых зондов в СЗМ и их применение.
Зонды из твердых металлов очень широко использовались во времена развития сканирующей зондовой микроскопии. В основном они использовались в сканирующей туннельной микроскопии (СТМ), разработанной в 1982 году [1], а так же в микроскопии атомных сил (АСМ), разработанной в 1986 году.[2] С тех пор было изобретено множество видов зондов для решения различных задач, но вольфрамовые зонды до сих пор остаются наилучшим вариантом для использования в СТМ.
Изготовления зондов для СЗМ NanoEducator осуществляется на специальном приборе для электрохимической заточки зондов. Получаемые зонды используются как в СТМ режиме, так и в режиме АСМ. Так как артефакты, связанные с зондом, возникают на СЗМ изображении неизбежно, важно использовать в эксперименте зонд соответствующей формы для того, чтобы отобразить интересующие особенности на поверхности образца.
СТМ и АСМ отличаются методом взаимодействия зонда с образцом, следовательно, и форма используемых зондов отличается существенно. В СТМ зонд играет роль проводника, и может иметь любую форму, но для исключения влияния геометрии зонда важно применять как можно более острый и тонкий зонд, чтобы избавиться от возможных артефактов при сканировании. В случае с АСМ, удержание зонда происходит за счет регистрации сигналов силового взаимодействия между образцом и кончиком зонда. Так как силы взаимодействия достаточно малы, то, при слишком тонком зонде, сигналы быстро гаснут, не дойдя до пьезодатчика, и система не отслеживает захват обратной связи. Для надежного захвата и отслеживания необходимо формировать профиль зонда таким образом, чтобы взаимодействие передавалось с минимальными потерями. Как правило, это достигается увеличением угла заточки до значения достаточного для надежной регистрации захвата обратной связи. Но, при большом угле заточки, увеличивается влияние формы зонда на получаемое изображение, и ухудшаются результаты сканирования. Поэтому при выборе формы используемого зонда приходится идти на компромисс между качеством и надежностью. Твердость исследуемого образца, также оказывает влияние на величину силового взаимодействия.
Методы создания зондов
Основные методы создания зондов могут характеризоваться как механические или физико-химические. Механические методы, как правило, предусматривают простые механические операции, такие как, сдвиг или срез металлической проволоки из W, Pt-Ir, Pt-Rh, MO, при котором непосредственно обеспечивается острый кончик. Теоретически, на кончике образуется несколько, практически моноатомных, вольфрамовых щетинок, самая длинная из которых и используется в качестве зонда.
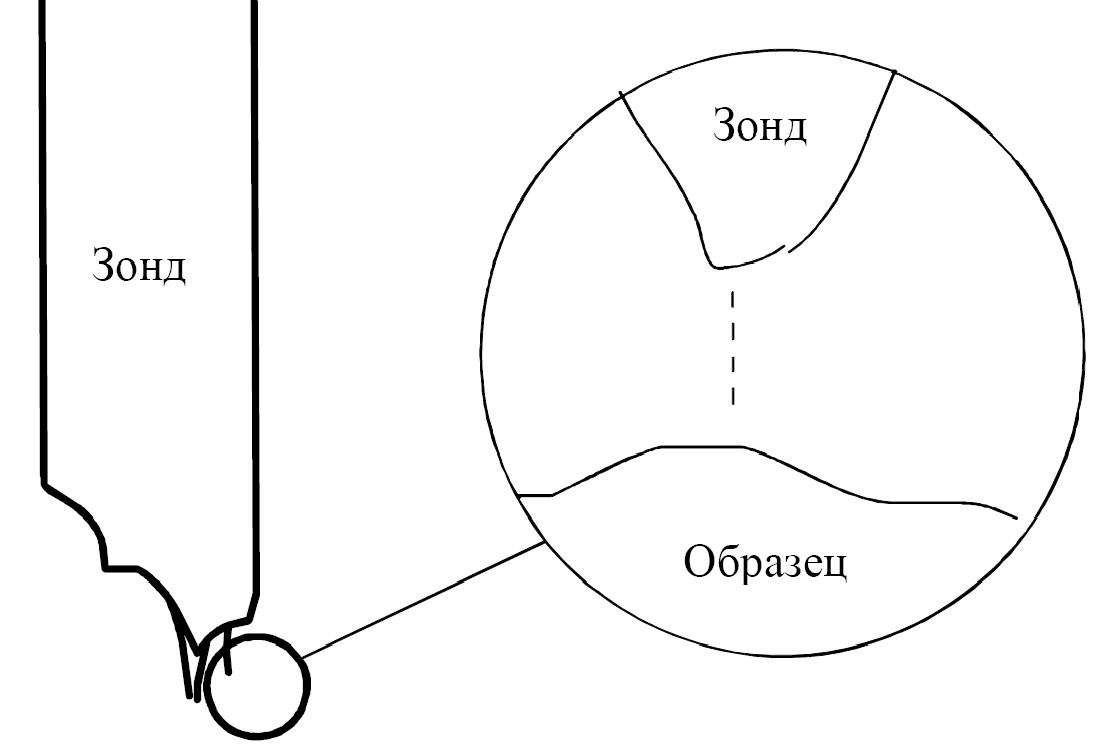
Рис. 1. Срез металлической проволоки.
Микроскопические волокна на конце механически обрезанной проволоки эффективны для получения атомного изображения в СТМ. Только атомы внизу волокна, ближайшего к поверхности образца, участвуют в туннелировании электронов.
Электрохимическое травление является методом, используемым для придания металлическим зондам форму конуса с острой вершиной.[3] Этот метод продолжает широко использоваться в своей простейшей форме, путем погружения металлической проволоки (W, Au, Ta, Fe, Pt, Ir, Pt-Ir) в соответствующий электролит и приложения напряжения к электродам.
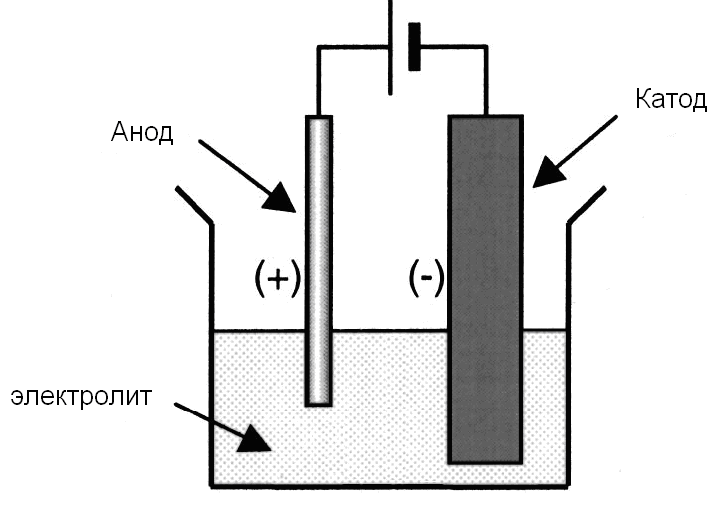
Рис. 2. Электрохимическая заточка зонда.
За последние несколько десятков лет было изобретено множество методов электрохимического травления вольфрамовых зондов. В зависимости от решаемой задачи применялся наиболее подходящий метод. Это стало возможным благодаря большому разнообразию операций приспособленных для тонкой регулировки важных функциональных характеристик, такие как симметрия кончика, острота, угол конуса.

Рис. 3. Ионная заточка зонда.
Так же возможно изготовление зондов с помощью ионной заточки. В этом случае, созданный в вакууме поток ионов Аргона направлен по касательной к зонду. В случае вольфрамового зонда, эта операция удаляет изоляционный слой оксида и создает зонд с радиусом кончика несколько нм.
Характеристики профиля зонда
Профиль кончика зонда является важной характеристикой, так как СЗМ изображения являются сверткой формы поверхности исследуемого образца и зонда, который используется для отображения поверхности. Форма зонда является определяющей при получении качественного изображения. Если для атомарно гладких поверхностей критичным является только радиус кончика, то для отображения ступенек, склонов, ям и прочих резких перепадов по высоте, критическим является угол заточки зонда. Большая часть артефактов изображения обусловлена именно формой зонда.

Рис. 4. Профиль зонда.
Условно зонд можно разделить на три части: (I) – нетравленая часть вольфрамовой заготовки, (II) – переходная область, (III) – кончик зонда, используемый непосредственно во время сканирования.
(I) – В качестве материала для изготовления зондов используют вольфрамовую проволоку диаметром ~150 мкм. Расстояние от кончика зонда до пьезотрубки составляет примерно 5-7 мм.
(II) – Основной задачей, которую выполняет эта область, является передача силового взаимодействия от кончика зонда. В режиме АСМ, когда кончик зонда стучит по поверхности образца, необходимо использовать зонды с переходной областью обладающей максимальной передаточной характеристикой. В зависимости от способа травления, переходная область приобретает широкий спектр форм. Теоретически, выбрав определенные параметры режима травления, можно сформировать профиль наиболее подходящий для каждого конкретного исследования.
(III) – Обычно характеризуется радиусом окружности вписывающейся в кончик зонда. Из литературы известны случаи, когда в процессе травления кончик зонда получался с радиусом ~5 нм.[4] Для исследований образцов с высотными перепадами на поверхности, необходимо так же учитывать угол заточки зонда.
Особенности анодного растворения вольфрама
В
щелочных растворах происходит разложение
воды с образованием иона
![]() .
Процесс выделения водорода на W зависит
от PH раствора, плотности тока и вида
поверхности. Обычно процесс анодного
растворения ведут при плотности тока
i=0,1-0,5 А/см2
и температуре 25-300С.
Катодная плотность при этом составляет
0,05-0,1 А/см2.
Растворение W в щелочи связано с
образованием на его поверхности оксидных
пленок, при этом в пленке наблюдается
объемная проводимость самого окисла и
его быстрое растворение. Травление
тугоплавких металлов происходит в
растворе электролита, причем для
полирования проволоки размером 0,002-1,00
мм достаточно вести процесс в 2-20% щелочи,
а скорость съема металла составляет
0,98*10-3 см3/А•мин.
Напряжение 6-12 В
.
Процесс выделения водорода на W зависит
от PH раствора, плотности тока и вида
поверхности. Обычно процесс анодного
растворения ведут при плотности тока
i=0,1-0,5 А/см2
и температуре 25-300С.
Катодная плотность при этом составляет
0,05-0,1 А/см2.
Растворение W в щелочи связано с
образованием на его поверхности оксидных
пленок, при этом в пленке наблюдается
объемная проводимость самого окисла и
его быстрое растворение. Травление
тугоплавких металлов происходит в
растворе электролита, причем для
полирования проволоки размером 0,002-1,00
мм достаточно вести процесс в 2-20% щелочи,
а скорость съема металла составляет
0,98*10-3 см3/А•мин.
Напряжение 6-12 В
Уравнения электролиза:
![]()
![]()
![]() (преимущественно)
(преимущественно)
![]() (возможно
окисление до WO3
с последующим растворением)
(возможно
окисление до WO3
с последующим растворением)
![]()
![]()
![]()
Порядок реакции растворения W по ионам OH- равен 1. В отсутствии тока W покрыт WO2.
В щелочной среде возможен механизм:
![]()
![]()
Физика травления вольфрамовой заготовки.
На формирование профиля зонда, влияет ряд физических факторов, а так же дополнительные условия, выбираемые исследователями.
В области границы жидкости и воздуха на поверхности проволоки образуется мениск, высота которого меняется при изменении диаметра заготовки в процессе травления. При этом в области мениска на волокне формируется конус высотой h.
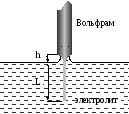
Рис. 5. Травление вольфрамовой проволоки в электролите.
Форма электрода так же оказывает серьёзное влияние на процесс формирования зонда. В простейшем случае заготовку помещают в ванночку со щелочью, причем заготовка и ванночка представляют собой электроды, на которые подается напряжение. При перетравливании вольфрамовой заготовки, нижняя часть L, погруженная в электролит, полностью растворяется, или отрывается. В качестве зонда используется оставшаяся верхняя часть. В этом случае форма зонда определяется только мениском, смачивающим вольфрамовую проволоку. Величина мениска зависит от химического состава используемого электролита.
Положение заготовки также играет определяющую роль в процессе формирования зонда. Перемещение заготовки вдоль оси зонда позволяет регулировать высоту образующегося конуса.[5]

Рис. 6. Травление проволоки в электролите при шаговом подъеме заготовки.
При малых перемещениях, за счет конуса протравливаемого мениском электролита, происходит сглаживание ступенек, формируется ровный и гладкий конус. При больших перемещениях, ступенчатые перепады, в области (II), становятся более выраженными. При перемещениях сравнимых или больше диаметра вольфрамовой проволоки, перетравливания заготовки не происходит. Так как скорость травления существенно меньше скорости движения вольфрамовой проволоки.
Д ля
локализации травления в определенной
области заготовки (для получения зонда
нужной длинны) вместо ванночки используют
проволочное кольцо с навешенной на него
каплей электролита. Это позволяет с
точностью до 1 мм устанавливать место
перетравливания заготовки.
ля
локализации травления в определенной
области заготовки (для получения зонда
нужной длинны) вместо ванночки используют
проволочное кольцо с навешенной на него
каплей электролита. Это позволяет с
точностью до 1 мм устанавливать место
перетравливания заготовки.
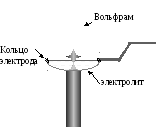
Рис. 7. Травление с использованием электрода в форме кольца.
Так как процесс травления происходит с выделением газа, то в результате разбрызгивания, происходит быстрый расход электролита. Уменьшение величины тока и напряжения, приводит к уменьшению газообразования, но увеличивает время травления.
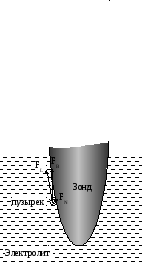
Рис. 8 Динамика газообразования при электрохимическом травлении. FB - сила выталкивания пузырька газа из жидкости, FN - сила давления пузырька газа на поверхность заготовки.
Газообразование так же влияет на форму кончика зонда. Это происходит следующим образом: при переменном токе происходит сильное газообразование на поверхности вольфрамовой заготовки, при постоянном токе, на поверхности проволочного кольца. Пузырьки газа, образующиеся при реакции, поднимаются вверх и скользят при этом вдоль поверхности заготовки. Так как количество пузырей достаточно велико то они снижают скорость травления в верхних участках, относительно нижней части, кончика зонда, таким образом, формируя конус.[6] В отличие от формируемого мениском, длина этого конуса определяется толщиной слоя электролита.
Для компенсации расхода травителя, а, следовательно, и сохранения постоянной толщины слоя электролита, вместо кольца, можно использовать электрод в виде двух параллельных пластин с отверстием в центре. В этом случае электролит, за счет смачивания, полностью заполняет пространство между пластинами и, в процессе расхода, восполняется в центральном отверстии за счет этих запасов. Этот метод убирает ещё один переменный фактор травления, и позволяет изготавливать зонды определенной формы с большей точностью. Он так же позволяет контролировать размеры области смачивающей вольфрамовую заготовку,
В процессе травления вольфрамовая проволока покрывается слоем окисла WO2, что замедляет процесс травления до нескольких минут. В случае использования переменного тока мы чередуем процессы растворения вольфрама и его окисла, что позволяет сократить время перетравливания до десятков секунд.
Калибровка зондов
Для калибровки и определения формы рабочей части зондов используются специальные тестовые структуры с известными параметрами рельефа поверхности. Вид тестовой структуры и её характерное изображение, полученное с помощью атомно-силового микроскопа, представлены на Рис. 9. Калибровочная решетка в виде острых пиков (массив перевернутых АСМ зондов) позволяет хорошо прописывать кончик зонда.

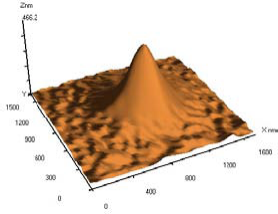
Рис. 9. Электронно-микроскопическое изображения калибровочной решетки TGT1 в виде массива острых пиков (слева) и АСМ изображение одного пика (зонда), полученное на приборе NanoEducator (справа)
Устройство для изготовления зондов для прибора NanoEducator
В сканирующем зондовом микроскопе NanoEducator используются универсальные зонды для АСМ и СТМ, представляющие собой заостренный конец вольфрамовой проволоки.
Устройство заточки зондов (УЗЗМ) предназначено для изготовления зондов для СЗМ методом электрохимического травления.
Принцип действия основан на том, что при протекании электрического тока между раствором щелочи и помещенной в неё вольфрамовой проволокой, происходит электрохимический процесс травления, при котором атомы металла переходят в раствор. Контрольтравления происходит автоматически, а установленные программно параметры травления позволяют создавать кончик зонда определенной формы. Заточенные таким образом вольфрамовые иглы, применяются в зондовом микроскопе.