


15.ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ
15.1.Схемы ленточных конвейеров
Вленточном конвейере транспортирование горной массы осуществляется на конвейерной ленте, выполняющей функции тягового и несущего органа. Замкнутая бесконечная лента 1 (рис. 15.1, а) огибает головной приводной 2 и хвостовой натяжной 3 барабаны. Лента поддерживается по длине конвейера стационарными роликоопорами 4 и 5, причем расстояние между роликоопорами для верхней грузовой ветви в 2—2,5 раза меньше, чем для нижней порожней ветви. Загрузка возможна практически в любой точке по длине конвейера. Обычно ленточные конвейеры загружаются в хвостовой части через загрузочную воронку 6, а разгружаются при сходе ленты с головного барабана. Возможна разгрузка ленточного конвейера в промежуточных пунктах с помощью плужковых сбрасывателей или разгрузочных тележек. В зависимости от назначения и условий эксплуатации ленточные конвейеры оснащают дополнительными устройствами для очистки ленты и барабанов и улавливания ленты в случае ее обрыва (на наклонном конвейере). Для контроля за работой и автоматизации конвейеров устанавливают различные датчики и приспособления.
Puc. 15.1. Схемы ленточных конвейеров и их приводов
Преимуществами ленточных конвейеров являются: высокая производительность, большая длина как в одном ставе, так и всей конвейерной линии; относительная простота конструкции; значительно меньшие масса и удельная энергоемкость по сравнению со скребковыми конвейерами; высокая надежность, безопасность и возможность полной автоматизации работы. Недостатки: ограничение по крупности транспортируемой горной массы (до 500 м), необходимость прямолинейной установки конвейера в плане, ограниченный угол наклона (с гладкой лентой при транспортировании вверх — до 18°, вниз — до 16°), высокая стоимость и относительно небольшой срок службы конвейерной ленты.
Лента конвейера приводится в движение силами трения между лентой И приводным барабаном. Соотношение натяжений в набегающей на привод ветви ленты Sнаб и сбегающей с привода Sсб при угле обхвата приводного барабана лентой α (рис. 15.1, б) и коэффициенте
трения между лентой и барабаном μ
Sнаб ≤ Sсбeμα
где е — основание натурального логарифма.
Эта формула была выведена русским ученым Л. Эйлером и названа его именем. Максимальное тяговое усилие (Н), передаваемое приводом ленточного конвейера,
μα
F = Sнаб − Sсб = Sсб (eμα −1)= Sнаб eμα
e

Величину еμα называют обычно тяговым фактором. Чем: больше тяговый фактор, тем большее тяговое усилие развивает привод. Увеличение тягового фактора возможно путем повышения коэффициента трения μ (например, футеровкой поверхности приводного барабана резиной) и угла обхвата α (например, при установке двух приводных барабанов с суммарным расчетным углом обхвата α = α1 + α2. где α1 и α2 — углы обхвата барабанов привода лентой).
Применяют ленточные конвейеры с двухбарабанным приводом с S-образной запасовкой ленты на барабанах (рис. 15.1, в), когда один барабан привода огибается рабочей (грязной) стороной ленты, а другой — нерабочей (чистой) стороной, и ленточные конвейеры с двумя приводными барабанами, огибаемыми лентой только с чистой стороны (рис. 15.1, г). Возможна установка трех приводных барабанов: два в головной части и один в хвостовой.
15.2. Основные сборочные единицы ленточных конвейеров
Основными сборочными единицами ленточного конвейера являются лента, роликоопоры и став, приводная станция, натяжное устройство, загрузочное устройство, очистные устройства и ловители ленты.
Лента является наиболее дорогостоящим и ответственным элементом конвейера. Стоимость ее составляет 50% от стоимости конвейера, а иногда и более. Лента состоит из каркаса, передающего тяговые усилия, верхних и нижних обкладок и бортов, предохраняющих каркас ленты от механических повреждений и проникновения влаги. В отечественной горнодобывающей промышленности наиболее широко применяют многопрокладочные резинотканевые (рис. 15.2, а, б) и резинотросовые (рис. 15.2, в, г) ленты.
Рис. 15.2. Конструкция конвейерных лент: 1 — прокладки; 2 — верхняя рабочая обкладка; 3 — нижняя обкладка; 4
— брекерная ткань; 5 — трос; 6 — предохранительная прокладка; 7 — резиновый наполнитель
Для шахтных подземных конвейеров используют многопрокладочные ленты (табл. 15.1). Каркас этих лент состоит из ряда тканевых прокладок, между которыми расположен тонкий слой резины (сквидж) толщиной 0,2—0,3 мм. Нити тканевых прокладок, направленные вдоль ленты и воспринимающие тяговые усилия, называются основными, а поперек — уточными, служащими для придания ленте поперечной жесткости. Прокладки со всех сторон защищены огнестойкой резиной. Толщина верхней обкладки составляет 6—10 мм, нижней — 2÷3,5 мм.
В многопрокладочных лентах, предназначенных для транспортирования крупнокусковых скальных грузов, под верхней обкладкой располагают защитную (брекерную) прокладку (см. рис. 15.2, б), обеспечивающую предохранение от пробоя прокладок каркаса крупными кусками и увеличивающую прочность связи верхней рабочей обкладки с прокладками каркаса.
Тканевые прокладки отечественных лент изготавливают из комбинированных тканей (полиэфир/хлопок) типа БКНЛ-65 прочностью по основе 65 Н/мм ширины одной прокладки, а также на основе синтетических полиамидных волокон прочностью на разрыв 100—400 Н/мм (типа ТА-100, ТК-200, ТА-400, ТК-400 и др.). Число прокладок в ленте i = l÷6, прочность ткани прокладки по утку составляет 30—40% от прочности по основе.
Разрывное усилие (Н) многопрокладочной ленты Sраз шириной В (мм) с числом прокладок i
Sраз = Bσi
где σ — прочность на разрыв одной прокладки, Н/мм ширины прокладки.
Недостаток ленты из синтетических тканей — удлинение при рабочих нагрузках до 3—
3,5%.
Пример условного обозначения многопрокладочной ленты конвейерного типа 1, подтипа 2Ш, трудновоспламеняющейся для шахтных условий, шириной 1000 мм, с пятью прокладками из ткани ТК-200, с рабочей обкладкой толщиной 6 мм и нерабочей 3,5 мм из резины класса Г-1:
ленты 1.2Ш×1000×5×ТК-200×6-3,5×Г-1 ГОСТ 20—85.
За рубежом на подземных конвейерах в основном применяют: одно- и двухпрокладочные ленты с защитными обкладками из резины или поливинилхлорида с σ = 630÷250 и σ = 200 — 625 Н/мм ширины прокладки; однопрокладочные цельнотканевые с σ = 800÷2500 Н/мм ширины ленты. В последнее время начато применение лент с прокладками из волокна «арамида» (кевлара), обеспечивающие большой диапазон прочности и малое удлинение.

Характеристики многопрокладочных конвейерных лент (ГОСТ 20-85)
|
|
|
|
|
|
|
|
|
|
Прокладка |
||
|
|
|
|
|
|
|
Условия |
|
|
|
|
|
Тип |
|
Конструкция ленты |
Транспортируемый |
|
Вид ленты |
Обозначе |
тканиТип |
|
мм/Н,σ ширины прокладки |
|||
|
|
эксплуата |
|
|||||||||
|
материал |
|
ние |
|
||||||||
|
|
|
|
|
|
|||||||
|
|
|
|
|
ции |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
С |
защитной |
или |
Руды черных и цветных |
Очень |
Общего |
1.1 |
Синтетич |
400 |
|||
|
брекерной |
|
металлов, |
крепкие горные |
тяжелые |
назначения |
|
еская |
|
|
||
|
прокладкой |
под |
породы |
крупностью |
до |
|
|
|
|
|
|
|
|
резиновой рабочей |
500 мм |
|
|
|
|
|
|
|
|
||
|
обкладкой |
|
|
|
|
|
Морозостойкая |
1.1М |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
Руды черных и цветных |
Тяжелые |
Общего |
1.2 |
|
200-400 |
|||
|
|
|
|
металлов |
крупностью |
до |
|
назначения |
|
|
|
|
|
|
|
|
350 мм |
|
|
|
Трудновосплам |
1.2Ш |
|
|
|
|
|
|
|
|
|
|
|
Синтетич |
|
|
||
|
|
|
|
|
|
|
|
еняющаяся |
|
еская |
|
|
|
|
|
|
|
|
|
|
|
|
(полиами |
|
|
|
|
|
|
|
|
|
|
Трудновосплам |
1.2ШМ |
дная) |
|
|
|
|
|
|
|
|
|
|
еняющаяся |
|
|
|
|
|
|
|
|
|
|
|
|
морозостойкая |
|
|
|
|
2 |
С |
двухсторонней |
Руды черных и цветных |
Средние |
Трудновосплам |
2Ш |
Синтетич |
100-300 |
||||
|
резиновой обкладкой |
металлов, |
крепкие горные |
|
еняющаяся |
|
еская |
|
|
|||
ирезиновыми породы крупностью до
бортами |
100 мм, абразивные грузы |
|
крупностью до 150 мм |
Общего |
2.1 |
|
назначения |
|
|
Морозостойкая |
2М |
|
Комбини 55 |
||
|
|
рованая |
|
|
(полиэфи |
|
|
р/хлопок) |
Класс резины обкладок
А
Б
М
А
Б
Г-1
Г-2
Г-1 Г-3
А
И.Б И.Б
М
Т а б л и ц а 1 5 . 1
Толщина |
Температура окружающей среды, ºС |
|
обкладки. мм |
||
рабочей |
нерабочей |
|
8 |
2 |
От -45 |
|
|
до +60 |
10 |
3 |
От -60 |
|
|
до +60 |
|
|
От -45 |
6 |
2 |
|
8 |
|
до +60 |
|
|
От -25 |
6 |
3,5 |
|
|
|
до +60 |
|
|
От -45 |
|
|
до +60 |
8От -25 до +60
6 |
От -40 |
8 |
до +60 |
6 |
|
5От -60 до +60
Каркас резинотросовой ленты (см. рис. 15.2, в) состоит из ряда стальных латунированных или оцинкованных тросов диаметром 2,7—11 мм, которые расположены между двумя тканевыми защитными прокладками. В резинотросовых лентах, предназначенных для транспортирования относительно легкой горной массы, защитные прокладки отсутствуют. В зависимости от диаметра тросов и шага их установки разрывная прочность отечественной резинотросовой ленты σр = 500÷4000 Н/мм ширины ленты. Разрывное усилие (Н) всей ленты Sраз = Вσр
Резинотросовые ленты (табл. 15.2) находят все большее применение для мощных конвейеров значительной длины. По сравнению с резинотканевыми, резинотросовые ленты имеют большую прочность и малое удлинение (до 0,25%), меньшую толщину при равной прочности. Недостаток резинотросовых лент — их высокая стоимость и большая масса.
Т а б л и ц а 1 5 . 2 .
Характеристики негорючих резинотросовых конвейерных лент
Типоразмер |
Ширина, мм |
σр, Н/мм |
Диаметр |
Толщина |
Масса 1 м2 |
|
ширины |
троса, мм |
обкладки, мм |
ленты, кг |
|||
|
|
ленты |
||||
|
|
|
|
|
||
2РТЛО-500 |
800 |
500 |
2,7 |
4,5/2,5 |
20,5 |
|
2РТЛО-1000 |
800—1000 |
1000 |
3,4 |
4/4 |
25 |
|
2РТЛО-1500 |
800—1200 |
1500 |
4,2 |
|
28 |
|
2РТЛО-2500 |
1000—2000 |
2500 |
7,5 |
5/5 |
37 |
|
2РТЛО-3150 |
1200—2400 |
3100 |
8,25 |
|
43,2 |
|
|
4000 |
10,9 |
|
|
||
2РТЛО-4000 |
6/4 |
48 |
||||
|
За рубежом выпускаются резинотросовые ленты с σР = 500÷7000 Н/мм ширины ленты, диаметр троса 3—13 мм. В последнее время освоен выпуск конвейерных лент на основе специального металлокордного полотна типа «Флексимат» (σР = 75÷1600 Н/мм).
Приводная станция ленточного конвейера включает 1,2 и, значительно реже, 3 приводных барабана, которые обеспечивают ленте необходимое тяговое усилие. На коротких конвейерах применяют однобарабанный привод (см. рис. 15.1, а), на конвейерах длиной 300—500 мм и более
— двухбарабанный привод, с S-образной запасовкой ленты на барабанах (см. рис. 15.1, в). Приводные барабаны кинематически жестко связаны с редуктором и приводятся от одного электродвигателя. Редуктор привода обычно трехступенчатый. Двигатель с редуктором соединяется эластичной муфтой. Привод вместе с выносным разгрузочным барабаном смонтирован на раме. Раму полустационарных конвейеров устанавливают на почву без фундамента и закрепляют распорными стойками.
На коротких ленточных конвейерах возможно использование мотор-барабанов, в которых ротор и статор электродвигателя и планетарный редуктор смонтированы внутри обечайки барабана. Привод в таком исполнении компактен, но мощность его ограничена.
Обычно в приводах ленточных конвейеров малой и средней мощности используют электродвигатели с короткозамкнутым ротором.
На мощных ленточных конвейерах применяют двухбарабанный привод с запасовкой ленты, обеспечивающей обхват барабанов чистой стороной ленты (см. рис. 15.1, г). Приводная станция (рис. 15.3) включает в себя два отдельных блока, каждый из которых состоит из приводного 1 и отклоняющего 2 барабанов, огибаемых лентой 3. Приводной барабан 1 приводится от электродвигателя 4 через редуктор 6. Электродвигатель с редуктором соединен муфтой 5. На выходном валу редуктора установлен шкив колодочного тормоза 7, управляемого электромагнитным или электрогидравлическим приводом и служащего для затормаживания конвейера после свободного выбега. На промежуточном валу 8 смонтирован храповой останов 9, предотвращающий обратный ход ленты конвейера, загруженного и установленного под углом
β>6°.

Рис. 15.3. Приводная станция ленточного конвейера 2Л120А
Вмощных ленточных конвейерах применяют короткозамкнутые асинхронные электродвигатели с пусковыми гидромуфтами или электродвигатели с фазным ротором и соответствующей пусковой аппаратурой.
Натяжная станция предназначена для создания приводом тягового усилия, а также для поддержания заданного провеса ленты между роликоопорами и компенсации остаточной деформации (удлинения) ленты при ее вытяжке. По принципу действия натяжные устройства разделяют на жесткие и автоматические. В жестком натяжном устройстве натяжной барабан периодически изменяет свое положение в процессе работы конвейера, что не обеспечивает постоянного натяжения и постоянной компенсации остаточной деформации ленты.
Автоматическое натяжное устройство обеспечивает постоянное определенное соотношение натяжений в набегающей и сбегающей с привода ветвях ленты при любых нагрузках на конвейере или заданное натяжение сбегающей с привода ветви ленты — большее при пуске и меньшее при установившемся движении.
Вавтоматическом натяжном устройстве натяжной барабан постоянно меняет свое положение в зависимости от натяжения ленты и ее упругой вытяжки.
Автоматические натяжные устройства ввиду больших размеров и сложности конструкции не получили широкого распространения на подземных ленточных конвейерах.

В коротких ленточных конвейерах применяют жесткое винтовое натяжное устройство с ручным управлением, установленное в хвостовой части конвейера. На горизонтальных ленточных конвейерах средней мощности в головной части конвейера у привода устанавливают жесткое натяжное устройство с электрической лебедкой, а в хвостовой секции — натяжное устройство с ручным приводом для монтажа и регулирования положения концевого барабана.
На мощных подземных ленточных конвейерах жесткие натяжные устройства с электрическим приводом устанавливают обычно на хвостовой секции (рис. 15.4). Натяжная станция ленточного конвейера 2Л120А включает в себя: натяжной барабан 1, установленный на натяжной тележке 3, огибаемый лентой 2; канатную полиспастную систему 4, конец каната которой соединен с тележкой 3; электрическую лебедку 5. Периодическое подтягивание ленты производят при включении оператором электрической лебедки 5. Один из блоков полиспастной системы взаимодействует с датчиком визуального контроля натяжения ленты, который также обеспечивает блокировку конвейера от пуска при недостаточном предварительном натяже-иии
ленты.
Puc. 15.4. Натяжная станция ленточного конвейера 2Л120А
Роликовый став предназначен для поддержания верхней и нижней ветвей ленты, придания ей желобчатости и обеспечения устойчивого движения. Роликовый став выполняют либо жестким, состоящим из отдельных линейных секций (рис. 15.5, а), либо канатным, состоящим из двух параллельно натянутых канатов, опирающихся на стойки (рис. 15.5, б).
Наибольшее распространение получили ленточные конвейеры с жестким ставом. Линейные секции става выполняют из швеллеров, соединенных болтами. Стойки секций крепят костылями к брусьям, расположенным на почве выработки. Для защиты нижней ветви ленты от заштыбовки и возможных попаданий горной массы с рабочей ветви ленты на нижнюю ветвь секции накрывают стальными листами.
В подземных горизонтальных выработках (например, панельных) для транспортирования калийных руд применяют ленточные конвейеры с канатным ставом. Концы канатов через винтовые вертлюги, предназначенные для натяжения канатов, закрепляют анкерами к почве выработки. Верхние трехроликовые опоры закрепляют на канатах, а нижние — на стойках. По сравнению с жестким канатный став обладает рядом преимуществ: меньшая металлоемкость, лучшее центрирование ленты, снижение ударных нагрузок на ленту.

Рис. 15.5. Роликовые ставы ленточных конвейеров
Для поддержания верхней рабочей ветви ленты по длине конвейера применяют, в основном, трехроликовые опоры с углом наклона боковых роликов 30—40° (для широких лент на открытых работах применяют пятироликовые опоры). Три ролика, образующие желоб для ленты, жестко закрепляют на кронштейнах в единую опору (рис. 15.6, а, б) или соединяют между собой шарнирно (рис. 15.6, в). Роликоопоры с шарнирным соединением роликов, называемые гирляндными, улучшают центрирование ленты и обеспечивают ее большую желобчатость.
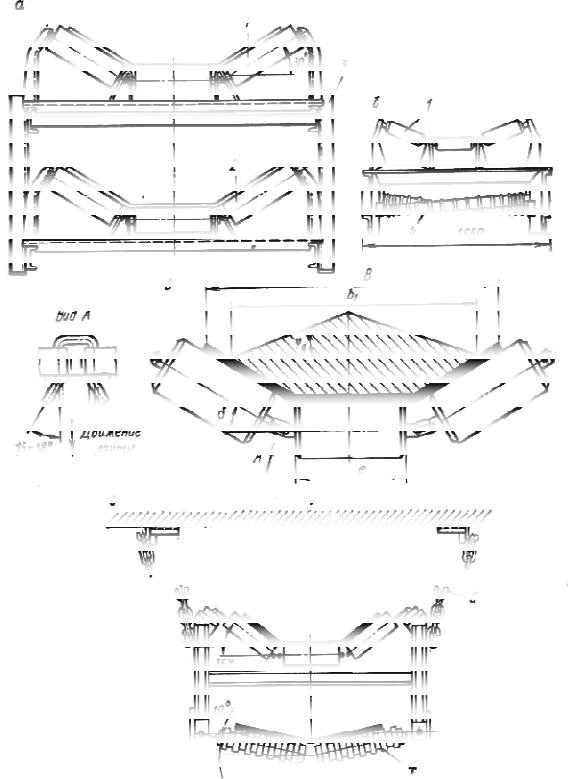
Рис. 15.6. Роликоопоры ленточного конвейера: 1,2 — ролики соответственно верхней и нижней ветвей ленты; 3 — секции става конвейера; 4 — центрирующая роликоопора нижней ветви ленты; 5 — цепи
Ролики выполняют на шарикоподшипниках с лабиринтными уплотнениями, исключающими попадание пыли в подшипниковые узлы и сохраняющими смазку в течение всего периода эксплуатации роликов (см. рис. 15.5, а, вид I).
На нижней (порожней) ветви устанавливают опоры: однороликовые; трехроликовые, как и на верхней ветви (см. рис. 15,6, а); V-образные двухроликовые с углом наклона роликов 10—15° (см. рис. 15.6, б), улучшающие центрирование нижней ветви ленты. С целью предотвращения налипания частиц груза нижние ролики футеруют резиновыми кольцами.
Линейные роликоопоры устанавливаются на ставе на расстоянии 1200—1400 мм друг от друга для верхней ветви ленты и 2400—2800 — для нижней ветви ленты.
Кроме линейных роликоопор применяют специальные роликоопоры: центрирующие, предотвращающие боковой сход ленты; амортизирующие, располагаемые под лентой в местах подачи на нее горной массы (набор резиновых цилиндрических роликов или ролики, футерованные резиновыми кольцами).
Став конвейера с роликоопорами, как правило, располагают на почве выработки, однако при пучащей почве или большой обводненности его подвешивают на цепях к кровле (рис. 15,6, г). Для полустационарных конвейеров жесткий став выполняют из отдельных линейных секций с бесболтовыми легкоразборными соединениями.
Загрузочные устройства, способствующие увеличению долговечности ленты и обеспечивающие нормальный режим работы ленточных конвейеров, должны отвечать следующим основным требованиям: обеспечение минимальной высоты падения горной массы на ленту и придание грузопотоку скорости, равной или-близкой по величине и направлению к скорости движения ленты; равномерное поступление горной массы на ленту в соответствии с производительностью конвейера.
Загрузку ленточного конвейера производят обычно в его концевой части с помощью питателей, добычных или погрузочных машин, из различных бункеров с подачей груза на ленту с помощью специальных наклонных полукругового сечения: лотков и различных питателей. Под лентой в месте загрузки устанавливают амортизирующие обрезиненные ролики с шагом 0,4—0,6 м, а над лентой монтируют приемную воронку с боковыми направляющими резиновыми бортами, нижняя кромка которых соприкасается с верхней обкладкой ленты и предохраняет от просыпи мелочи.
Очистные устройства и ловители. Для очистки рабочей обкладки ленты от прилипших частиц горной массы, которые при попадании на нижнюю ветвь загрязняют и изнашивают нижние роликоопоры и заштыбовывают пространство под нижней ветвью ленты, применяют очистные устройства. Обычно их устанавливают на нижней ветви ленты после ее сбегания с головного разгрузочного барабана. Очистные устройства могут быть выполнены в виде скребков, армированных полосовой резиной и прижимаемых к очищаемой поверхности ленты грузом или пружиной (рис. 15.7, а); скребков клавишного расположения (рис. 15.7, б); гидроочистителей, обеспечивающих гидросмыв налипших частиц с ленты. Разработаны и другие конструкции очистных устройств — щеточные (рис. 15.7, в) и в виде спирального ролика (рис. 15.7, г). Конструкция очистного устройства зависит от влажности, липкости и других свойств транспортируемой горной массы. Наибольшее распространение получили очистные устройства, выполненные в виде скребков. На мощных ленточных конвейерах, транспортирующих дробленые крепкие руды, применяют гидроочистку ленты.
Рис.15.7. Очистные устройства ленточных конвейеров
На наклонных мощных ленточных конвейерах устанавливают ловители для удержания рабочей ветви ленты с грузом в случае ее обрыва. На подземных конвейерах применяют ловители различных типов. Наиболее распространенные из них — ловители клинового типа, принцип действия которых следующий: при прямом ходе клиновые захваты, в которые входят края ленты,