

Газополум'яне зварювання

![]()
Кисневе зварювання
Газополум'яне зварювання — зварювання плавленням, під час якого кромки з'єднуваних частин нагрівають полум'ям газів, що спалюються на виході пальника для газового зварювання. Гази зазвичай підводять до зварювального пальника по гнучких шлангах відгазових балонів високого тиску, обладнаних редукційним клапаном, що знижує тиск. Зварювальник тримає в одній руці пальник, а в іншій — присадковий прутик. Цей метод особливо підходить для зварювання сталевих трубопроводів малого діаметра, а також для приєднання арматур до трубопроводів, для ремонтних робіт, пайки-зварювання.
Обладнання для газового зварювання можна використати для розрізання сталевих елементів товщиною 10 — 15 мм і більше. Існує також спеціальне устаткування для підводного різання. При так званому різанні кисневим списом нагріта сталь окислюється і видувається з утвореного вузького прорізу, тонким струменем кисню, який підводиться під високим тиском.
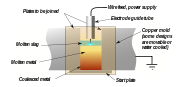
Електрошлакове зварювання
![]()
Електрошлакове зварювання
Електрошлакове зварювання — зварювання плавленням, при якому для нагрівання металу використовують тепло, що виділяється при проходженні електричного струму через розплавлений електропровідний шлак.
Плазмове зварювання
Плазмове зварювання — зварювання плавленням, при якому нагрів кромок деталей, які необхідно з'єднати, відбувається за рахунок тепла потоку плазми, утвореної дуговим розрядом і спрямованої на деталі через сопло.
Електронно-променеве зварювання
Електронно-променеве зварювання — в даному способі зварювання, для нагріву призначених для з'єднання частин використовують енергію електронного променя. Тепло виділяється за рахунок бомбардування зони зварювання спрямованим електронним потоком.
Лазерне зварювання

![]()
Апарат для лазерного зварювання
Місцеве розплавлення призначених для з'єднання частин при лазерному зварюванні здійснюється енергією світлового проміння, отриманого від оптичного квантового генератора — лазера.
Термітне зварювання
При термітному зварюванні використовують тепло, яке утворилося в наслідок спалювання терміту — порошку (суміші алюмінію і окислівзаліза).
Термомеханічний клас
Контактне зварювання — технологічний процес утворення з'єднання в результаті нагрівання металу пропущеним через нього електричним струмом і пластичної деформації зони з'єднання під дією направленого на стиск зусилля.
За допомогою контактного зварювання виготовляють до 90% конструкцій, що зварюють тиском, і близько 50% всіх зварних конструкцій. Це показує переваги контактного зварювання перед іншими способами: високою продуктивністю (час зварювання однієї точки або стику становить 0,02…1,0 с), малою витратою допоміжних матеріалів (води, повітря), високою якістю і надійністю зварених з'єднань при невеликому числі параметрів, за якими потрібно слідкувати, що знижує вимоги до кваліфікації зварника. Це екологічно чистий процес, що легко піддається механізації і автоматизації.
Недоліки контактного зварювання: відносна складність устаткування, труднощі неруйнівного контролю зварних з'єднань.
Точкове зварювання
При даному методі кромки призначених для з'єднання металевих листів, накладають один на інший з досить великим напуском, щоб можна було стиснути їх двома електродними стрижнями (з регульованим зусиллям) на час проходження потужного імпульсу струму. Місце контакту двох щільно стиснених поверхонь сильно нагрівається струмом, і в цьому місці вони сплавляються, утворюючи точкове з'єднання. Якщо зварювання виконане правильно, то при тестуванні звареного з'єднання воно руйнується не по зварювальній границі.
Шовне зварювання
Шовне зварювання проходить так само, як і точкове. Різниця між ними у тому, що при шовному зварюванні деталі затискаються між електродами-роликами, які в процесі зварювання обертаються, переміщаючи зварювані деталі. Імпульси зварювального струму виникають один за іншим через установлену паузу. Сукупність багатьох точок, що взаємно перекривають одна одну, утворює суцільний зварний шов.
Стикове зварювання
За допомогою стикового зварювання з'єднують прути, профільний прокат, труби по всій площі їхніх торців. Деталі затискають в електродах-лещатах, потім притискають одну до одної з'єднувальними поверхнями, і пропускають зварювальний струм. Розрізняють стикове зварювання опором і оплавленням.
При зварюванні опором деталі притискають із великим зусиллям (2…5 кгс/мм²). Зварювальний струм нагріває деталі до температури 0,8…0,9 від температури плавлення. У стику відбувається пластична деформація, з'єднання утворюється без розплавлення металу. Цим способом не завжди вдається забезпечити рівномірне нагрівання деталей великого перетину по всій площі і досить повно виділити зі стику деталей окисні плівки. Тому стикове зварювання опором застосовують тільки для з'єднання деталей малого перетину (до 200…300 мм²): дротів, труб, прутів з низьковуглецевих сталей.

![]()
Стикове зварювання непреривним оплавленням труби газопроводу діаметром 1420 мм
При зварюванні оплавленням деталі притискають одна до іншої дуже малим зусиллям при включеному зварювальному трансформаторі. Окремі контакти поверхонь миттєво оплавляються, виникають нові контакти, які оплавляються теж. Під дією електродинамічних сил рідкі прошарки металу оплавлених контактів разом з окислами і забрудненнями викидаються зі стику деталей. Поверхні поступово оплавляються, після чого зусилля стиску різко збільшують — відбувається осад. При цьому протягом 0,1 с через стик ще пропускають струм. Рідкий метал разом із залишковими окислами, витісняється із зони стику в ґрат — з'єднання утворюється між твердими, але пластичними поверхнями. При зварюванні оплавленням хімічно активні зони металів у місцях з'єднання захищають інертними газами.
Дифузійне зварювання
При дифузійному зварюванні поверхні, що з'єднуються, стискають і нагрівають (але не до розплавлювання металу) увакуумі. Зварний шов утворюється в результаті дифузії одного матеріалу в інший. Застосування такої технології економічно виправдано тільки тоді, коли потрібно виготовляти деталі з дорогих матеріалів (титану, цирконію і т. д.) з дуже малими допусками на розміри. Основні області застосування дифузійного зварювання — авіакосмічна, електронна, інструментальна промисловість, ядерні технології.
Ковальське зварювання
Ковальське (горнове) зварювання — найдавніший вид зварювання стисканням. Протягом майже трьох тисячоліть людство широко користувалося залізом, не вміючи його розплавити, тому до заліза не можна було застосовувати давно відоме ливарне зварювання, і було винайдене ковальське зварювання, спосіб, призначений для заліза. Розквіту і розвитку ковальського зварювання надзвичайно сприяв і сам спосіб виробництва заліза, що існував протягом тисячоліть до другої половини XIX сторіччя.
Суть ковальського зварювання полягає в тому, що при деформуванні відбувається зближення металевих поверхонь, і між атомами кристалічних ґраток починають діяти потужні сили притягання. У випадку, якщо матеріал має високу пластичність, його можна зводити (зварювати) нагріванням у ковальському горні. При виконанні зварювання до зварювального флюсу можна додати стружку низьковуглецевої сталі: у процесі горіння вони поглинають вуглець, і зварювання виходить при цьому помітно міцнішим.
Механічний клас
Зварювання вибухом
Тепло виділяється локально за рахунок тертя між з'єднуваними поверхнями. Рух викликається контрольованим вибухом, що з величезною силою стискає контактуючі поверхні. У зоні зварювання відбуваються взаємопроникнення хвилеподібної форми і часткова сплавка. Метод застосовується для плакування таких металів, як сталь, стороннім матеріалом, наприклад алюмінієм.
Зварювання тертям
Розігрів поверхонь відбувається за рахунок обертання деталі навколо іншої, нерухомої, зберігаючи контакт між поверхнями. При наступному різкому притисненні поверхонь деталей локалізоване нагрівання приводить до їхньої сплавки.
Ультразвукове зварювання
Зварювання відбувається під дією ультразвукового променя в місці з'єднання попередньо стиснутих деталей. Точковим або безперервним швом зварюються тонкі алюмінієві і мідні фольги, а також пластикові плівки. Зварювальним інструментом служить ультразвуковий випромінювач, який перетворює електричні коливання в механічні. Використовується для запечатування пакувальної алюмінієвої фольги і пластикової плівки. Виконання швидке і економічне.
Індукційне зварювання
Метал нагрівається пропущенням через нього струмом високої частоти після чого різко здавлюється. Струми високої частоти найзручніші для введення в метал індукційним безконтактним способом; крім того, вони зручні для концентрації в зоні нагрівання з використанням поверхневого ефекту та ефекту близькості і великого індуктивного опору шунтувальних шляхів. Тому практично завжди використовують струми високої частоти від лампових або машинних генераторів. Найбільше застосування метод знаходить при зварюванні труб.
Фізико-хімічні процеси при зварюванні
![]()
Зварне з'єднання в перерізі
Утворення зварного з'єднання у зв'язку із уведенням концентрованої енергії до зони з'єднання супроводжується складними фізичними і хімічними процесами.
До основних фізичних процесів при зварюванні плавленням відносять електричні, теплові, механічні процеси в джерелах нагріву; плавлення основного і електродного (присадкового) матеріалу, їх перемішування, формування та кристалізаціязварювальної ванни; введення і розповсюдження тепла в зварюваному з'єднанні.
До головних хімічних процесів відносять хімічні реакції в газовій та рідкій фазах, на межах фаз при взаємодії компонентів покриттів, флюсів, захисних газів з рідким металом і утворенням оксидів, шлаків, окисленням поверхні тощо.
Фізичні та хімічні процеси при зварюванні відбуваються водночас і в одному місці, тому їх поєднують під загальним визначенням — фізико-хімічні процеси.
Зварне з'єднання при зварюванні плавленням включає до свого складу зварний шов (ділянку зварного з'єднання, яка утворилася в наслідок кристалізації зварювальної ванни), зону сплавлення, зону термічного впливу та основний метал. З'єднання виконане зварюванням тиском в твердому стані складається із зони зварювання, зони термомеханічнічного впливу, основного металу.
В формуванні структури і властивостей зварного з'єднання при зварюванні плавленням визначна роль належить тепловим процесам, при зварюванні тиском —пластичній деформації.
Типи зварних з'єднань і види швів
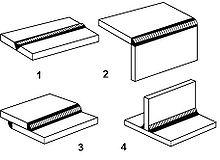
![]()
Основні типи зварних з'єднань — (1) Стикове без розділення кромок, (2) Кутове, (3) Напускне, (4) Таврове
Зварне з'єднання — ділянка конструкції, в якій окремі її частини поєднанні шляхом місцевого сплавлення або спільного пластичного деформування матеріалів цих елементів, у наслідок чого виникає міцне зчеплення матеріалів, яке засноване на міжатомної взаємодії. До складу зварного з'єднання входить зварний шов, зона термічного впливу і прилеглі до неї ділянки основного металу.
Зварний шов — ділянка зварного з'єднання, утворена в наслідок кристалізації металу зварної ванни.
Зона термічного впливу — ділянка прилеглого до зварного шва основного матеріалу, яка не піддалася розплавленню, структура і властивості якої при зварюванні змінюються внаслідок нагріву та пластичної деформації.
Групи зварних швів
-
За положенням у просторі — нижні, горизонтальні, вертикальні, стельові. Найпростіші для виконання є нижні шви, найважчі — стельові.
-
За відношенням до діючих зусиль — флангові, торцеві (лобові), комбіновані та косі.
-
За довжиною — неперервні, переривчасті.
-
За ступеню опуклості — нормальні, опуклі та увігнуті.
-
За типом з'єднання — стикові і кутові (валикові).
Типи зварних з'єднань
Стикові з'єднання є найбільш розповсюдженими майже при всіх способах зварювання, тому що дають найменші власні напруження і деформації під час зварювання.
Стикові з'єднання в основному застосовують для конструкцій з листового металу. Вони потребують мінімальної витрати основного і наплавленого металу і часу на зварювання, можуть бути виконані рівноміцними до основного металу.
Накладні з'єднання
Накладні з'єднання застосовуються переважно при дуговому зварюванні будівельних конструкцій зі сталі товщиною не більше, ніж 10 — 12 мм. Вони не потребують спеціальної обробки кромок, окрім обрізки. Рекомендується зварювати листи з обох боків, у випадку одностороннього зварювання може відбутися потрапляння вологи в щілини між листами і подальше іржавіння в цьому місці.
Таврові з'єднання
Таврові з'єднання широко використовуються при дуговому зварюванні; виконуються без скосу кромок та зі скосами з одного чи обох боків. Вертикальний лист повинен мати достатньо рівно обрізану кромку. При односторонньому і двосторонньому скосі кромки вертикального листа між вертикальним і горизонтальним листами залишається зазор в 2 — 3 мм для кращого провару.
Кутові з'єднання
Кутові з'єднання застосовуються при зварюванні різним чином попередньо оброблених кромок листів. Зварювані частини розташовують під прямим або іншим кутом і зварюють по кромках. Такі з'єднання застосовуються переважно при зварюванні резервуарів, що працюють під незначним внутрішнім тиском газу або рідини.
Прорізні з'єднання
Прорізні з'єднання застосовують у випадку коли довжина нормального напускного шва не забезпечує достатньої міцності. Прорізні з'єднання бувають закритого чи відкритого типу. Проріз зазвичай виконують кисневої різкою.
Торцеві (бокові) з'єднання
В даному випадку листи з'єднуються своїми поверхнями і зварюються по суміжних торцях.
З'єднання з накладками
Цей тип з'єднання використовується у випадках коли з інших причин не можуть бути замінені стиковими або напускними з'єднаннями.
З'єднання електрозаклепками
За допомогою даного типу з'єднання отримують міцні, але не щільні з'єднання. Верхній лист просвердлюється і отвір заварюється так, щоб був захоплений нижній лист.