

4.2 Определение трудоемкости сборочных работ
Трудоемкость сборочных работ может быть определена следующими методами:
по технологическому процессу (детальное проектирование);
методом сравнения (по производственной программе);
по скорректированным данным заводов, выпускающих аналогичные изделия (для единичного, мелко- и среднесерийного производства);
по укрупненным показателям.
По технологическому процессу трудоемкость сборки узла определяется путем нормирования операций и переходов:
для массового производства
 ,
,
для серийного –
 ,
,
где п – число узлов в изделии;
m – число сборочных операций изготовления i-го узла;
![]() и
и
![]() – штучное и штучно-калькуляционное
время выполненияj-ой
операции сборки i-го
узла:
– штучное и штучно-калькуляционное
время выполненияj-ой
операции сборки i-го
узла:
 ,
,
где
![]() –
подготовительно-заключительное время
на j-ой
операции сборки i-го
узла;
–
подготовительно-заключительное время
на j-ой
операции сборки i-го
узла;
ni – число i-х узлов в партии.
Определение Тшт и Тшт.к производится по общемашиностроительным нормативам на слесарно-сборочные работы, разработанные для соответствующих видов производства.
Трудоемкость может быть определена также и другими методами, которые рассмотрены при проектировании механических цехов.
Общую трудоемкость сборки машины подразделяют на трудоемкость слесарно-пригоночных работ Тсл, узловой сборки Тузл, и общей сборки Тобщ. Соотношение видов трудоемкости представлено в таблице 4.1.
Таблица 4.1 − Соотношение видов трудоемкости сборочных работ, %.
|
Виды сборочных работ |
Тип производства | ||||
|
Единичное |
Мелкосерийное |
Среднесерийное |
Крупносерийное |
Массовое | |
|
Слесарно-пригоночные |
25…30 |
20…25 |
15…20 |
10…15 |
– |
|
Узловая сборка |
5…10 |
10…15 |
20…30 |
30…40 |
45…60 |
|
Общая сборка |
60…70 |
60…70 |
50…65 |
45…60 |
40…55 |
4.3 Определение количества рабочих мест и оборудования
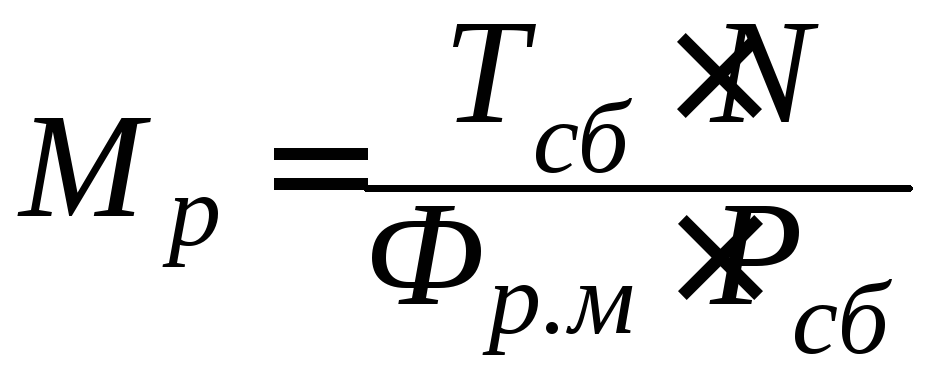
Количество рабочих мест определяется по трудоемкости сборки. Для непоточного производства при детальном проектировании используют формулу:
 ,
,
где Тсб – трудоемкость сборки одного изделия, человеко-час;
N – годовой выпуск изделий или узлов, шт;
Фр.м – эффективный годовой фонд времени рабочего места, час;
Рсб – средняя плотность работы.
Под плотностью работы понимают среднее число рабочих на одном рабочем месте. Она зависит от габаритных размеров изделия, сложности сборки и других факторов, определяющих возможность одновременной работы сборщиков с разных сторон изделия. При работе на верстаке Рсб =1; при работе на стендах узловой и общей сборки Рсб=2, 3, 4 и больше.
Полученное значение Мр округляется до большего целого числа. Отношение расчетного количества рабочих мест к принятому представляет собой коэффициент загрузки рабочих мест:
При укрупненном проектировании для определения количества рабочих мест всего цеха или отделения расчет выполняют по формуле
 ,
,
где
![]() – суммарная трудоемкость годового
выпуска цеха по сборке;
– суммарная трудоемкость годового
выпуска цеха по сборке;
![]() –средний коэффициент
загрузки, равный 0,75…0,8;
–средний коэффициент
загрузки, равный 0,75…0,8;
Рсб =1,2…1,8.
При поточной сборке, в том числе конвейерной, при регламентированных перерывах количество рабочих мест определяется по действительному такту сборки:
 ,
,
где Ти – трудоемкость сборки изделия (узла), равная суммарному оперативному времени по всем операциям;
![]() –действительный
такт сборки, мин.
–действительный
такт сборки, мин.
В состав технологического оборудования сборочного цеха входят также:
сборочные стенды;
прессы;
механизированные сборочные установки и инструмента (гайковерты, шпильковерты, сверлильные и шлифовальные машинки и др.);
сборочные автоматы;
установки и стенды для испытания оборудования.
При разработанном технологическом процессе сборки количество указанного оборудования определяется по формулам, аналогичным применяемым для расчета количества станков в механических цехах:
 ,
,
где Тоб – годовая трудоемкость выполнения операций на оборудовании данного типа;
Фд.об. – эффективный годовой фонд времени работы оборудования.