

Дефектация, ремонт и изготовление деталей
Положительные и отрицательные полублоки считают годными, если они удовлетворяют следующим требованиям:
решетки всех пластин целы (не разрушены);
активная масса положительных пластин коричневого цвета и бархатистая на ощупь;
активная масса пластин не сульфатирована (не освинцована),прочно держится в ячейках решетки, не имеет трещин и пузырей, не переплюсована;
выпадение активной массы не более чем из 5 ячеек.
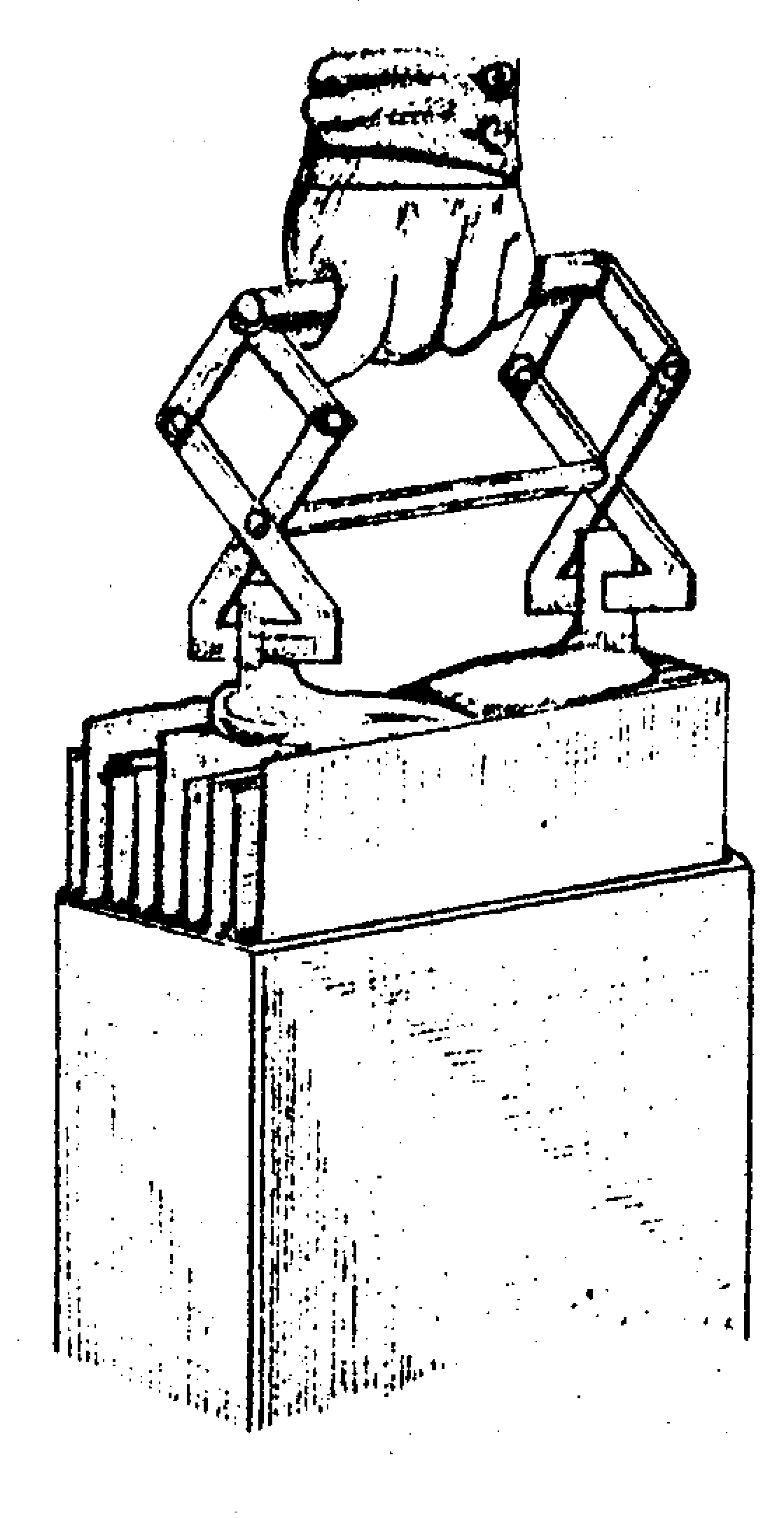
Рис Съемник для выемки блока пластин из аккумуляторов
Пластины со слабой сульфатацией (когда белым налетом сульфата покрыта только поверхность пластин), короблением и обрывом ушек подлежат ремонту. Сульфатация устраняется очисткой пластин металлической щеткой. Покоробленные пластины выправляют в прессе или в горизонтальных тисках плавным и равномерным сжатием. Обломанные ушки пластин наваривают в специальном шаблоне, а затем подравнивают напильником.
Сульфатацию сепараторов из мипласта или мипора устраняют кипячением их в воде. Обломанные и треснутые сепараторы заменяют годными со списанных батарей.
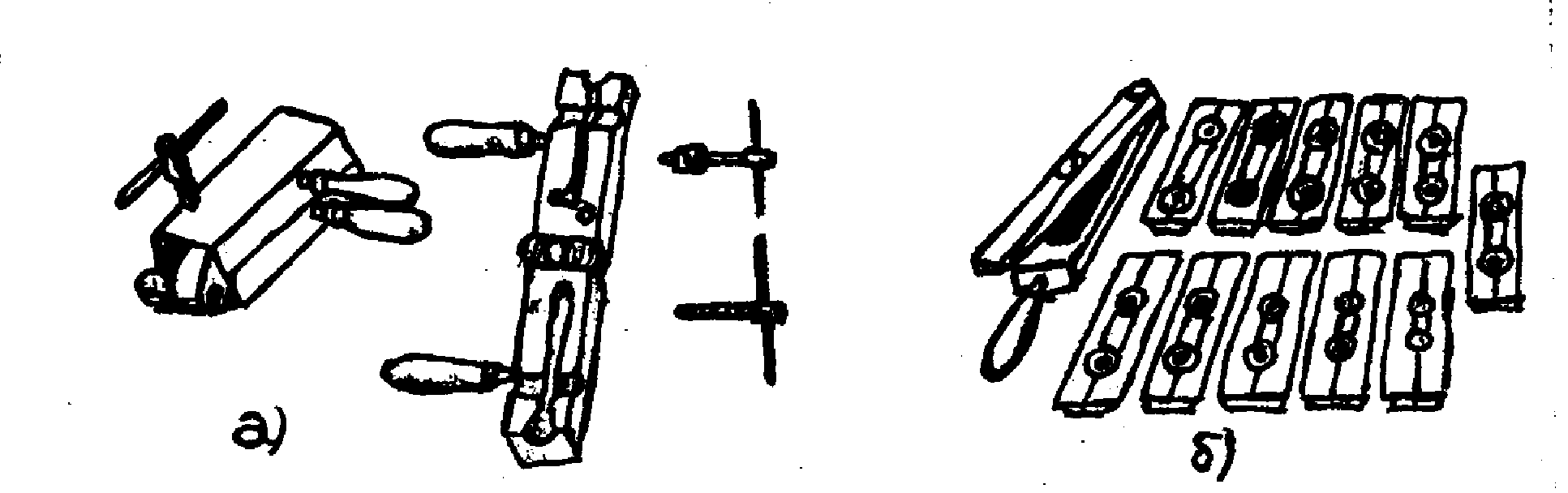
Рис. 4. Металлические формы для отливки :
а - выходных зажимов танковых батарей; б - межэлементных соединений
Неисправные эбонитовые баки и моноблоки, как правило, заменяют. В случае необходимости их ремонт выполняют заливкой разделанных трещин эпоксидной смолой (с накладкой стеклоткани) или заплавкой винипластом (хлорвинилом).
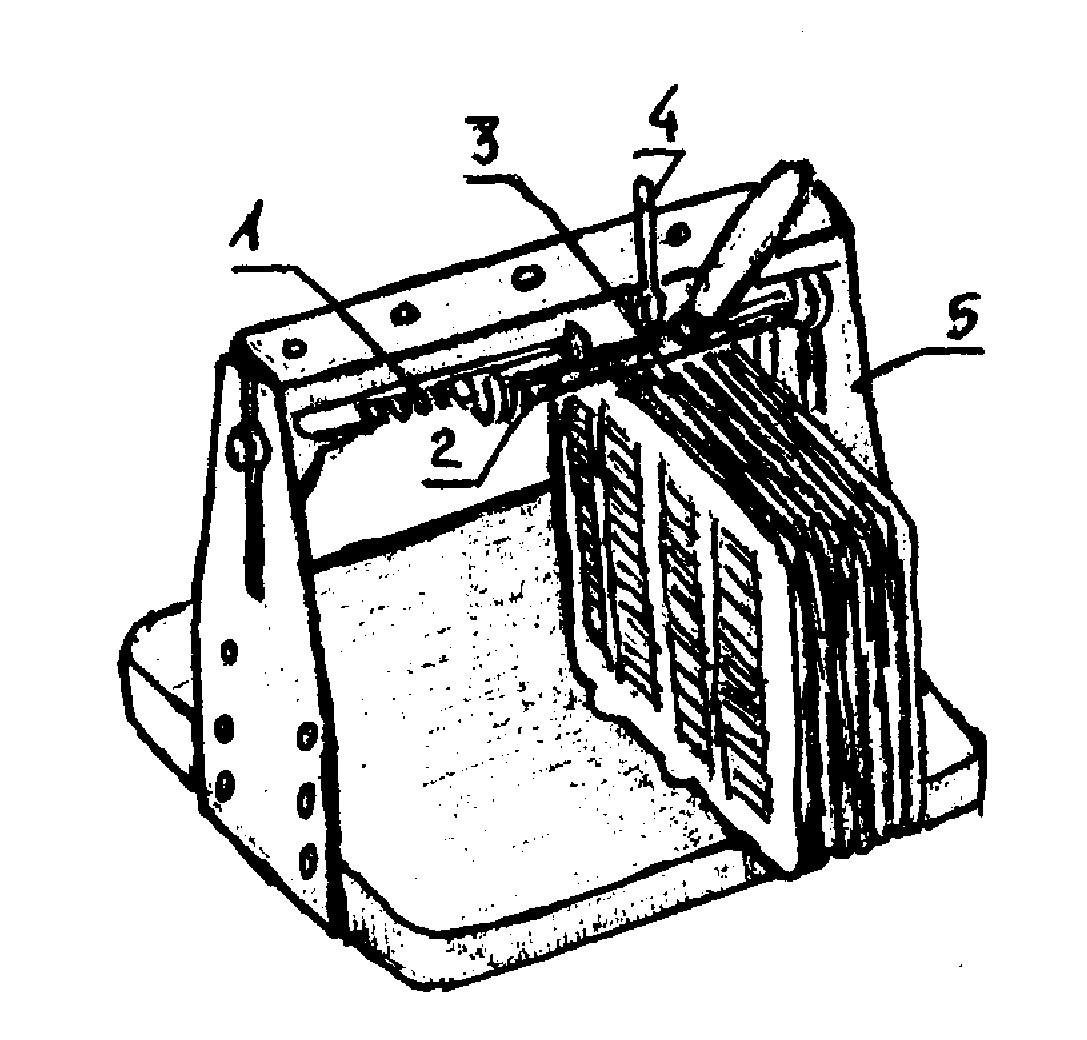
Рис. 5. Приспособление для сварки полублоков пластин:
1 - гребенка; 2 – шаблон; 3 – пластины; 4 – полюсной штырь; 5-стойка приспособления
Ремонт деревяшек футляров и крышек батарей включает нейтрализацию их раствором каустической соды, протирку и окраску кислотостойким лаком в 2 слоя.
При ремонте батареи изготовляют межэлементные соединения, выводные зажимы и полюсные штыри. Эти детали отливают из сплава свинца с 4-6% сурьмы в стальных формах (рис. 4). Для приготовления сплава используют дефектные свинцовые детали, а также стружку и опилки.
Сплав нагревают в чугунном или графитовом тигеле на электрической плите или паяльной лампой до температуры 400-500°С. Эту температуру определяют по цветам побежалости на поверхности сплава или пробой: деревянная лучинка, опущенная в сплав, обугливается.
Перед отливкой необходимо подогреть форму (на электроплите или паяльной лампой) до температуры 120-150°, а внутреннюю поверхность покрыть тонким слоем графитного порошка или тальком.
Отливку деталей производят из специального ковша непрерывной струей до полного заполнения формы. После отливки детали опиливают для устранения приливов и литников.
1. 4. Сборка аккумуляторных батарей
Сборку полублоков пластин в войсковых условиях производят в специальном приспособлении электроконтактной сваркой. Основная деталь этого приспособления - съемная гребенка, при помощи которой устанавливают комплект пластин нужной толщины с определенным шагом между пластинами (рис. 5). Ушки пластин и полюсной штырь сваривают по шаблону.
Для сварки использует источник постоянного или переменного тока напряжением 12 В (АКБ или сеть с понижающим трансформатором), угольный электрод и в качестве присадочного материала -прутки отлитые из негодных свинцовых деталей аккумуляторов.
Для одного полублока следует подбирать пластины одинакового технического состояния. В противном случае при работе аккумулятора появляются выравнивающие токи, которые приводят к быстрому износу пластин.
Сборку блоков пластин производят на деревянном кондукторе, где точно выдерживается расстояние между полюсными штырями, а полублоки соединяют так, чтобы по краям были отрицательные пластины. (Отрицательные пластины тоньше положительных, поэтому количество отрицательных пластин в банке на одну больше, чем положительных).
Сепараторы устанавливают между пластинами, начиная с середины комплектов, осторожно раздвигая пластины. Сепараторы из мипора укладывают так, чтобы их ребра были расположены вертикально и обращены к положительным пластинам, а гладкая сторона к отрицательным пластинам. Комбинированные сепараторы типа МС (из мипласта и стекловойлока) устанавливают так, чтобы гладкая сторона мипласта была обращена к отрицательной пластине, а стекловойлок укладывают между мипластом и положительной пластиной неокантованной частью вверх, то есть к полюсному штырю.
Блоки пластин устанавливают в баки так, чтобы плюсовые и минусовые штыри батареи чередовались (перед этой операцией баки устанавливают в деревянный ящик). Если блок пластин входит в бак слишком туго, его нужно осторожно обжать в прессе или в тисках. Блок должен плотно помещаться в баке. Если же он входит в бак слишком свободно, то между стенками бака и блоком для уплотнения прокладывают сепараторы.
После установки блоков пластин аккумуляторы проверяют на отсутствие коротких замыканий. Так как в современных аккумуляторах применяются сухие сепараторы, для проверки необходим источник тока напряжением 2-3В, например, аккумулятор. Цепь, содержащую последовательно соединенные источник тока и вольтметр, подключают к положительным штырям. Если короткого замыкания нет, вольтметр покажет ноль. При коротком замыкании вольтметр покажет напряжение источника тока.
В заключение устанавливают крышки аккумуляторов и уплотняют их. В зависимости от типа батареи крышки уплотняют асбестовым шнуром, сырой резиной, кислоупорной мастикой или сочетанием этих способов.
Сборку межаккумуляторных соединений и выводных зажимов производят электроконтактной сваркой. При этом на каждом узле соединяют между собой полюсной штырь, свинцовую втулку крышки аккумулятора и межаккумуляторное соединение
Аналогичные узлы автомобильных аккумуляторов собирают электроконтактной сваркой или заливкой расплавленного свинца, используя специальные формы-шаблоны.
После выполнения этой операции необходимо еще раз проверить аккумулятор на отсутствие короткого замыкания между пластинами, которое может быть следствием протекания расплавленного свинца внутрь бака.
Заливка батарей мастикой. Для заливки всех типов АКБ применяют универсальную мастику. Перед заливкой мастику разогревают до температуры 200°С (190-220°С) на электроплитке. Разогреть и разравнивать мастику с помощью открытого огня нельзя, так как это приводит к ухудшению свойств мастики : быстрому отслаиванию, появлению трещин.
Для заливки, как правило, используют мастику, собранную со списанных или разобранных батарей. Однако эту мастику нельзя применять без обработки. Обработка мастики заключается в нейтрализации ее 10%-ным раствором щелочи, расплавлении и фильтрации через редкое металлическое сито для удаления твердых частиц. Следует отметить, что трещины мастики устраняются с помощью электрического паяльника или слабым пламенем. При этом пробки заливочных (вентиляционных) отверстий АКБ должны быть вывернуты.
При полевом ремонте в случае необходимости вместо мастики можно применять битум.
Заливку отремонтированных аккумуляторов и последующую их зарядку проводят в соответствии с существующими положениями по эксплуатации и зарядке батарей.