

4. Методы механической обработки заготовок. Металлорежущие станки и инструмент
Различные формы обработанных поверхностей получаются в результате совместных перемещений заготовки и режущего инструмента.
Различают следующие методы получения поверхностей (рис.4.1):
Метод копирования Метод обкатки
Рис. 4.1. Методы получения поверхностей
В процессе обработки на металлорежущих станках совершаются различные движения, осуществляемые заготовкой и режущим инструментом.
Различают движения - основные и вспомогательные.
Основные - это движения, в результате которых происходит процесс резания. Они подразделяются:
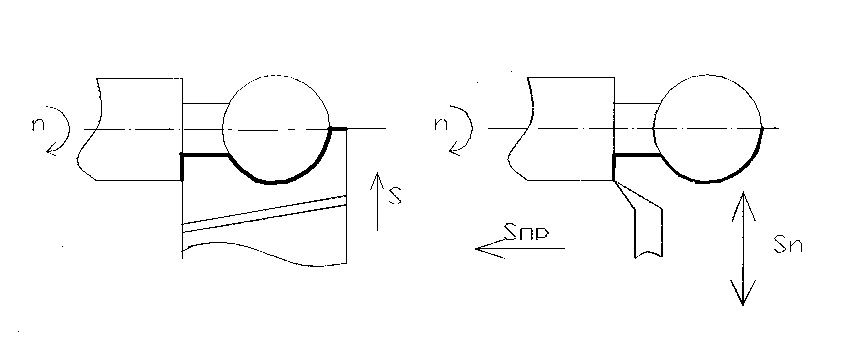
1. Движение резания (главное движение), обеспечивающее заданную скорость резания.
2. Движение подачи - движение, обеспечивающее непрерывность схода стружки.
Вспомогательные движения - это движения, обеспечивающие подготовку станка и оснастки к работе (установка инструмента, зажим заготовки, возвращение инструмента в исходное положение и т.д.).
Системы координат станка: ось Z всегда направлена вдоль оси шпинделя, как бы она не располагалась, ось Х всегда горизонтальна.
4.1. Токарная обработка наружных цилиндрических поверхностей
Детали, имеющие форму тел вращения, можно разделить на следующие группы:
а) валы -ступенчатые, коленчатые, кулачковые, гладкие(1>>d);
б) втулки -образуются наружными и внутренними цилиндрическими и торцевыми поверхностями(1 ≤3d);
в) диски -шкивы, шестерни и т.д.(1 < d).
Здесь: 1 -длина детали;d- наружный диаметр.
Обычно при обработке заготовок типа тел вращения одной из основных технологических операций является токарная. При этом применяются следующие станки: токарно-винторезные, лобовые, карусельные, токарно-револьверные, токарные многошпиндельные и др.
По степени автоматизации различают автоматы и полуавтоматы.
Полуавтоматом называется станок, в котором часть движений (обычно загрузка и выгрузка заготовок) не автоматизирована.
Автоматом называется станок, в котором автоматизированы все основные и вспомогательные движения, включая загрузку и выгрузку заготовок.
Автоматические и полуавтоматические станки применяются в крупносерийном и массовом производстве, т.к. они сложно переналаживаемы. Поэтому возникла необходимость в средствах автоматизации, позволяющих быстро переналаживать станки. Эта задача решается применением станков с ЧПУ.
В качестве инструмента при токарной обработке применяются:
а) резцы;
б) инструменты для обработки отверстий расположенных по оси заготовки (сверла, зенкеры, развертки).
Различают следующие виды резцов:
1.По виду обработки:
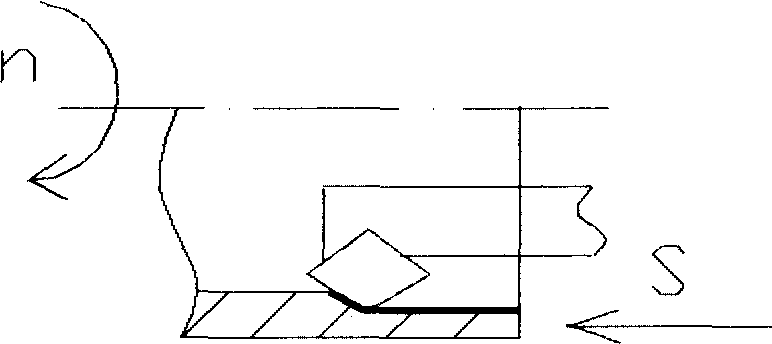
а) проходные -для обработки наружных цилиндрических поверхностей (обычные и упорные);
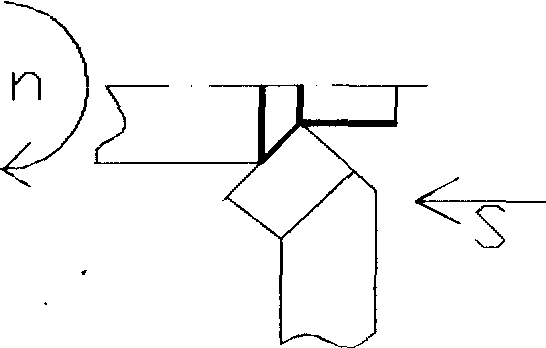
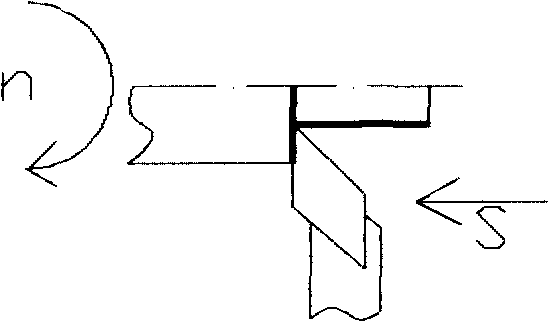
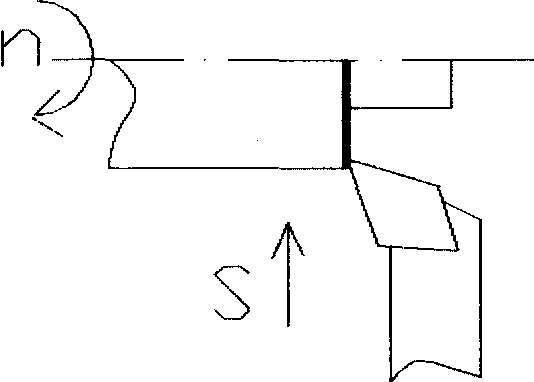
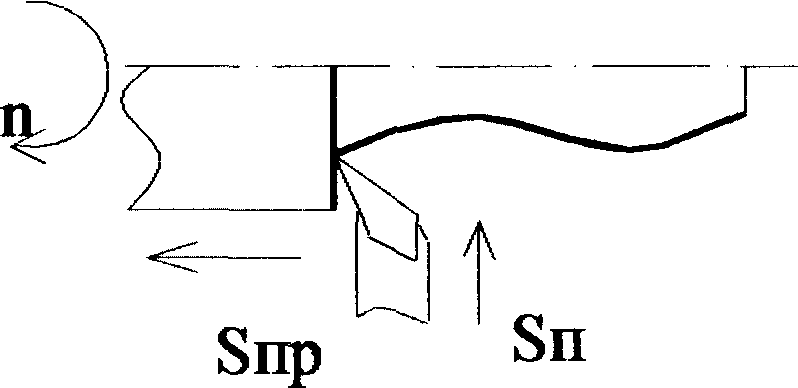
б) подрезные - для обработки поверхностей, перпендикулярных оси вращения;
в) расточные (проходные и подрезные) - для обработки отверстий;
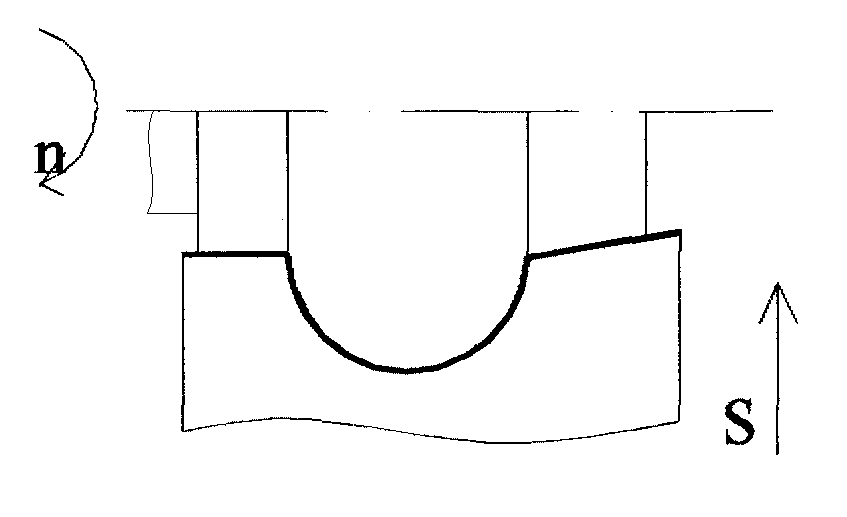
г) отрезные - для отрезки заготовок или проточки канавок;

д) контурные - для обработки наружных диаметров, торцов и фасонных поверхностей;
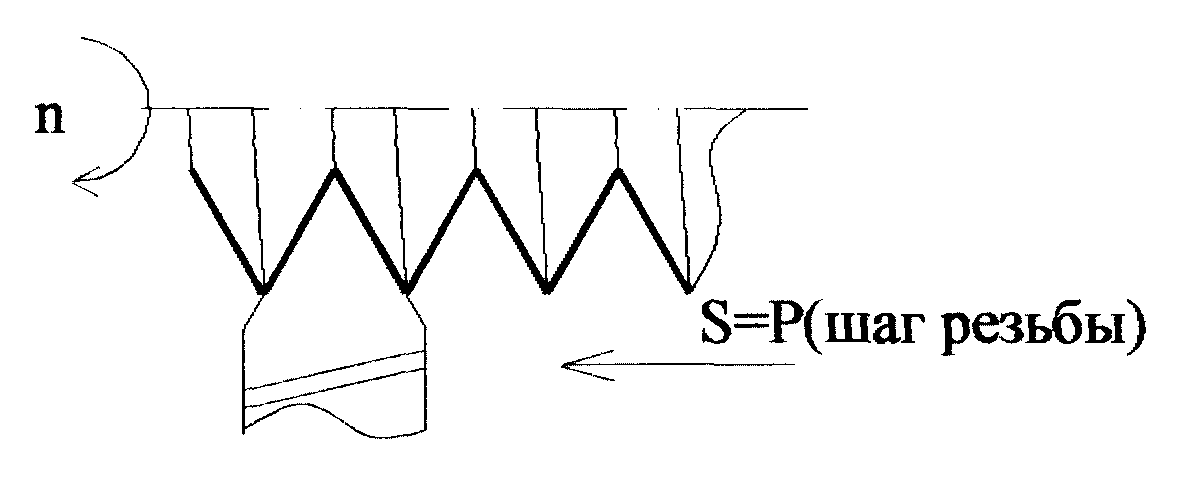
е) резьбовые -для нарезания резьбы;
ж) фасонные резцы - для обработки фасонных поверхностей методом копирования.
2. По способу крепления режущей пластины на державке:
а) напайные;
б) с механическим креплением;
в) цельные.
3. По характеру обработки:
а) для чернового точения;
б) для чистового точения;
в) для тонкого точения.
Для изготовления режущей части инструмента используются следующие материалы:
а) быстрорежущая сталь.
Обозначение: Р18; Р9; Р6М5; Р6М5К5...
Р - быстрорежущая сталь (18, 9, 6 - содержание в стали вольфрама 18%, 9%, 6% соответственно); М – молибден; К – кобальт ( содержание молибдена и кобальта по 5%).
Из этой стали можно изготавливать инструменты со сложным профилем (сверла, развертки, протяжки, фрезы и др.).
б) твердые сплавы - основной материал, обеспечивающий высокопроизводительную обработку металлов резанием.
Изготовляются методом порошковой металлургии из карбидов титана, карбидов тантала, карбидов вольфрама и кобальта. Кобальт используется в качестве связки.
Твердые сплавы выпускаются в виде пластинок различных конфигураций, которые могут быть двух разновидностей:
1. Напайные пластинки (низкая точность, заточка после напайки на державку).
2. Сменные многогранные пластинки (высокая точность; способ крепления к державке - механический).
Стойкость - это время работы инструмента до допустимой величины износа его режущей кромки, не приводящей к браку деталей.
Пути повышения стойкости инструмента из твердого сплава:
1. Уменьшение размеров зерен карбидов, из которых изготовляется сплав (например: ВК6М - мелкозернистый; ВК6ОМ - особо мелкозернистый ).
Стойкость у этих инструментов на 20 - 30% выше, чем обычных.
2. Покрытие режущей части инструмента тонким слоем карбидов или нитридов титана. Это позволяет повысить стойкость инструмента в 2-3 раза.
в) Синтетические сверхтвердые материалы (синтетический алмаз, эльбор, композиты и др.), металлокерамика и т.д.
Последовательность переходов в токарных операциях:
1. Черновое точение - снимается самый большой припуск, удаляются поверхности, полученные при изготовлении заготовок. Получают 12-14 квалитеты точности, шероховатость Ra50...6,3 мкм.
2. Чистовое точение - получают 9-10 квалитеты точности, шероховатость Ra6,3...0,4 мкм.
3. Тонкое точение - получают 7-8 квалитеты точности, шероховатость Ra1,6...0,2 мкм. Выполняется на станках высокой точности, инструмент оснащают пластинами из синтетических сверхтвердых материалов.