

7.4 Техническое нормирование операций
При техническом нормировании определяется норма штучного (штучно – калькуляционного) времени. В единичном и серийном производстве рассчитывается норма штучно – калькуляционного времени Тшт-к по формуле:
 ,
где (44)
,
где (44)
Тп-з – подготовительно – заключительное время на обработку партии заготовок;
n=415шт – размер производственной партии;
В свою очередь штучное время Тшт определяется по формуле:
![]() ,
где (45)
,
где (45)
t0 – основное время, рассчитываемое для каждой операции, на основании назначенных режимов резания, мин.; tв – вспомогательное время, определяемое по нормативам, мин.; tоб – время на обслуживание рабочего места, мин.; tот – время перерывов на отдых и личные физические потребности человека, мин.
Основное время операции складывается из основных времен выполнения технологических переходов:
 ,
где (46)
,
где (46)
L – длина рабочего хода, мм;
i – число рабочих ходов;
Vs – скорость движения подачи, м/мин.
Особенностью нормирования операций, выполняемых на станках с ЧПУ, является то, что основное время То и время Тпер, связанное с переходами, составляют машинное время автоматической работы по программе:
Топ=То+Тпер (47)
В свою очередь Тпер можно определить расчетом как сумму:
Тпер=Тх+Тсм+Тпов, где (48)
 (49)
(49)
время выполнения холостых ходов по автоматическому подводу и отводу инструмента.
Lx – длина холостых ходов, мм;
Vx – скорость холостых (ускоренных) ходов, м/мин;
Тсм – время автоматической смены инструмента;
Тпов – время автоматического поворота револьверной головки с инструментом или шпинделя(в режиме углового позиционирования) с заготовкой.
Основное время на переход при работе на шлифовальных станках определяется по формуле:
![]() ,
где (50)
,
где (50)
L – длина шлифования в направлении подачи;
nд – число оборотов детали в минуту, или число двойных ходов в минуту;
s0 – подача за один оборот детали, или на двойной ход стола;
i – число проходов;
з – время на выхаживание в мин;
галт – время на обработку галтели;
торц – время на шлифовку торца.
Время на обслуживание рабочего места tоб определяем в процентах от оперативного времени 4…8% - для станков с ручным управлением и 6…12% - для станков с ЧПУ. Время перерывов на отдых tот регламентируется законодательством и исчисляется в процентах к оперативному времени 2…4% для механических цехов [3].
Используя нормативные данные [1,13] и приведенные формулы определяем для каждой операции Тшт-к.
Операция №5.
Токарно-револьверный станок модели 1П426Ф3.
По паспортным данным:
Установочные перемещения по координате С (поворот головки) – 20 об/мин.
Скорость линейных перемещений – Vх=1600 мм/мин;
Тогда получаем:
Тсм=0,6 мин;
Тпов=n/C=(90/360)/20=0,4/20=0,02 мин.
Тп-з=67мин; tв=0,31мин (по таблицам 5.1-5.15 [1]);
Определим основное время выполнения технологических переходов:
Таблица 12.
|
1 вариант |
2 вариант |
|
Черновое точение. Проходной резец. Vs=ns=4001=400 мм/мин. Ls1=18 мм;
Чистовое точение Проходной резец Vs=ns=8000,25=200 мм/мин. Ls2=21 мм;
Черновое растачивание Vs=ns=4001=400 мм/мин. Ls3=41,5 мм;
Чистовое растачивание Vs=ns=8000,15=120 мм/мин. Ls4=51 мм;
Канавочный резец. Vs=ns=6300,15=94,5 мм/мин. Ls5=7 мм;
Определим величину холостых ходов: Lx=225+22+5+247+235+72+16+27+ +225+215+9=1298мм. Тх=1298/1600=0,81 мин. Тпер=Тх+Тсм+Тпов=0,81+0,6+0,02= =1,43мин. Топ=То+Тпер=0,045+0,105+0,104+ +0,42+0,07+1,43=2,17мин.
|
Черновое точение. Проходной резец. Vs=ns=4001=400 мм/мин. Ls1=18 мм;
Чистовое точение Проходной резец Vs=ns=8000,25=200 мм/мин. Ls2=21 мм;
Черновое растачивание 119,8 мм. Vs=ns=4001=400 мм/мин. Ls3=34 мм;
Черновое растачивание 78,8 мм. Vs=ns=6301=630 мм/мин. Ls4=42 мм;
Чистовое растачивание 119,8 мм. Vs=ns=8000,15=120 мм/мин. Ls5=38 мм;
Чистовое растачивание 79,8 мм Ls6=46 мм; Vs=ns=12500,15=187,5 мм/мин.
Канавочный резец. Vs=ns=6300,15=94,5 мм/мин. Ls7=7 мм;
Определим величину холостых ходов: Lx=225+22+5+247+10+235+79+26+11+ +6+235+5+79+225+215+27+ +215=1867мм Тх=1867/1600=1,17 мин. Тпер=Тх+Тсм+Тпов=1,17+0,6+0,02= =1,79мин. Топ=То+Тпер=0,045+0,105+0,085+ +0,067+0,32+0,25+0,07+1,79= =2,84мин.
|




Операция №10.
По паспортным данным:
Установочные перемещения по координате С – 16 об/мин.
Скорость линейных перемещений – Vх=18000 мм/мин;
Тсм=0,02 мин;
Тогда получаем:
Тсм=0,02N=0,0212=0,24 мин;
Тпов=n/C=(810/360)/16=2,25/16=0,14 мин.
Определим величину холостых ходов:
Lx=2(217+217+60,5+59,5+15+217+220+215+197+240+233+212+212+212+212)=5902 мм. Следовательно Тх=5902/18000=0,33 мин. Тогда получаем:
Тпер=Тх+Тсм+Тпов=0,33+0,24+0,14=0,71 мин.
Тп-з=80мин; tв=0,16мин (по таблицам 5.1-5.15 [1]);
Определим основное время выполнения технологических переходов:
Черновое точение.
Vs=ns=4001=400 мм/мин.
Канавочный резец.
Ls1=6,6 мм;

Проходной резец
Ls2=2(4+4+60,5)+15=152 мм;
Черновое растачивание
Vs=ns=4000,8=320 мм/мин.
Ls3=22+5,4=27,4 мм;
Чистовое точение
Проходной резец
Vs=ns=10000,09=90 мм/мин.
Ls4=59,2+6,4+7+9=81,6 мм;
Канавочный резец, правый
Ls5=8,2 мм;
Канавочный резец, левый
Ls6=8,2 мм;
Чистовое растачивание
Vs=ns=8000,15=120 мм/мин.
Ls7=20,4+5,9+2,5+2,27+5,73=36,8 мм;
Канавочный резец
Ls8=7 мм;

Сверление
Кобинированные сверла 10 мм
Vs=ns=12500,15=187,5 мм/мин.
Ls9=19 мм;

Центровочное сверло
Ls10=8 мм;

Сверло 12 мм
Ls11=12 мм;

Сверло 9 мм
Ls12=31 мм;
Зенкер угловой (60)
Ls13=13 мм;
Комбинированное сверло 10 мм
Ls14=22 мм;

Таким образом основное время обработки детали будет равно:
То=0,037+0,38+0,09+0,91+0,091+0,091+0,31+0,047+0,61+0,09+0,064+
+0,17+0,07+0,12=3,08 мин.
Машинное время автоматической обработки получается равным:
Топ=То+Тпер=3,08+0,71=3,79 мин.
Штучное время на обработку детали:
![]()
![]()
Операция №15.
Таблица 13.
|
1 вариант |
2 вариант |
|
Горизонтальный отделочно-расточной полуавтомат модели 2706П Тп-з=74мин; tв=1,02 мин (по таблицам 5.1-5.15 [1]); Тонкое растачивание 120Н7(+0,035). Vs=ns=16000,08=128 мм/мин. Ls1=54 мм;
Тонкое растачивание 80Н8(+0,046). Vs=ns=25000,04=100 мм/мин. Ls2=29 мм;
Общее машинное время:
Тобщ=0,42+0,29=0,71мин; Штучное время:
Штучно-калькуляционное:
|
Внутришлифовальный станок модели 3К227В Шлифование 120Н7(+0,035) и торца. Тп-з=32,4мин (карта35[20]); tв=1,7мин (карты 32,33); tоб=1,25мин (карта 34); з=0,48мин, 2=0,94мин; (по картам 28,29 [20]). Тогда рассчитаем основное технологическое время по формуле 50:
Штучное время:
Штучно-калькуляционное:
|


Операция №20.
Таблица 14.
|
1 вариант |
2 вариант |
|
Токарный вертикальный полуавтомат 1А734Ф3. По паспорту: скорость быстрых перемещений Vx=2500мм/мин. Тп-з=64мин; tв=0,22мин (по таблицам 5.1-5.15 [1]);
Тонкое точение
130k6( Vs=ns=12500,1=125 мм/мин. Ls=81 мм;
Определим величину холостых ходов: Lx=135+65+190=390мм. Тх=390/2500=0,16 мин. Тпер=Тх=0,16мин. Топ=То+Тпер=0,65+0,16=0,81мин.
|
Круглошлифовальный станок модели 3М151Ф2
Шлифование
130k6( Тп-з=54мин (карта20[20]); tв=0,42мин (карты 16,18); tоб=2,20мин (карта 19); з=0,43мин, 2=0,65мин; (по картам 8,13 [20]). Тогда рассчитаем основное технологическое время по формуле:
Штучное время:
Штучно-калькуляционное:
|

Технико-экономическое обоснование вариантов
технологических операций
Общим экономическим показателем эффективности является величина годовой экономии на приведенных затратах Сп:
![]() ,
где (51)
,
где (51)
![]() ,
,
![]() - сумма годовых приведенных затрат
сравниваемых вариантов, руб.
- сумма годовых приведенных затрат
сравниваемых вариантов, руб.
Сумму годовых
приведенных затрат по каждому варианту
можно рассчитать по формуле:
 ,
где (52)
,
где (52)
i – номер технологической операции в каждом варианте технологического процесса;
СТi – годовая технологическая себестоимость i-ой операции по вариантам, р.;
ЕН=0,15 – нормативный коэффициент эффективности капитальных вложений;
Кi – сумма годовых капитальных затрат на i-ой операции по вариантам, р.
Определим капитальные затраты для вариантов 5 операции.
Для приближенных расчетов капитальных затрат используем формулу [15]:
![]() ,
где (53)
,
где (53)
СРi
– расчетное количество станков, требуемых
для изготовления годового выпуска
деталей, шт.
![]() ,
где (54)
,
где (54)
N=5000шт – объем годового выпуска деталей;
FО=3935ч. – эффективный годовой фонд времени работы станка (по табл. 1[15]);
Кв – средний коэффициент выполнения норм времени(1,2 – станки с ручным управлением, 1,0 – станки с ЧПУ);
КOi – вложение средств в оборудование, р.;
Кзд – вложение в производственные помещения, занимаемые оборудованием, р.;
КПУi – вложение средств в комплект управляющих программ, р.
Капитальные вложения в оборудование (КОi) состоят из капитальных вложений в технологическое оборудование (Ктоi), подъемно-транспортное оборудование (КПТi), средства оснащения и контроля (ККi):
КОi= Ктоi+ КПТi+ ККi, (55)
Капитальные вложения в технологическое оборудование для каждой операции определяются по формуле:
Ктоi=Цтоi×Кт×Ки, где (56)
Цтоi – оптовая цена станка (определим по приложению [15]);
Кт=1,1 – коэффициент, учитывающий расходы на транспортировку и монтаж станка;
Ки=3,2 - коэффициент инфляции для станков с ЧПУ(Ки=2,7-для остальных станков);
Суммарную величину капитальных вложений в подъемно-транспортное оборудование, средства оснащения и контроля, можно рассчитать, используя формулу:
КПТi+
ККi=![]() ,
где (57)
,
где (57)
β – коэффициент сокращения количества станков на i-ой операции при переходе с базового варианта на проектный(для базового β=1 [15]);
 ,
где (58)
,
где (58)
![]() -принятое
количество станков на i-ой операции в
проектном варианте;
-принятое
количество станков на i-ой операции в
проектном варианте;
![]() -суммарное
принятое количество станков в базовом
варианте, на которых в d-операциях
выполнялся тот же объем работы.
-суммарное
принятое количество станков в базовом
варианте, на которых в d-операциях
выполнялся тот же объем работы.
Стоимость
производственного помещения, занимаемого
станком на i-ой операции:
![]() ,
где (59)
,
где (59)
Цпп=16000руб – стоимость 1м2 производственной площади механического цеха.
(S+SУ) – суммарная площадь, занимаемая станком вместе с выносными устройствами определяемая по приложению [15].
γ-коэффициент, учитывающий дополнительную производственную площадь, приходящуюся на единицу оборудования(по табл. 2 [15]).
Таким образом получим:
Таблица 15. Расчет экономической эффективности вариантов обработки.
|
Базовый вариант |
1 вариант |
2 вариант |
|
Принимаем
Ктоi=Цтоi×Кт×Ки=46,2×103× ×1,1×2,7=137214руб.
КОi= Ктоi+ КПТi+ ККi= 137214+17838=155052руб.
КПУi=40000 руб.
|
Принимаем
Ктоi=Цтоi×Кт×Ки=5,5×104× ×1,1×3,2=193600руб.
КОi= Ктоi+ КПТi+ ККi= 193600+12584=206184руб.
|
Принимаем
Ктоi=Цтоi×Кт×Ки=5,5×104× ×1,1×3,2=193600руб.
КОi= Ктоi+ КПТi+ ККi= 193600+12584=206184руб.
|




Рассчитаем технологическую себестоимость для 5 операции.
Величина годовой технологической себестоимости может быть определена по формуле:
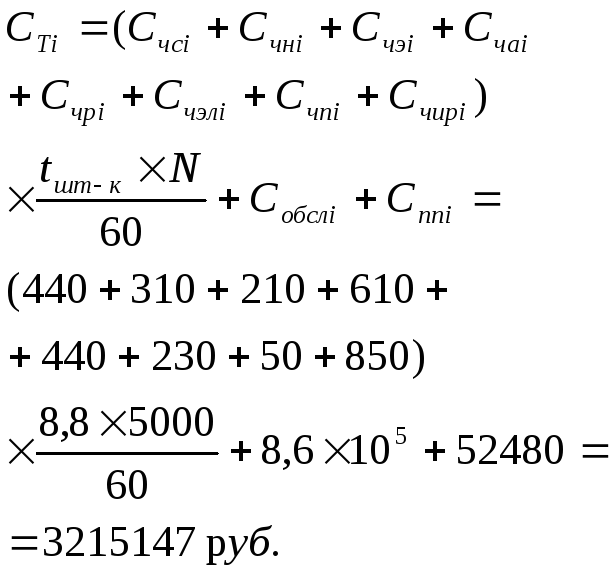
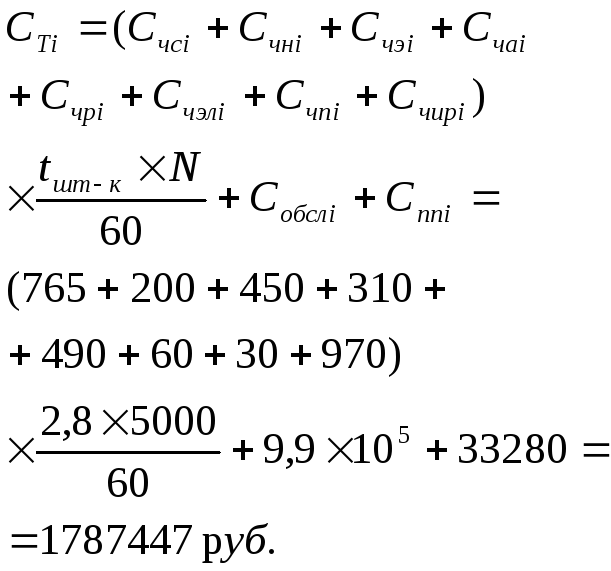
![]() ,
где (60)
,
где (60)
![]() - нормативы затрат
по заработной плате станочников,
наладчиков и электронщиков, приходящихся
на один час работы оборудования, со
всеми начислениями, р./ч (определяется
по приложению [15]).
- нормативы затрат
по заработной плате станочников,
наладчиков и электронщиков, приходящихся
на один час работы оборудования, со
всеми начислениями, р./ч (определяется
по приложению [15]).
![]() - нормативы затрат
на амортизацию оборудования, ремонт и
электроэнергию, приходящихся на один
час работы станка, р./ч.
- нормативы затрат
на амортизацию оборудования, ремонт и
электроэнергию, приходящихся на один
час работы станка, р./ч.
![]() - нормативы затрат
на амортизацию и ремонт приспособлений,
и рабочего инструмента, р./ч.
- нормативы затрат
на амортизацию и ремонт приспособлений,
и рабочего инструмента, р./ч.
![]() - годовые затраты
на техническое обслуживание и ремонт
устройств ЧПУ, р.
- годовые затраты
на техническое обслуживание и ремонт
устройств ЧПУ, р.
![]() - годовые затраты
на амортизацию и содержание производственных
помещений.
- годовые затраты
на амортизацию и содержание производственных
помещений.
![]() ,
где (61)
,
где (61)
Нпп – стоимость амортизации и содержания 1м2 площади механического цеха. Для расчета примем Нпп=1600руб.
Таблица 16. Расчет технологической себестоимости.
|
Базовый вариант |
1 вариант |
2 вариант |
|
|
|
|

Подставляя полученные данные в формулу 52 получим приведенные затраты по каждому варианту для 5 операции.
Базовый вариант
 ;
;
Первый вариант
 ;
;
Второй вариант
 ;
;
Аналогично определяем приведенные затраты на остальные операции и результаты заносим в таблицу 17.
Таблица 17.Результаты расчета экономической эффективности
вариантов обработки.
|
Элементы затрат |
Сумма затрат, руб. | ||
|
Базовый вариант |
1 вариант |
2 вариант | |
|
Операция №05 | |||
|
Технологическая себестоимость Капитальные вложения Приведенные затраты |
3215417
719852
3323124 |
1787447
578984
1874295 |
1961893
578984
2048741 |
|
Операция №15 | |||
|
Технологическая себестоимость Капитальные вложения Приведенные затраты |
2230453
342611
2281845 |
501800
362528
556179 |
1289960
717289
1397553 |
|
Операция №20 | |||
|
Технологическая себестоимость Капитальные вложения Приведенные затраты |
1032083
501143
1107255 |
1259248
1406720
1470256 |
1989050
1051774
2146816 |
Суммируя полученные значения и подставляя эти данные в формулу 51 получим при:
сравнивании базового и 1-го вариантов
![]() ;
;
сравнивании базового и 2-го вариантов
![]() .
.
Таким образом наиболее оптимальным является первый вариант обработки.