

1.2 Уточнення груп
Для уточнення груп необхідно вибирати найбільшу за кількістю операцій групу і виписуємо всі операції, що відповідають об'єктам (деталям) з даної групи.
У нашому випадку – це група 1: Т3, Т4, Т1, Т2, С1, Ф2, Ф3, С2. Ці списки операцій визначають групову операцію. Якщо за допомогою групової операції можна покрити всі операції об'єкта, що не входить у цю групу, то його необхідно додати у групу. Даний алгоритм зображений наступною схемою (рис. 1.2):



Рис. 1.2. Алгоритм уточнення груп.
Одержуємо групи з іншим складом операцій:
1, 2, 12, 11, 13, 9, 14;
8, 10;
6, 7;
3, 4;
5;
Для розробки групового технологічного процесу необхідно визначити кількість ГВМ, що входять до складу ГВС. Для визначення числа ГВМ застосуємо метод графів.
1.3 Закріплення операцій за модулями
Для розподілу технологічних операцій по ГПМ і визначення їх числа використовується метод графів. Для кожної групи окремо будуються послідовності операцій (графи) відповідно до заданої номенклатури і структурно-технологічних схем обробки. Вершинами графів є групові операції, а дуги визначають черговість виконання цих операцій.
Кожен отриманий граф розбивається на модулі.
Типові модулі :
1. Елемент, що має лише вхідні зв’язки;
2. Елемент, маючий лише вихідні зв’язки;
3. Замкнений контур;
4. Обернений зв’язок;
5. Ланцюжок.





Рис. 1.3. Типові модулі.
Наступний алгоритм розробки графу можна представити за допомогою блок-схеми (рис. 1.4):

Рис. 1.4. Алгоритм побудови графа.
Сильно зв’язані підграфи графів об’єднуються в модулі. При цьому використовуються наступні правила, що дозволяють підійти до процедури більш системно:
Операції, із яких є тільки виходи, виділяються окремо.
Операції, які входять в найбільш часто повторювані ланцюги, повинні об’єднуватися в один ГВМ.
Операції, на які приходять заготовки, повинні бути розміщені близько до складу заготовок.
Операції, з яких виходять готові деталі, повинні бути розміщені близько до складу деталей.
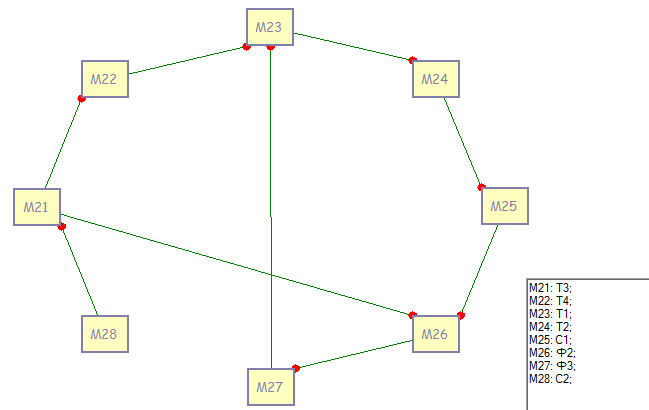
Технологічна група 1:
Послідовність операцій для об’єктів групи представлено на графі:
При
обєднанні операцій у модулі отримуємо
наступний граф:

Покрокове формування модулів.
С2-Т3 – сильнозв'язані елементи;
С1-Т4 – сильнозв'язані елементи;
(С2-Т3)-Т2-(С1-Т4)-Ф1 – замкнена структура;

Технологічна група 2:
Послідовність операцій для обєктів групи представлено на графі:

Оскільки сильнозвязаних елементів в данному графі немає, то ми отримуємо набір одиничних модулів:
Технологічна група 3:
Послідовність операцій для об’єктів групи представлено на графі:
 Тут і в технологічних
групах, що залишились, маємо набір
одиничних модулів, так як сильнозв'язаних
елементів немає
Тут і в технологічних
групах, що залишились, маємо набір
одиничних модулів, так як сильнозв'язаних
елементів немає

Технологічна група 4:
Послідовність операцій для об’єктів групи представлено на графі:


Технологічна група 4:
Послідовність операцій для об’єктів групи представлено на графі:


Технологічна група 5:
Послідовність операцій для об’єктів групи представлено на графі:


Далі необхідно провести аналіз і зробити зміни в модулях у відповідності з наступними правилами:
- якщо є декілька однакових модулів, потрібно залишити тільки один з них,
- якщо є модуль, в якому менше чотирьох операцій, і який може повністю покрити якийсь інший модуль, то потрібно прибрати з списку другий модуль,
- якщо є декілька модулів, що містять однакові (але не всі) операції, то прибираємо операцію, що повторюється в модулі з найбільшою кількістю операцій.
В результаті вищезазначеного аналізу отримуємо мінімізований список модулів:
М1: С2, Т3, Т4, С1, Т2, Ф1;
М2: Р2;
М3: Т6;
М4: Ф2;
М5: Т5;
М6: Т1;
М7: Ф3;