

Список скорочень
АС – автоматизований склад
АСД – автоматизований склад деталей
АСІ – автоматизований склад інструментів
АТМ – автоматизований транспортний модуль
АТСС – автоматизована транспортно-складська система
БС – буфер стружки
ГВМ – гнучкий виробничий модуль
ГВС – гнучка виробнича система
ДУ – деталеустановка
З/Р – позиції завантаження/розвантаження
К – позиції контролю
ОПС – обладнання прибирання стружки
ПП – підйомний інструмент
РО – робот-оператор
СКК – система контролю якості
СУ – система управління
ТО – технологічне обладнання
ТС – транспортна система
ШТ - штаблер
Вступ
Високі темпи розвитку виробництва можливі, головним чином, за рахунок підвищення його ефективності, зростання продуктивності праці й лише в незначній мірі завдяки приросту робочої сили. Надалі при ще більших масштабах розвитку виробництва основних видів продукції проблема максимальної економії «живої» праці стане більш гострою, і для інтенсифікації виробництва буде потрібен новий підхід до питань розробки передової технології та прогресивного обладнання в усіх галузях промисловості, в першу чергу, - у машино- і приладобудуванні.
Одним із основних напрямків розвитку сучасного виробництва є інтегрована автоматизація циклу “дослідження – проектування – технічна підготовка - виробництво”. Така послідовність змінює традиційний погляд на взаємодію дослідника, конструктора і технолога, відповідно до якого ці види діяльності вважались окремими і не пов’язаними між собою.
Суттєвої уваги потребують питання структуроутворення ГВС, особливо на етапах їх структурно-компонувального синтезу. Тут необхідна типізація елементної бази ГВС на рівні функціональних модулів: обробки, складання, транспортування та складування об’єктів виробництва, контролю їх якості та атестації готової продукції, що, зрештою, дасть змогу підвищити рівень об’єктивності прийняття рішення при проектуванні складних виробничих систем.
Перспективним напрямком розвитку робототехніки є розробка гнучких блочно-модульних виробничих систем, що дозволяють змінювати технологічний процес на інформаційному рівні, без значної переналадки технологічного обладнання, що дозволяє досягнути більшого економічного ефекту у порівнянні з традиційними технологіями.
Задачею даного проекту є розробка системи, що при наявній характеристиці технологічного обладнання, обробляє визначену групу деталей.
Вихідні дані:
Вихідна група об'єктів:
де
 – токарські
операції;
– токарські
операції;
 –свердлильні
операції;
–свердлильні
операції;
 –фрезерувальні
операції;
–фрезерувальні
операції;
 -
операції фарбування.
-
операції фарбування.
Розробка структурно-технологічної схеми ГВС.
Розбивка вхідної множини об’єктів на групи.
Розбивку реалізуємо наступним чином:
будуємо квадратну матрицю, у якої кількість стовпців і рядків дорівнює кількості деталей.
знаходимо загальну кількість унікальнихоперацій по всіх деталях:
 =12
(Т1,С2,Т3,Т2,Т4,С1,Ф1,Р2,Т5,Т6,Ф2,Ф3)
=12
(Т1,С2,Т3,Т2,Т4,С1,Ф1,Р2,Т5,Т6,Ф2,Ф3)
підраховуємо кількість різних операцій для пари об'єктів i,j:

Елементи матриці обчислюються по наступній формулі:
Kij =
 –
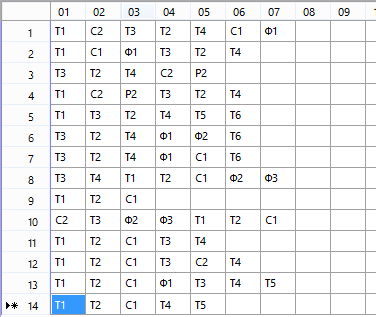
– Матриця технологічних операцій має
наступний вигляд:
Матриця технологічних операцій має
наступний вигляд:

На підставі аналізу даної матриці здійснюється розбивка вихідної множини на групи: з даної матриці обираємо елемент, що має максимальне значення. Потім треба «пройти» по рядку та стовпчику, на яких він знаходиться, шукаючи елемент з таким же значенням. Якщо він знайдений, то для цього знайденого елемента проводиться подібний алгоритм обробки – вже на його рядку та стовпчику шукаємо елемент з таким значенням. Цей пошук проводиться до тих пір, доки не виявиться, що на шуканих рядках та стовпчиках більше не має елементів з таким значенням. Номера викреслених рядків і стовбців виписуємо в список об'єктів групи. Якщо ж таких значень більше немає, тоді вибираємо наступне максимальне число (з тих, що залишились) і робимо аналогічні дії. Номери в групах не повинні повторюватися. Операція проводиться доти, поки не будуть викреслені всі рядки і стовпці. Описаний алгоритм можна показати за допомогою наступної схеми (рис. 1.1):

Рис. 1.1. Алгоритм розбивки вихідної множини на групи
Одержуємо наступні групи:
1) 8, 10; (Т3, Т4, Т1, Т2, С1, Ф2, Ф3, С2)
2) 1, 2, 12, 11, 13; (Т1, С2, Т3, Т2, Т4, С1, Ф1, Т5)
3) 6, 7; (Т3, Т2, Т4, Ф1, Ф2, Т6, С1)
4) 5; (Т1, Т3, Т2, Т4, Т5, Т6)
5) 3, 4; (Т3, Т2, Т4, С2, Р2, Т1)
6) 9, 14; (Т1, Т2, С1, Т4, Т5)