

4035
.pdf30
АВС |
|
|
|
природный |
|
|
газ в |
газ |
|
|
адсорбер |
|
|
|
|
|
|
|
|
Вариант № 22
1.Назначение и устройство продувочной колонны в производстве азотной кислоты. Из какого материала она изготовлена? Почему?
2.Контактное отделение сернокислотного производства с двойным контактированием, сравнительная оценка схем и технологического режима окисления SO2 в SO3 при одинарном и двойном контактировании.
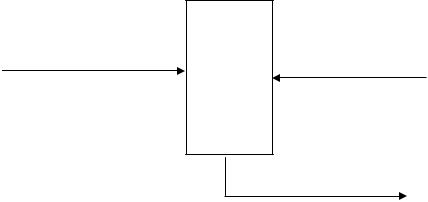
3.Рассчитайте материальный баланс колонны синтеза аммиака. Исходные данные: производительность агрегата 580 т/сут аммиака, концентрация аммиака на входе 2,98 %, на выходе из колонны синтеза 18,8 %; концентрация инертов в азотоводородной (АВС) смеси : метана 3,85 %, аргона 3,12 % (все концентрации даны по объему). АВС имеет соотношение H2:N2 = 3,007:1.
газ на охлаждение
АВС
Вариант № 23 1. Укажите конструкционные материалы для аппаратов и
трубопроводов в производстве разбавленной азотной кислоты.
31
2. Основные направления технического прогресса при производстве контактной серной кислоты. Разработка систем с применением повышенного давления и кислорода.
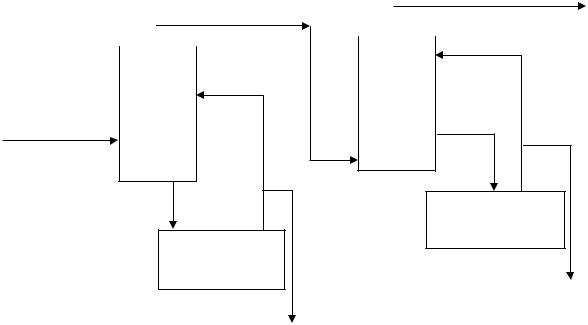
3. Рассчитайте материальный баланс абсорбционной колонны метилдиэтаноламиновой (МДЭА) очистки конвертированного газа в производстве аммиака. Исходные данные: производительность агрегата по аммиаку 600 т/сут; состав конвертированного газа, поступающего на очистку:
газ |
СO2 |
CO |
H2 |
N2 |
CH4 |
Аr |
%,об. |
17,42 |
0,42 |
61,56 |
20,08 |
0,26 |
0,26 |
Для абсорбции СО2 используют 42 %-й раствор (МДЭА), степень его карбонизации составляет 0,60 моль СО2 на 1 моль МДЭА. Газ уходит из колонны с содержанием СО2 0,02%.
 газ очищенный
газ очищенный
конвертированный |
|
газ |
41%-й раствор МДЭА |
|
раствор МДЭА, насыщенный CO2
Вариант № 24 1. Степень конверсии и расход аммиака в производстве не-
концентрированной азотной кислоты.
2. Сепаратор жидкого аммиака в производстве аммиака: назначение, действие, материал изготовления, технологические параметры и их контроль.
3. Рассчитайте выход продукционного олеума (20 % SO3 своб.) и серной кислоты (с = 98,3 %) и составьте материальный баланс олеумного абсорбера. Исходные данные: степень абсорбции в олеумном и моногидратном абсорберах составляет соответ-
32
ственно 49,5 и 99,9 %; на абсорбцию поступает 84155,8 м3/ч газа, его состав:
газ |
SO2 |
O2 |
N2 |
%,об. |
7,55 |
10,36 |
8,86 |
Вариант № 25 1. Марки катализаторов синтеза аммиака, как и сколько за-
гружают катализатора в колонну синтеза, условия восстановления катализатора, особенности его эксплуатации.
2. Влияние параметров процесса на технико-экономические показатели агрегатов производства неконцентрированной азотной кислоты.
3. Выполните материальные расчеты и составьте таблицы материальных балансов 3-го и 4-го слоев контактного аппарата сернокислотного производства с 5-ю слоями катализатора. Исходные данные: степени превращения SO2 2-го, 3-го и 4-го слоев составляют соответственно 82,3; 93,9 и 97,3 %; на 3-й слой аппарата поступает 2914,03 м3/ч сухого газа состава:
газ |
SO3 |
O2 |
SO2 |
N2 |
%,об. |
6,31 |
11,00 |
1,37 |
81,32 |
Вариант № 26 1. Основные принципы управления процессом синтеза ам-
миака. О чем свидетельствует пониженное давление в агрегате, если при этом он обеспечивает заданную производительность по аммиаку? Перечислите факторы, изменение которых приводит к изменению давления в отделении синтеза и почему.
2. Равновесие, скорость и механизм окисления оксида азота (II), влияние параметров на эффективность протекания процесса, в каких аппаратах этот процесс протекает в агрегате АК-72.
3. Выполните расчет теплового баланса печного отделения сернокислотного производства. Исходные данные: производительность 900 т/сут моногидрата (100 %-й серной кислоты); в ка-
33
честве сырья используется природная сера, содержащая 98,94 % S, степень ее превращения в SO2 cоставляет 96,67 %; состав газа на выходе из печного отделения следующий:
газ |
SO2 |
O2 |
N2 |
%,об. |
11 |
10 |
79 |
Температура (ÅС) расплавленной серы – 140; воздуха – 20; газа на выходе из печного отделения – 440.
Коэффициент избытка воздуха равен 1,83. Потеря тепла в окружающую среду принимается равной 3 % от общего прихода тепла.
Вариант № 27 1. Каким образом выделяют аммиак из газовой смеси после
колонны синтеза аммиака? Назначение испарителя жидкого аммиака в технологии; его устройство, технологические параметры в аппарате.
2. Переработка оксидов азота в азотную кислоту: равновесие, скорость и механизм процесса взаимодействия оксидов азота с водой, технологические параметры стадии в абсорбционной колонне.
3. Выполните расчет теплового баланса 2-го слоя контактного аппарата сернокислотного производства. Рассчитайте, сколько тепла необходимо отвести для охлаждения газа, выходящего из 1-го слоя катализатора. Исходные данные: на 2-й слой поступает газ, содержащий следующие компоненты:
газ |
SO3 |
O2 |
SO2 |
N2 |
кг/ч |
518,93 |
484,62 |
225,34 |
2962,06 |
Температура газа на выходе из 1-го слоя, на входе и выходе из 2-го слоя составляет соответственно 578, 468 и 547 ÅС; степень превращения SO2 во 2-м слое 82,3 %.
34
Вариант № 28 1.Как обеспечивается надежность эксплуатации крупнотон-
нажных агрегатов производства неконцентрированной азотной кислоты АК-72.
2. Испаритель жидкого аммиака в производстве аммиака: назначение аппарата, устройство, материал изготовления, параметры эксплуатации и их контроль.
3. Составьте тепловой баланс олеумного абсорбера. Исходные данные: степень абсорбции в олеумном абсорбере составляет 49,5 %; температура газа на входе и выходе из него 220 и 100 ÅС; в абсорбер поступает 84155,8 м3/ч газа, его состав указан в задаче варианта № 24.
Вариант № 29 1. Хранение и транспортирование жидкого аммиака по тру-
бопроводам: резервуары для хранения (параметры эксплуатации, устройство), требования к применяемым материалам для аммиакопроводов.
2. Равновесие и скорость окисления оксида азота (II) в производстве неконцентрированной азотной кислоты на стадии охлаждения нитрозных газов; в каких аппаратах проходит этот процесс в агрегатах АК-72. Каков состав получающегося оксида.
3. Выполните материальные расчеты и составьте таблицы материальных балансов 4-го и 5-го слоев контактного аппарата сернокислотного производства с 5-ю слоями катализатора. Исходные данные: степени превращения SO2 на 3-м, 4-м и 5-м слоях составляют соответственно 93,9; 97,3 и 98,0 %; на входе в аппарат с газом поступает 634,83 кг/ч SO2; из 3-го слоя выходит 2901,28 м3/ч сухого газа состава:
газ |
SO3 |
O2 |
SO2 |
N2 |
%,об. |
7,23 |
10,62 |
0,47 |
81,68 |

35
Вариант № 30
1.Очистка выхлопных газов производства неконцентрированной азотной кислоты от оксидов азота поглощением неводными жидкими абсорбентами и твердыми сорбентами.
2.Основные принципы автоматизации современного агрегата производства аммиака.
3.Выполнить расчет теплового баланса 1-го слоя катализатора контактного аппарата сернокислотного производства. Исходные данные: на 1-й слой поступает 4190,95 кг/ч сухого газа, его состав:
газ |
O2 |
SO2 |
N2 |
%, об. |
13,96 |
15,36 |
70,68 |
Температура газа на входе и выходе из 1-го слоя составляет 440 и 578 ÅС при степени превращения SO2 65 %.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К ПРОЕКТИРОВАНИЮ
ИПРИМЕРЫ РАСЧЕТОВ МАТЕРИАЛЬНЫХ
ИТЕПЛОВЫХ БАЛАНСОВ
1.Материальные расчеты производства серной кислоты. Расчет материального баланса производят исходя из посыл-
ки, что масса веществ, входящих в аппарат в единицу времени, равна массе веществ, исходящих из данного агрегата.
Ниже представлена последовательность материальных расчетов разных стадий производства серной кислоты.
Печное отделение
S |
печь |
печной газ |
|
(SO2, O2, N2) |
|
воздух |
|
|
|
|

36
Расчет массы серы (или другого сырья) и кислорода (по уравнению реакции) с учетом заданной производительности:
→расчет массы серы с учетом потерь
→расчет количества (массы и объема в единицу времени) образующегося SO2
→расчет массы и объема воздуха (21 % О2 и 79 % N2), поступающего в печь, с учетом коэффициента избытка воздуха
→расчет общего объема печного газа
→расчет (объема и массы) остаточного кислорода в печном
газе
→расчет массы и объема азота в воздухе и печном газе.
Контактное отделение
газ (SO2, О2, N2) |
контакт- |
газ (SO3, SO2, О2, N2) |
ный |
||
|
аппарат |
|
|
|
|
Материальные расчеты контактного аппарата производят по слоям с учетом заданных равновесных степеней превращения хi.
1-й слой катализатора
1
Расчет массы окисляющегося SO2 ( mок ) по формуле
SO2
|
|
mок 1 |
mвх1 |
|
1 , |
|
|
|
SO |
2 |
SO |
2 |
|
где mвх1 |
|
|
|
|||
– масса SO2 на входе в 1-й слой: |
|
|||||
SO |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
→расчет количества (массы и объема) SO2 на выходе из данного слоя
→расчет количества (массы и объема) SO3, образующегося по уравнению реакции
→расчет количества (массы и объема) О2 израсходованного по реакции в 1-ом слое
→расчет количества (массы и объема) О2, остающегося в газе на выходе из 1-го слоя.
37
2-й и последующие слои катализатора
Расчет массы окисляющегося SO2 по формуле
mок |
|
mвх |
|
i |
|
i 1 |
, |
SO |
2 |
SO |
2 |
|
|
||
|
|
|
|
|
|
где хi – равновесная степень превращения SO2 на данном слое в долях;
хi-1 – равновесная степень превращения SO2 на предыдущем слое, остальные обозначения аналогичны обозначениям для 1-го слоя.
mок 2 |
mвх2 |
|
|
|
– расчет для 2-го слоя: |
SO2 |
SO2 |
|
2 |
1 |
|
→расчет массы и объема SO2 на выходе из данного слоя
→расчет массы и объема SO3, образующегося на данном слое, по уравнению реакции
→расчет массы и объема SO3 на выходе из данного слоя (суммарное количество SO3, образованного на данном и предыдущих слоях)
→расчет массы и объема О2, израсходованного по реакции
вданном слое
→расчет массы и объема О2, остающегося в газе на выходе из данного слоя.
Абсорбционное отделение
газ
|
|
газ |
|
(SO3, SO2, O2, N2) |
||
|
|
|||||
|
|
олеум |
|
|
кислота |
|
|
|
|||||
|
|
МГА |
||||
ОА |
||||||
|
|
|
||||
газ (SO3, SO2, O2, N2)
Сборник
серной к-ты
Сборник
олеумный
в хранилище
олеума
в хранилище олеума
38
Расчет массы SO3 в продукционной серной кислоте с учетом заданной производительности в килограммах в час (кг/ч):
→расчет массы SO3, поступающего в абсорбционное отделение, с учетом степени поглощения его в абсорберах
→расчет массы неабсорбированного SO3, покидающего абсорбционное отделение с отходящими газами
→расчет SO3 массы и объема, абсорбированного в олеумном абсорбере (ОА) с учетом степени поглощения в нем
→расчет общего объема газа, поступающего в абсорбционное отделение
→расчет объема отдельных компонентов газа
→расчет массы продукционного олеума, поступающего на
склад
→расчет массы SO3 в газе после олеумного абсорбера
→расчет массы и объема SO3, поглощаемого в моногидратном абсорбере (МГА), с учетом его содержания в отходящих газах.
Методические указания к расчету тепловых балансов приведены в [17, 18]. При этом рассчитывают количество тепла на нагрев и изменение агрегатного состояния веществ, тепло химических реакций и теплопотери. Тепловые расчеты производят с учетом масс веществ, их удельных теплоемкостей, тепловых эффектов и степеней превращения.
2.Материальный расчет колонны синтеза аммиака [13]
Исходные данные |
|
Производительность агрегат (т/сут)..................................... |
200 |
Рабочее давление (атм).......................................................... |
300 |
Средняя температура контактирования (ÅС)....................... |
500 |
Объем катализатора в колонне (м3)..................................... |
3,50 |
Температура вторичной конденсации (ÅС)........................... |
-.2 |
Суммарная концентрация аргона и метана в колонне |
|
(об., %)…………………………………………………………7 |
|
Состав свежей газовой смеси (об., %): |
|
азот.............................................................................. |
24,75 |
водород………………………..…………………….74,29 |
|

39
аргон …………………………………………………0,38
метан………………………………………………….0,58 Кроме того, в газе содержится 1 кг Н2О на 8000 нм3. Объемная скорость газа на входе в колонну (в нм3/ч на 1 м3 катализатор) …………………………………………… 24000 Обозначения в расчете:
1СNH3 – концентрация аммиака на входе в колонну, 2СNH3 – концентрация аммиака на выходе из колонны. Аналогичны обозначения для других компонентов.
Ввиду того что формула для определения концентрации аммиака в азотоводородной смеси (Ларсена и Блека) и табличные данные о растворимости газов в жидком аммиаке предусматривают измерение давления в технических атмосферах (атм), дальнейший материальный расчет производим не в н/м3, а в атм.
1) Производительность агрегата в час
200000 / 24 = 8333 кг/ч.
Дальнейший расчет производим на часовую производительность.
2)Полезная производительность 1 м3 катализатора в час 8333 / 3,50 = 23,81 кг/ч на 1 м3 катализатора.
3)При объемной скорости на входе 24000 нм3/ч на 1 м3 ка-
тализатора объемная скорость на выходе составит около 21000 нм3/ч на 1 м3 катализатора. При 500 ÅС и 300 атм содержание аммиака в газе в лабораторных условиях 21,5 % (экспериментальные данные).
4) Содержание аммиака в газе, поступающем в колонну синтеза, определяется условиями вторичной конденсации. При температуре вторичной конденсации 2 ÅС и давлении 280 атм концентрация аммиака определится по формуле Ларсона и Блека:
lg 1 c |
4,1856 |
|
5,987879 |
|
|
1099 ,544 |
4,1856 |
|
5,987879 |
|
|
||||||
|
|
|
|
T |
|
|
|
||||||||||
|
|
NH 3 |
|
|
|
P |
|
|
|
|
|
280 |
|
|
|||
|
1099 ,544 |
0,4884 |
|
|
|
|
|
|
|
|
|
|
|
||||
273 ,15 2 |
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
1с |
NH |
|
3,08 % . |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|||