

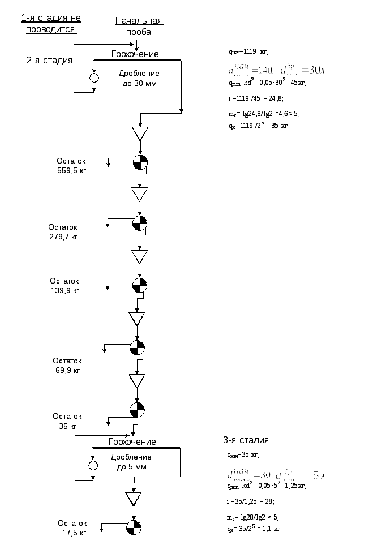
1.5.2. Расчет схемы разделки проб
Первая (предварительная) стадия разделки начальной пробы включает операции перемешивания и сокращения пробы и проводится только в том случае, если степень сокращения i начальной пробы больше или равна двум.
В каждой стадии разделки пробы расчет операций дробления и сокращения пробы выполняется в следующей последовательности:
-
принимаем максимальный размер куска
 в пробе после дробления на данной стадии;
в пробе после дробления на данной стадии;
- рассчитываем минимальный вес пробы после дробления qmin по формуле, выбранной в разделе 1.2;
- определяем степень сокращения i начальной пробы (поступающей на данную стадию) по формуле:


- рассчитываем число приемов сокращения тс на основании следующей формулы:


Полученное значение тс округляем в меньшую сторону до целого числа, при этом применение формулы допустимо при условии расчета минимального веса начальной пробы по формуле qmin = kd 2max;
- определяем вес пробы qк, выходящей из стадии разделки пробы по формуле:


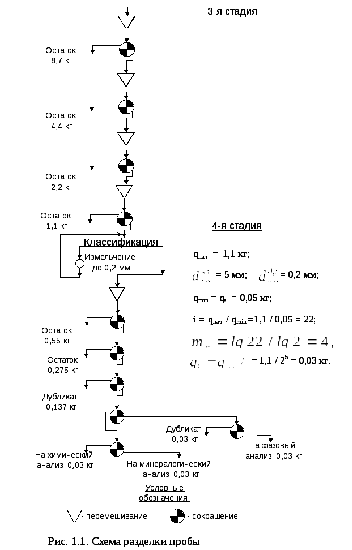
При расчете последней стадии разделки пробы минимальный вес пробы принимается равным весу пробы, направляемой на анализ:
qmin = qa = 0,05-0,1 кг.
После расчета принимаем оборудование следующего типа:
Ковшовой пробоотбиратель ПК – 1 - 8:
- производительность потока – 525 т/час;
- максимальная крупность материала – 110 мм;
- длина ковша – 3280 мм;
- скорость пересечения – 1,59 – 2,16 м/сек;
- мощность электропривода 10,4 кВт;
- масса – 2900 кг.
II стадия: дробилка молотковая однороторная, перемешивание методом кольца и конуса, сокращение методом квартования.
Дробилка молотковая однороторная М-6-4-Б (дробление до 30 мм):
- крупность питания – 150 мм;
- производительность при номинальной ширине выходной щели – 12 - 15 т/час;
- масса дробилки – 1,28 т;
- мощность электродвигателя основного привода − не более 17 кВт.
III стадия: дробилка валковая, перемешивание методом кольца и конуса, сокращение с помощью лоткового делителя.
Дробилка Др-Т-59 (дробление до 5 мм):
- определяющие размеры – 200*75 мм;
- крупность питания − 10 мм;
разгрузки − 0,5-0,4 мм;
- производительность – 90 кг/час;
- масса – 100 кг;
- основные размеры – 950*400*480 мм;
- установочная мощность – 1,0 кВт.
IV стадия: дисковый истиратель, механический встряхиватель для рассева, перемешивание перекатыванием, сокращение квартованием.
Измельчение до 0,2 мм осуществляется дисковыми истирателями ИД – 175:
- диаметр диска - 175 мм;
- крупность питания – 2 - 3 мм;
разгрузки − до 0,07 мм;
- производительность – 20 кг/час;
- масса – 26,5кг;
- основные размеры Д*Ш*В – 490*250*428 мм;
- установочная мощность – 1 кВт.
2. Составление схемы текущего (технологического) опробования процессОв
Текущий (технологический) контроль на обогатительных фабриках занимает важное место в управлении технологическими процессами с целью поддержания оптимальных режимов обогащения рядовых углей, обеспечивающих выпуск конечных продуктов требуемого качества при минимально-достижимых потерях угля с отходами.
Управление процессами должно базироваться на совершенной системе простого, надежного, оперативного и достаточно точного контроля качества угля в процессе производства. Контроль показателей, характеризующих эффективность процессов обогащения, является необходимым элементом в цепи обратной связи систем автоматического управления.
Контролю должны подвергаться только те показатели качества, которые эффективно влияют на процесс, а из двух взаимосвязанных показателей должен контролироваться только один.
Объем контроля качества продуктов обогащения определяется в основном схемой, периодичностью и точностью определения контролируемых показателей.