

1.3. Размерный анализ
1.3.1. Преобразование и кодирование чертежа
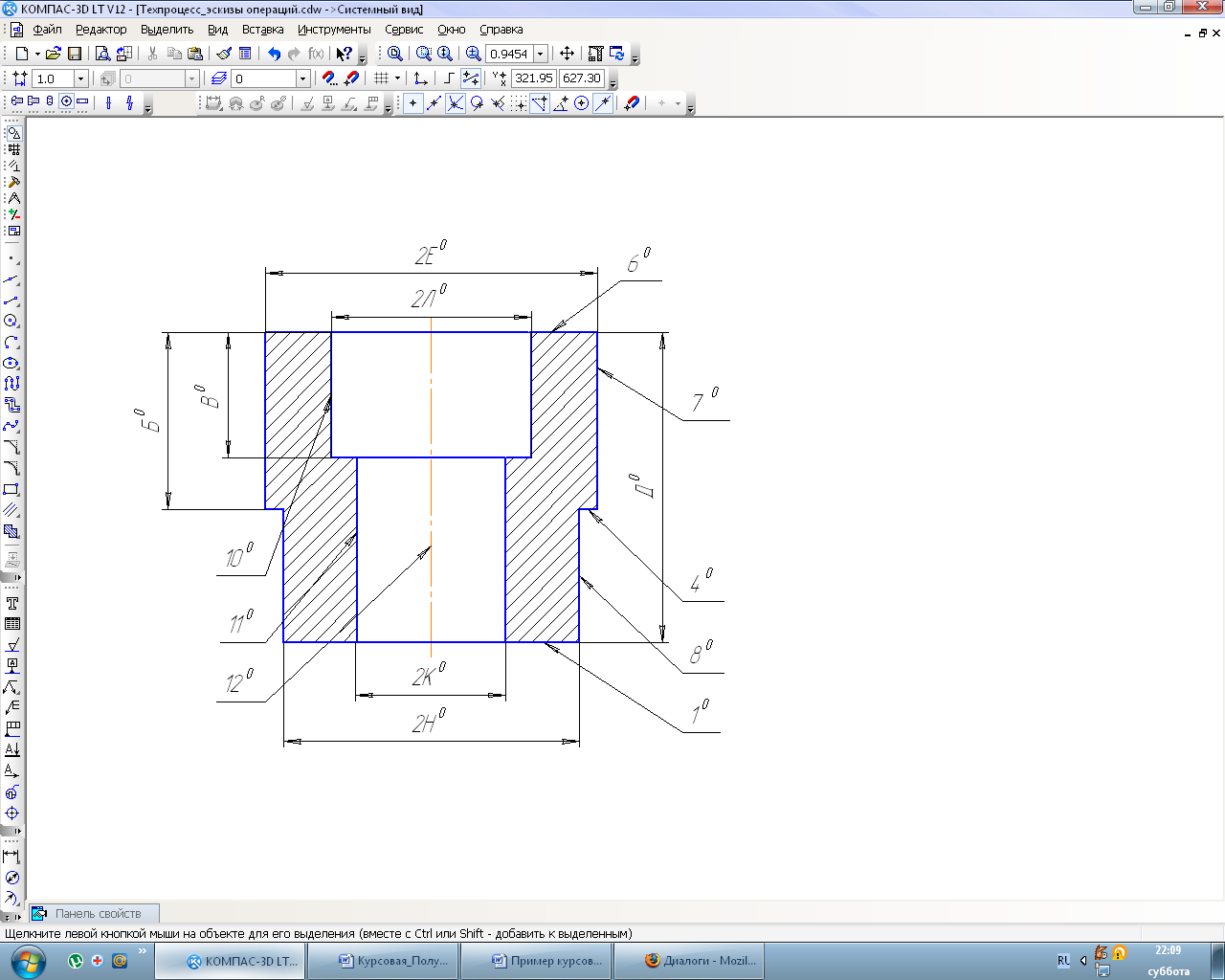
Первым этапом размерного анализа техпроцесса является преобразование и кодирование чертежа детали. На рисунке 1 и 2 изображены преобразованные чертежи в линейной и диаметральной проекциях.
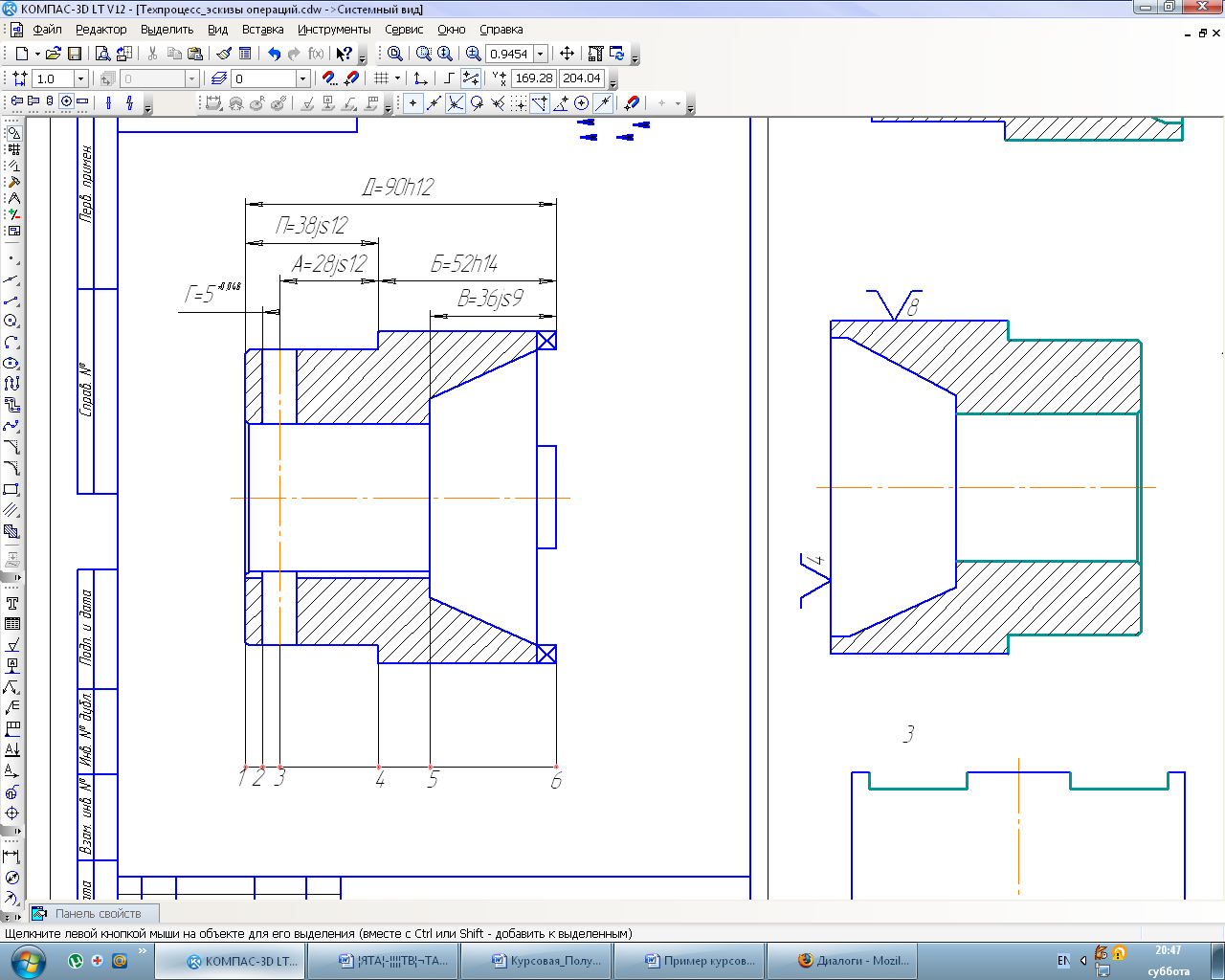
Рисунок 1 – Преобразованный чертеж в линейной проекции
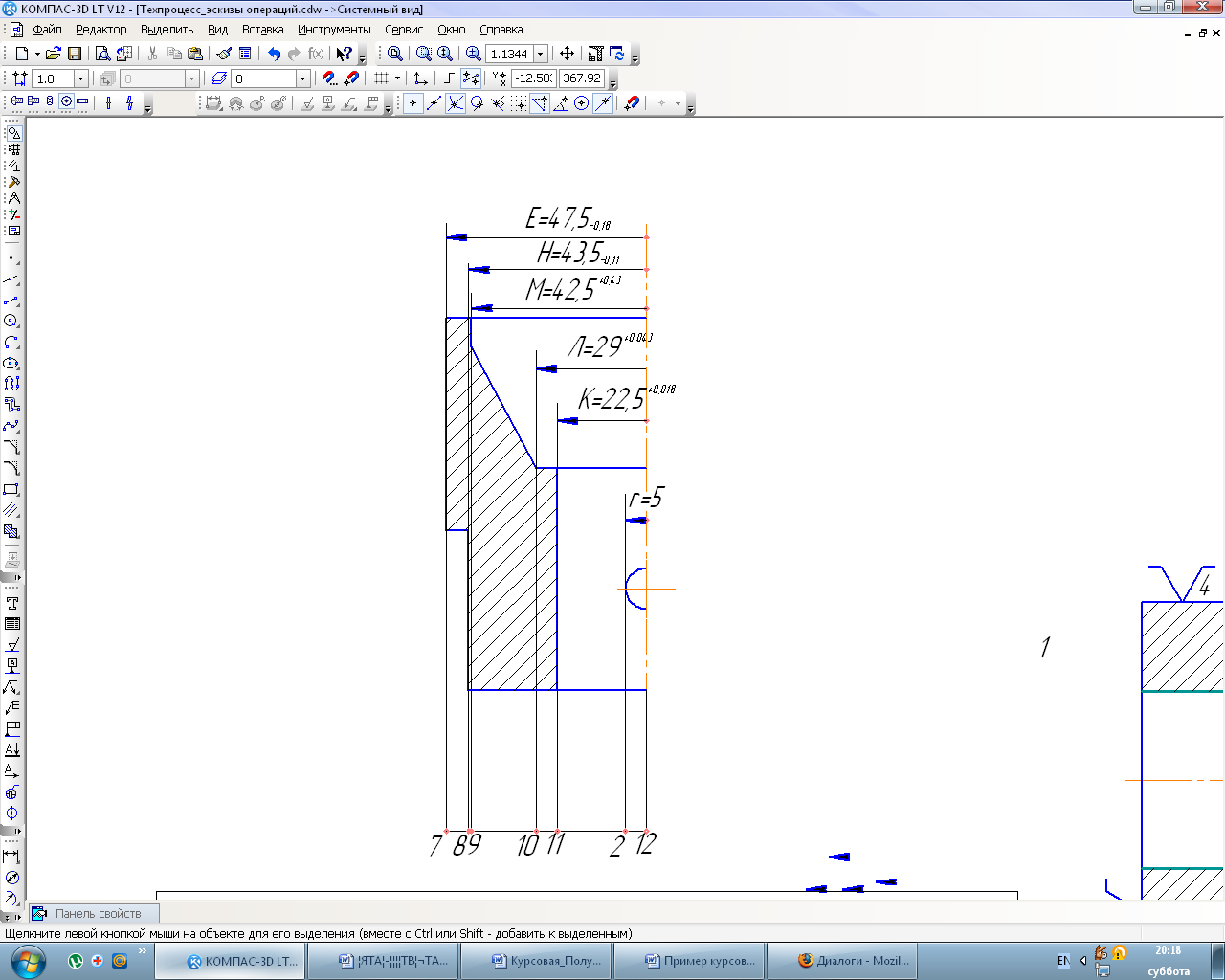
Рисунок 2 – Преобразованный чертеж в диаметральной проекции
На основании сформулированных операций составим маршрут обработки детали (таблица 1).
Таблица 1 – Технологический маршрут обработки детали
|
№ операции |
Эскиз |
Допуски и технические требования |
|
000 |
|
Т2Е0=0,74; Т2Н0=0,87; Т2Л0=0,62; Т2К0=0,62; ТВ0=0,74; ТБ0=0,62; ТД0=1,15; ©70,80=2,5; ©70,100=2,5; I
40,120=0,5 |
|
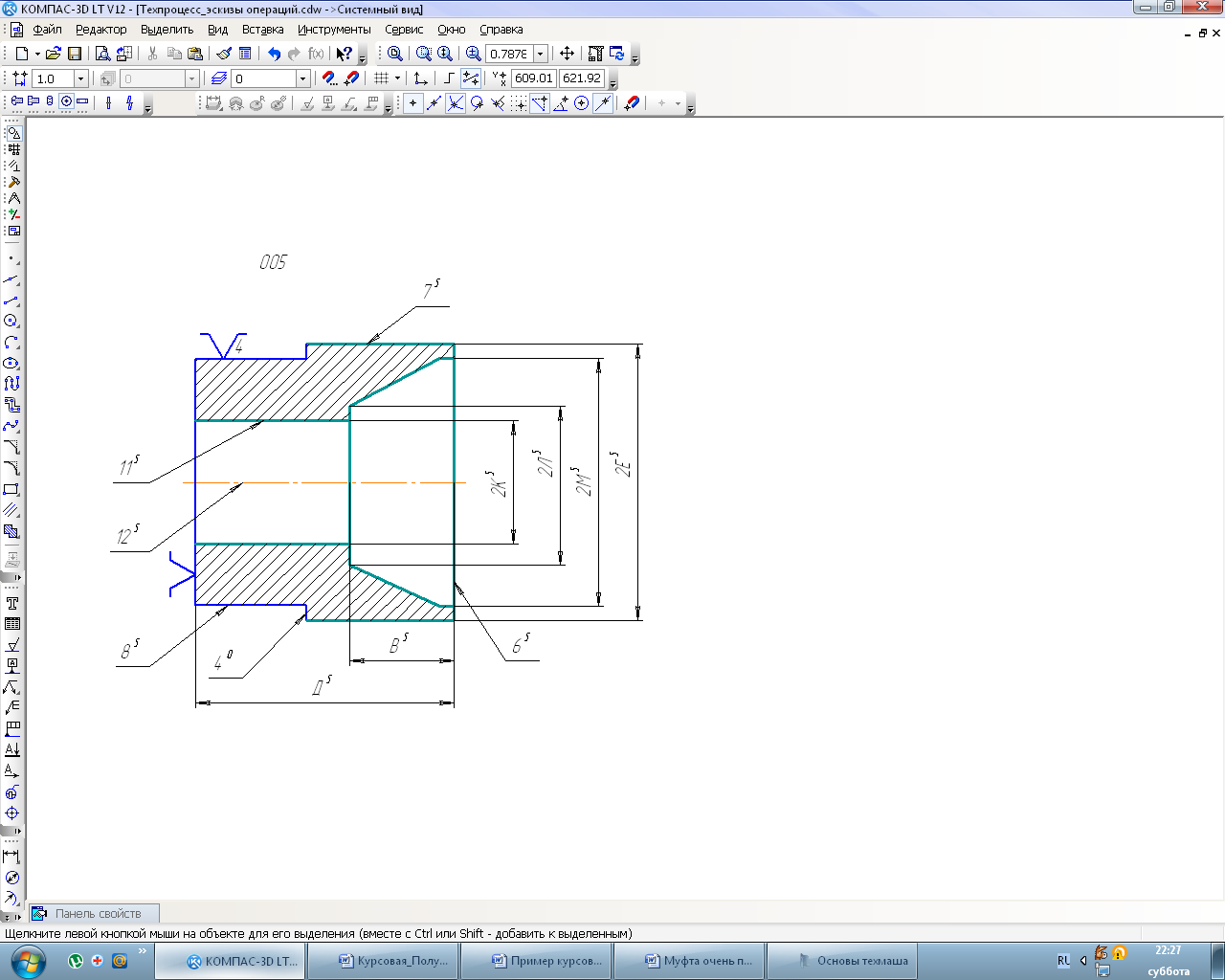
005 |
|
Т2К5=0,35; Т2Л5=0,52; Т2М5=0,64; Т2Е5=0,8; ТВ5=0,96; ТД5=0,16; ©85,125=0,62; ©75,125=0,25; ©115,125=0,06; I
40,65=0,5
|
|
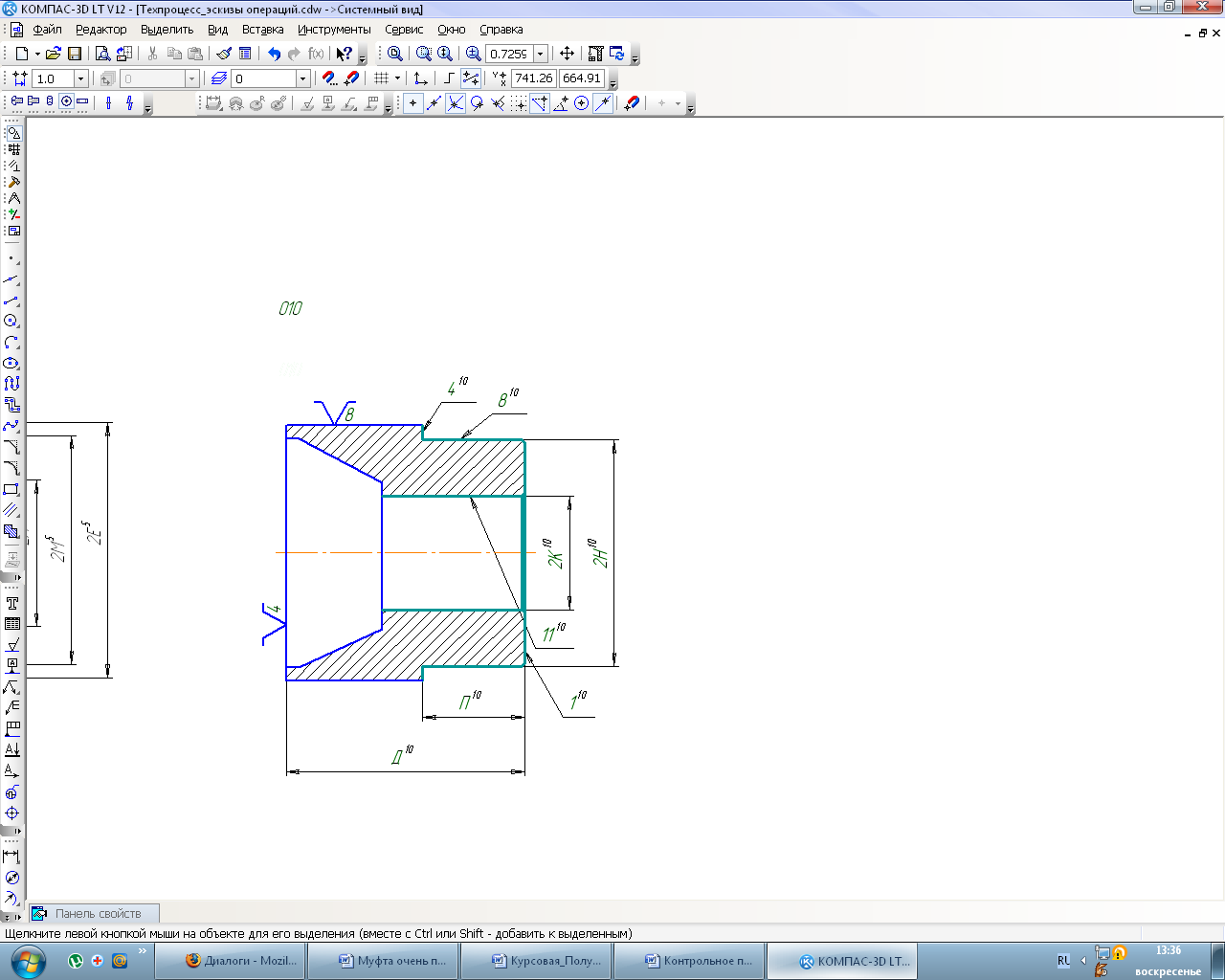
010 |
|
Т2К10=0,68; Т2Н10=0,74; ТП10=0,53; ТД10=0,86; ©810,1110=0,25; I
110,810=0,16 |
|
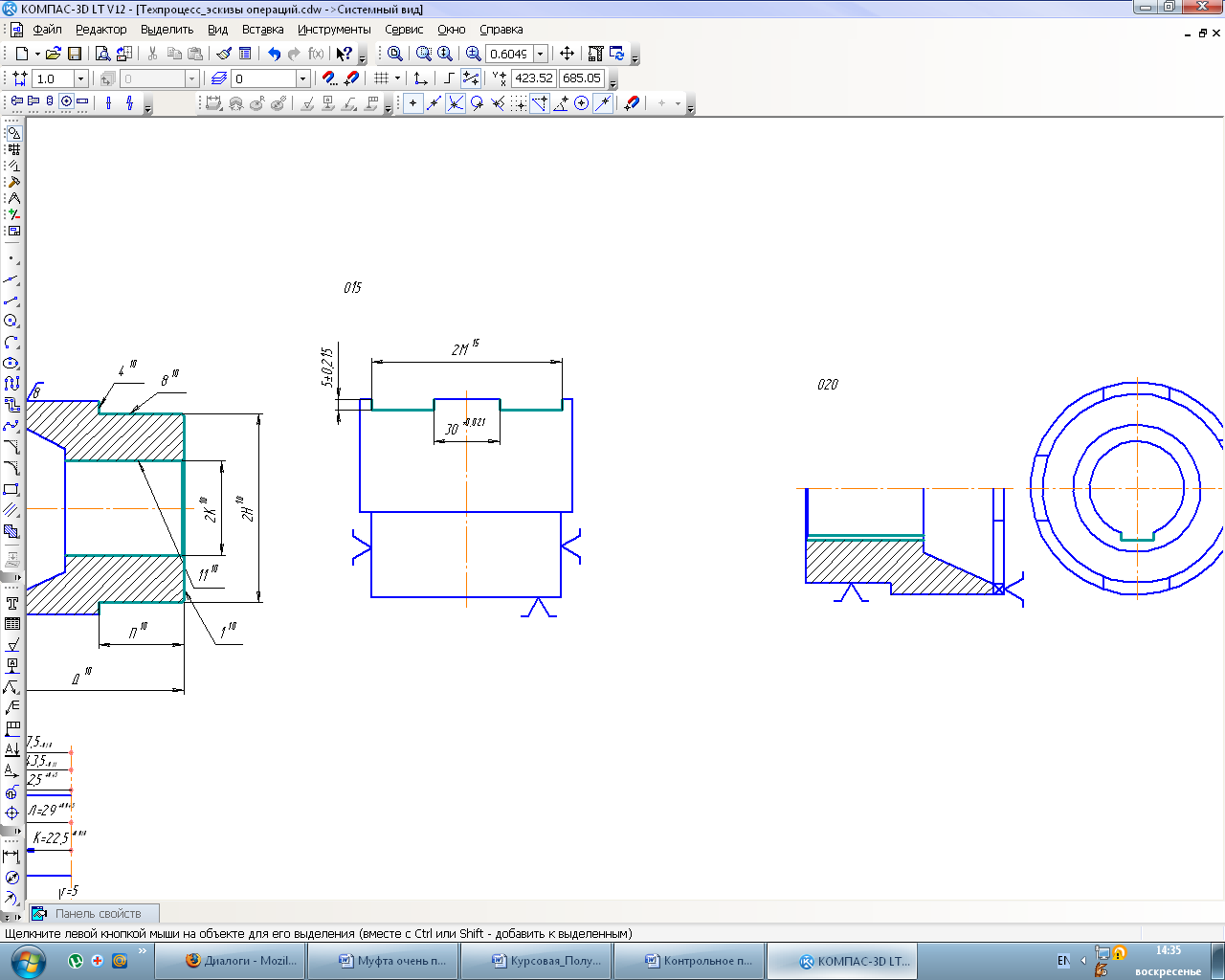
015 |
|
|
|
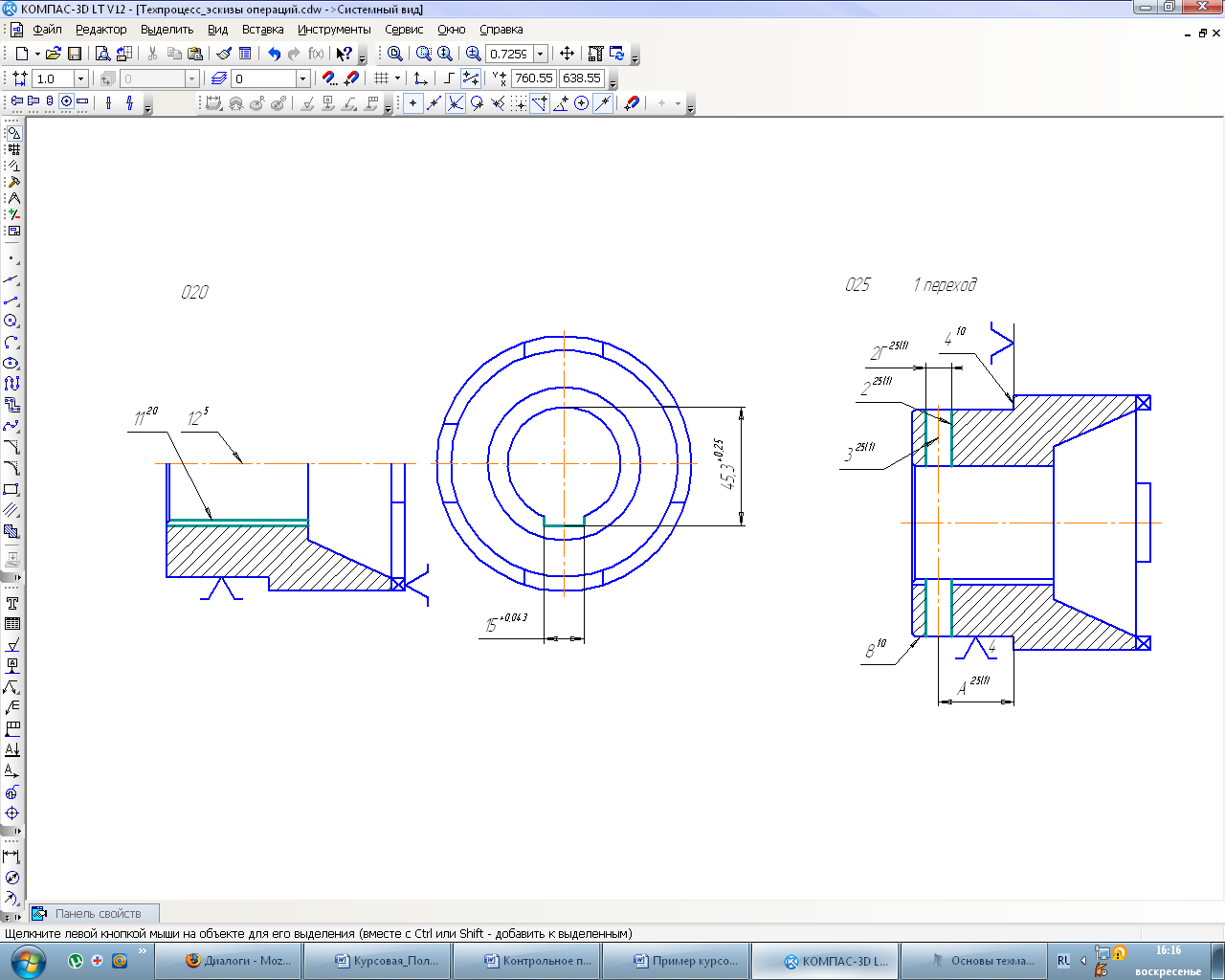
020 |
|
||1120,125=0,08;
|
|
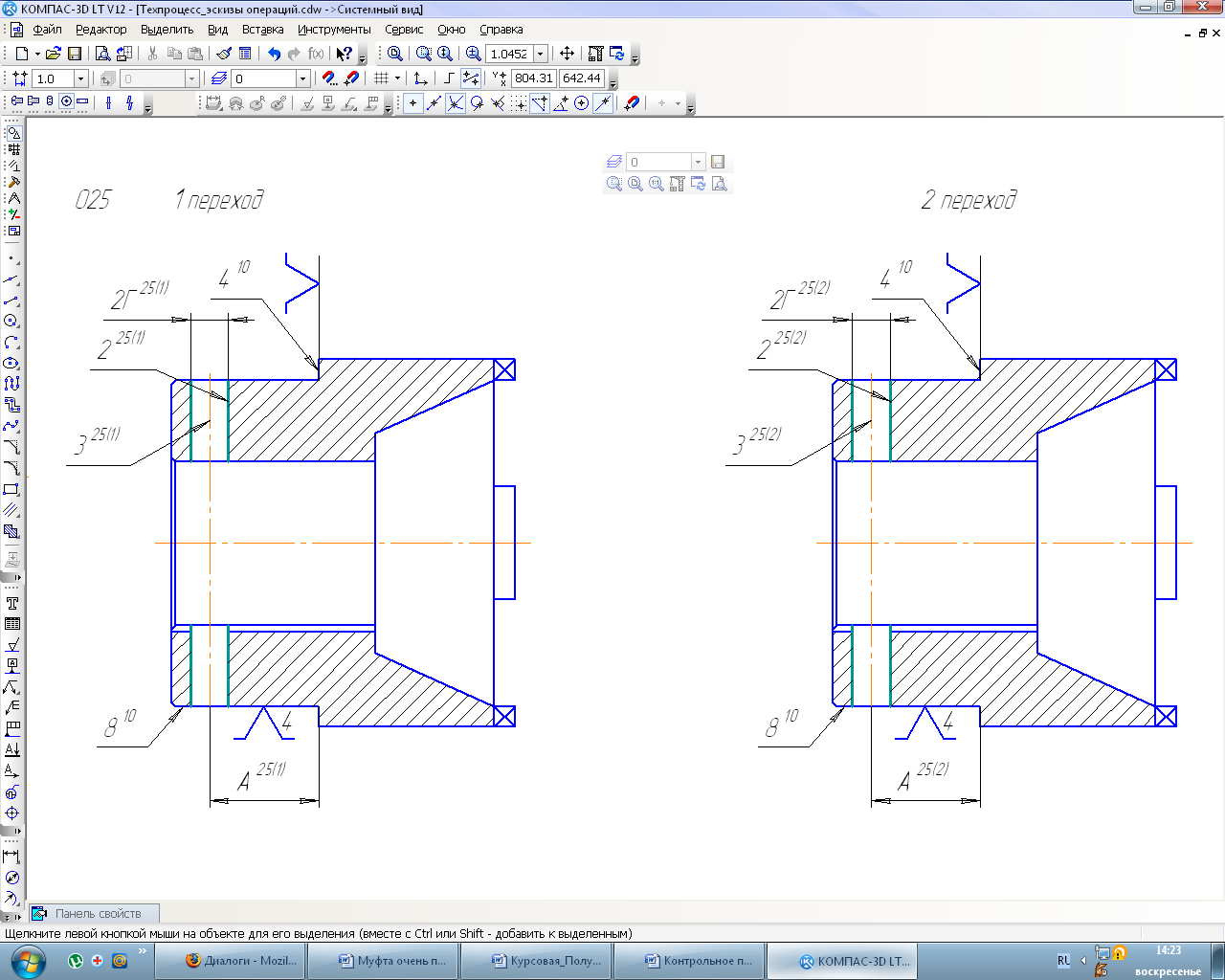
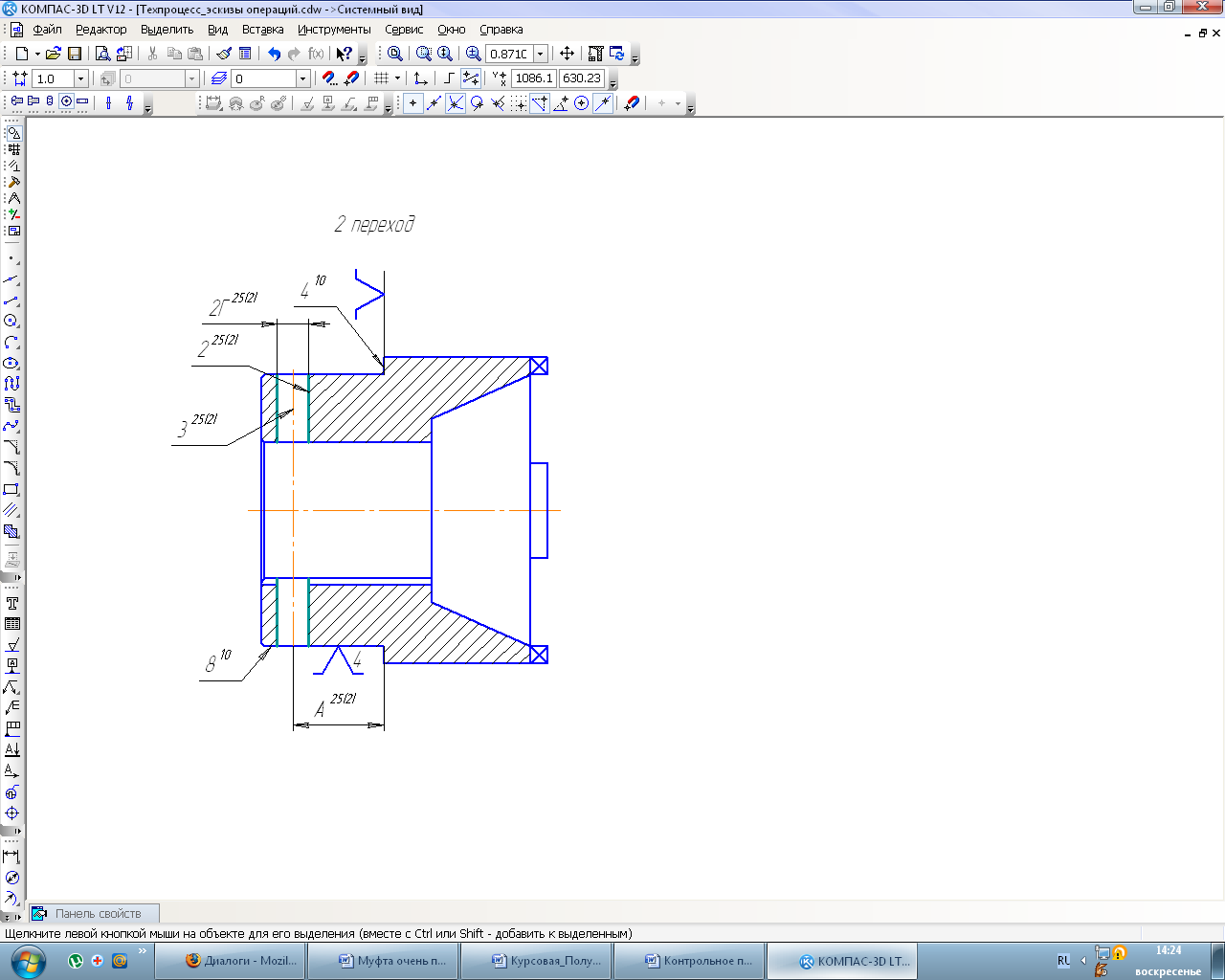
025 |
1
переход
2переход
|
Т2Г25(1)=0,25; ТА25(1)=0,43; |
810,325(1)=0,13; ||410,225(1)=0,18
Т2Г25(2)=0,1; ТА25(2)=0,19; |
810,325(2)=0,05; ||410,225(2)=0,12
|
|
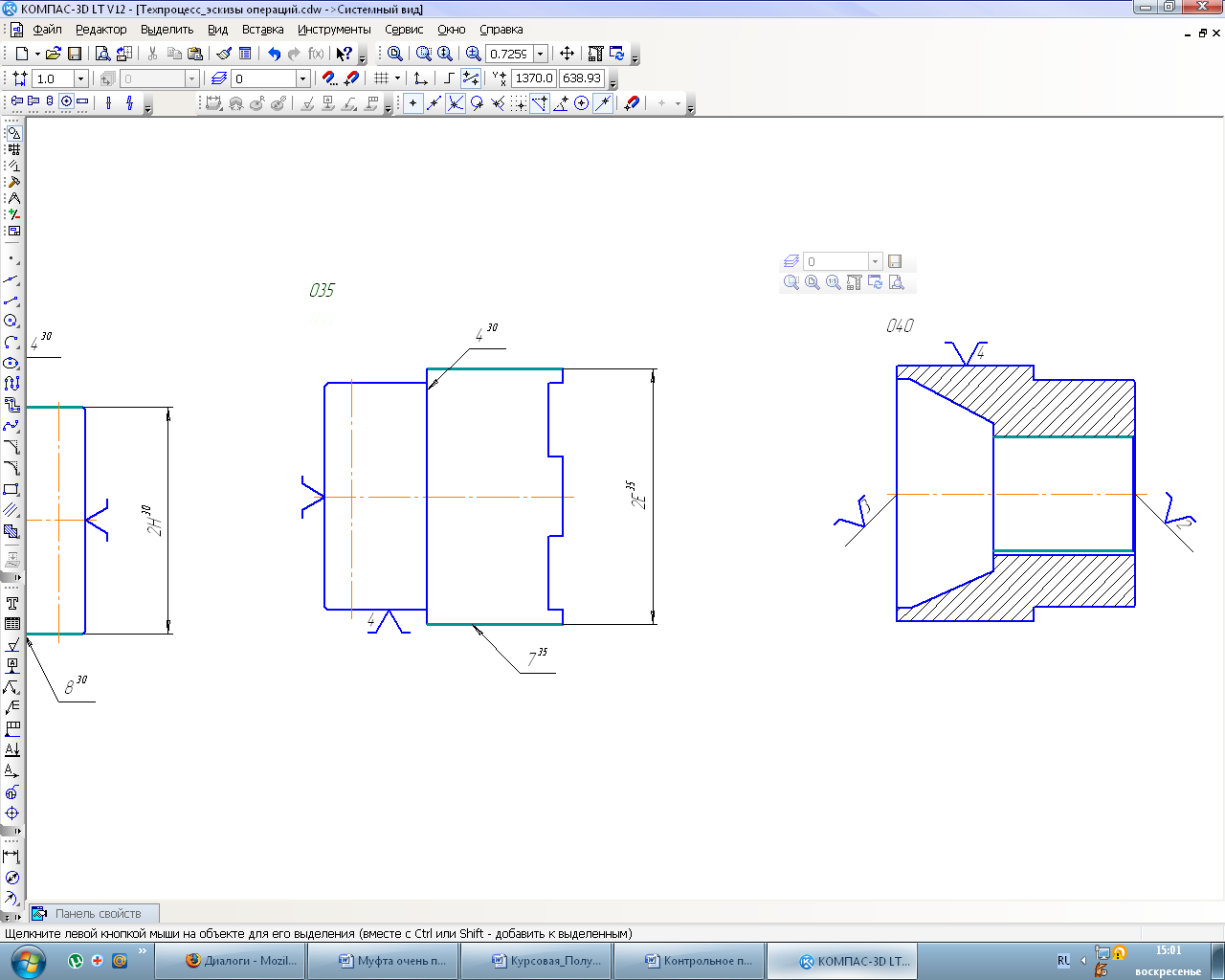
030 |
|
Т2Н30=0,51; ТБ30=0,23; |
430,830=0,15 |
|
035 |
|
Т2Е35=0,87; |
430,735=0,16 |
|
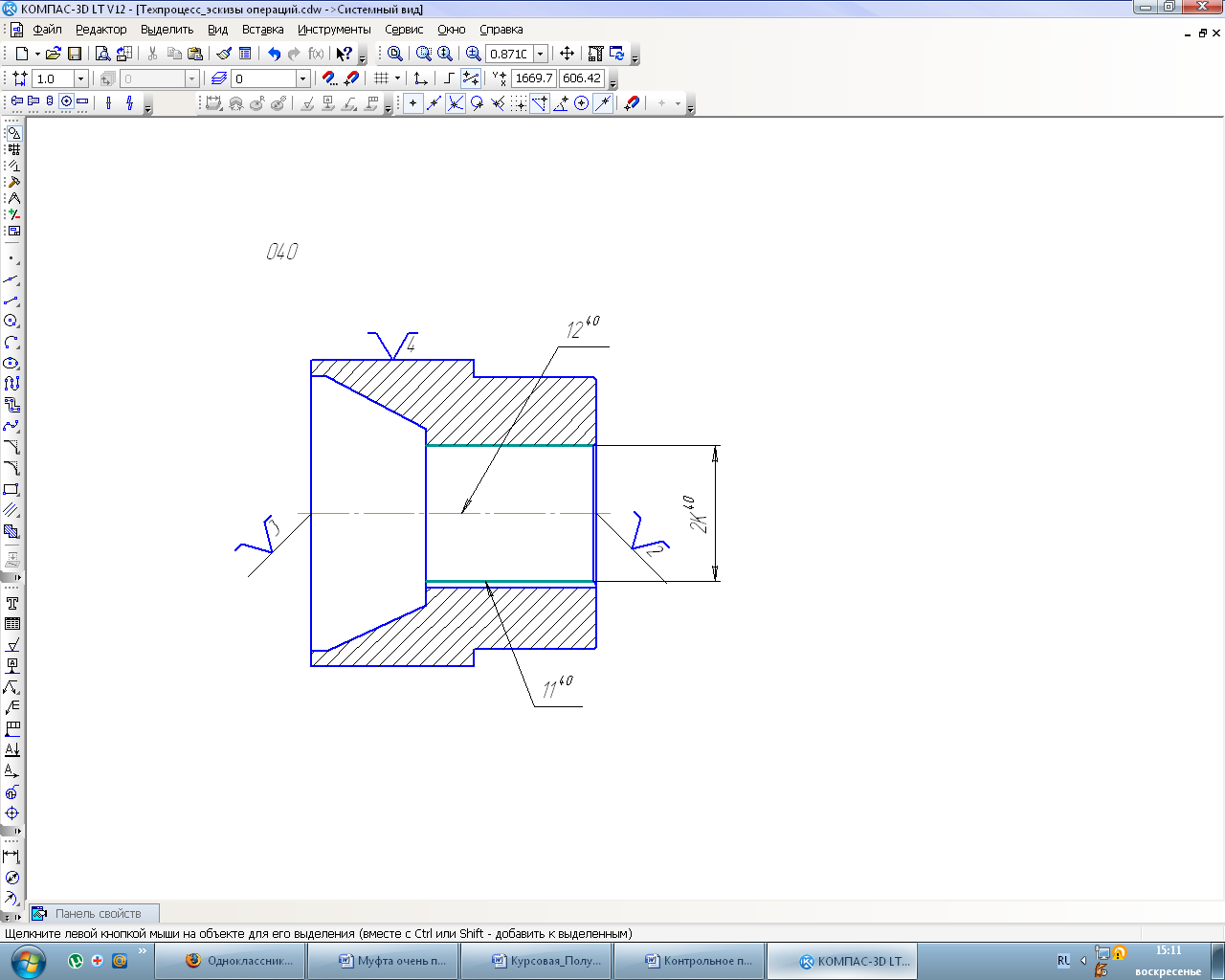
040 |
|
Т2К40=0,058; ||1140,1240=0,09 |










4. Конструкторский раздел
4.1 Проектирование зажимного приспособления
Зажимное приспособление – трехкулачковый патрон
Трехкулачковый патрон ― приспособление для установки и закрепления на металлорежущих заготовок или режущего инструмента. Различают механические, пневматические, электромагнитные, гидропластовые и др. патроны. Наиболее распространён механический самоцентрирующий токарный трёхкулачковый зажимной патрон, предназначенный для закрепления заготовок правильной формы (главным образом тел вращения) и центрирования их по оси шпинделя станка. Крепление самоцентрирующими зажимными патронами осуществляется кулачками, одновременно перемещаемыми в радиальном направлении при вращении диска со спиральной канавкой.
4. 2 Проектирование контрольного приспособления
Контрольное приспособление – для проверки отклонения от симметричности шпоночных пазов.
Это приспособление для контроля смещения шпоночного паза относительно оси вала. Оно состоит из измерительной каретки 1 и двух щупов 2. Размеры концов обоих щупов выполнены в соответствии с допуском на ширину шпоночного паза, разделенным на четыре группы, что обеспечивает беззазорную посадку щупа в паз.
При контроле каретка устанавливается на верхнюю поверхность щупа, плотно вставленного в паз вала 3. Стрелку ИГ ставят на нуль по наивысшей точке вала, после чего каретку переставляют на противоположную сторону щупа и опять находят наивысшую точку вала. Полуразность показаний ИГ соответствует действительному смещению паза.
Прибор прост в изготовлении и позволяет быстро производить измерение без снятия обрабатываемой детали со станка.
Заключение
В данном курсовом проекте спроектирован технологический процесс изготовления шестерни.
В ходе проектирования проведен анализ технологичности детали, выбран вид и метод получения заготовки. Определен маршрут последовательности обработки, проведен размерный анализ и определены размеры заготовки. Пронумерованы операции, получены исходные данные для обработки детали.