

Краткие сведения о калибрах-скобах
Калибрами называются бесшкальные инструменты, предназначенные для контроля размеров, формы и расположения поверхности контролируемой детали. Калибры бывают предельные и нормальные.
Предельные калибрыпозволяют установить, находится ли контролируемый размер в пределах допуска (рис. 1). Валы контролируются предельными калибрами-скобами
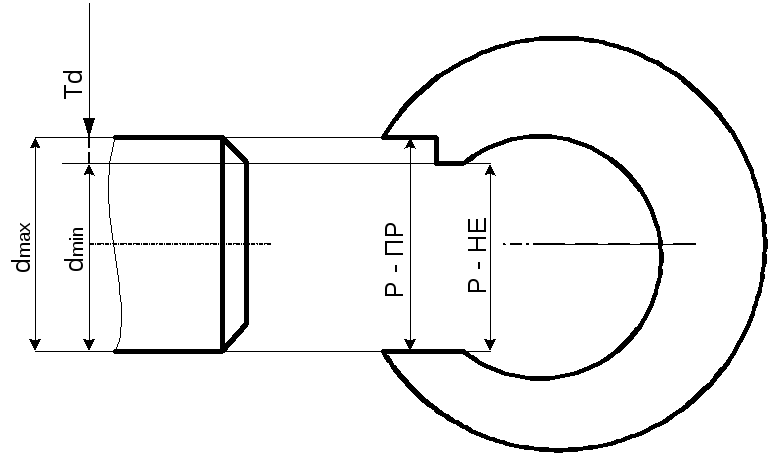
Рис. 1
Нормальными калибраминазывают точные шаблоны, которые служат для контроля сложных профилей.
По назначению различают рабочие, приемные и контрольные калибры.
Рабочие калибры(проходной Р-ПР и непроходной Р-НЕ) предназначены для контроля деталей в процессе их изготовления.
Приемные калибры(проходной П-ПР и непроходной П-НЕ) применяют для приемки деталей представителями заказчика. Как правило, приемными калибрами служат изношенные Р-ПР и новые Р-НЕ.
Контрольные калибры (К-И) служат для контроля износа проходных рабочих калибров-скоб. Контрольные калибры (проходной К-ПР и непроходной К-НЕ) применяют для контроля при изготовлении рабочих калибров-скоб невысокой точности, а также для настройки регулируемых калибров-скоб.
По конструкции калибры-скобы выполняются нескольких типов. Некоторые из них показаны на рис. 2:
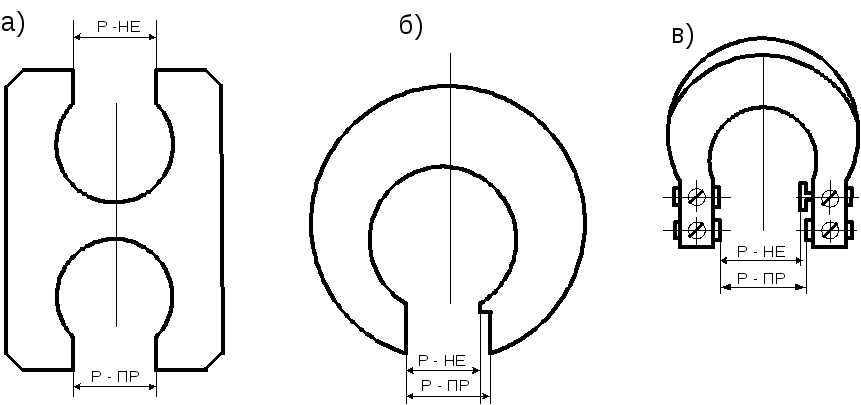
Рис. 2. а – листовые двухсторонние; б – листовые односторонние; в – регулируемые
Допуски калибров-скоб
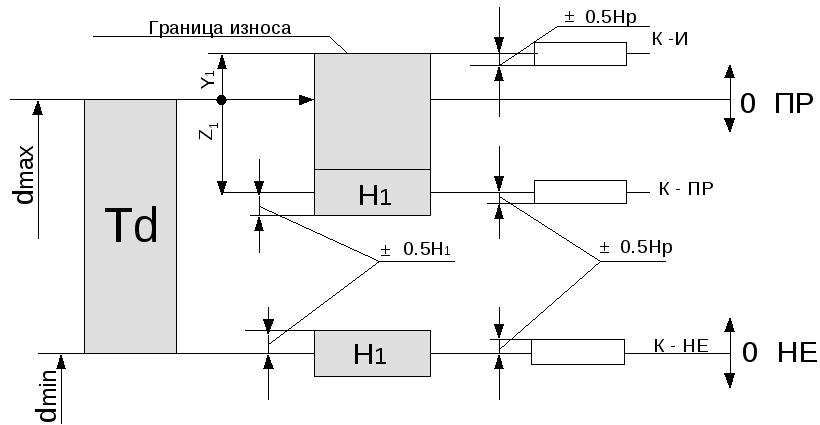
Допуски и отклонения рабочих и контрольных калибров-скоб принимают по таблицам стандартов ГОСТ 24853-81 (СТ СЭВ 157-75). Условные обозначения и построение схем полей допусков приведены на рис. 3 и 4.
Условные обозначения допусков и отклонений по ГОСТ 24853-81.
Н1 – допуск на изготовление рабочих калибров-скоб;
НР – допуск на изготовление контрольных калибров;
Z1 – координата середины поля допуска рабочего проходного калибра-скобы;
Y1 – граница износа рабочего проходного калибра-скобы;
1 – при размерах свыше 180мм; является границей износа Р-ПР и координатной середины поля допуска Р-НЕ калибров-скоб.
Поля допусков калибров-скоб располагаются относительно их номинальных размеров как показано на рис. 3 и 4. За номинальный размер рабочей проходной скобы принимают наибольший предельный размер контролируемого вала dmax, а за номинальный размер рабочей непроходной скобы принимают наименьший предельный размер контролируемого валаdmin(рис. 1).
Вал диаметром 180мм; it6 – it8
Вал диаметром 180мм; IT9 – IT17

Рис. 3
Вал диаметром 180мм; IT6 – IT8
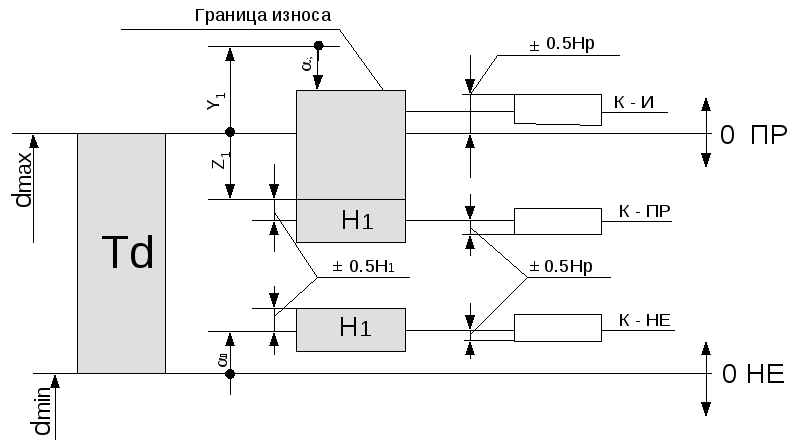
Вал диаметром 180мм; IT9 – IT47
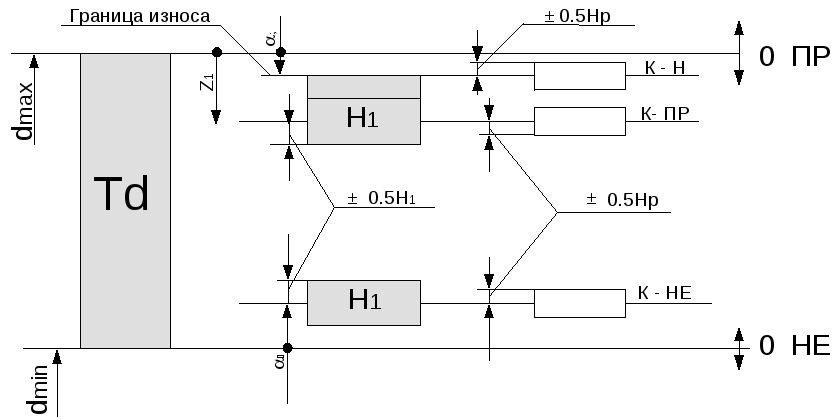
Рис. 4
Формулы (1–4) используют для вычисления предельных и исполнительных размеров рабочих калибров-скоб.
Формулы для вычисления предельных и исполнительных размеров рабочих калибров – скоб по ГОСТ 24853-81.
Диаметры180мм Диаметры180мм
|
Р |
Р |
|
Р-ПРmin=dmax-Z1-0.5H1 |
Р-ПРmin=dmax-Z1-0.5H1 |
|
Р-ПРизн.=dmax+Y1 (1) |
Р-ПРизн.=dmax+Y1-1 (3) |
|
Р-ПРисп.=(Р-ПРmin)+Н1 |
Р-ПРисп.=(Р-ПРmin)+Н1 |
|
|
|
|
Р |
Р |
|
Р-НЕmin=dmin-0.5H1 (2) |
Р-НЕmin=dmin+1 -0.5H1 (4) |
|
Р-НЕисп.=(Р-НЕmin)+Н1 |
Р-НЕисп.=(Р-НЕmin)+Н1 |
 -ПРmax=dmax-Z1+0.5H1
-ПРmax=dmax-Z1+0.5H1 -ПРmax=dmax-Z1+0.5H1
-ПРmax=dmax-Z1+0.5H1 -НЕmax=dmin+0.5H1
-НЕmax=dmin+0.5H1 -НЕmax=dmin+1
+0.5H1
-НЕmax=dmin+1
+0.5H1
Формулы (5–10) используют для вычисления предельных и исполнительных размеров контрольных калибров.
Формулы для вычисления предельных и исполнительных размеров контрольных калибров по ГОСТ 24853-81.