

лекции ч1
.pdf
|
применяются при сплачивании элементов по высоте |
|
НАГЕЛЬНЫЕ ПЛАСТИНЫ и сращивании по длине |
||
СТЕРЖНИ могут быть: |
ОСНОВА (обеспечивает совместную работу нагелей при |
|
их внедрении и работе) может быть: |
||
|
||
А) |
Г) |
|
|
||
ГВОЗДЕВОГО |
ЖЁСТКАЯ ( сталь Вст3пс6) |
ГИБКАЯ |
СГк |
||
ТГп |
|
Способы крепления |
|||
|
|
||||
ТИПА |
|
|
|
||
|
|
нагелей: ПЛОТНАЯ ПОСАДКА |
|
|
|
Б) |
|
|
|
|
|
|
|
Д) |
|
|
|
|
|
|
|
|
|
>4 мм |
|
|
|
|
|
НАГЕЛЬНОГО |
ТН |
к |
КОНТАКТНАЯ |
АРМИРОВАННАЯ АГп |
|
ТИПА |
|
СВАРКА |
Несущая способность |
||
|
|
||||
В) |
пластины |
|
Тн.п= Тн.а·nср·nн·kр |
|
где Tна− несущая способность |
|
нагеля; |
|
nн −количество нагелей в пластине; |
|
nср −количество срезов; |
|
kр − коэфф. неравномерности. |
Стержни изготавливаются из проволоки А1, В1 диаметром 3 8 мм при запрессовке без
Конструктивное достоинство нагельных пластин заключается в повышении несущей способности предварительногоза счёт общ остисверленияоснованияотверстийболее равномерногои 10 20 мм праспределенияустановке в усилиярассверлменныеждунагелямиотверстия. .
СОЕДИНЕНИЯ НА НАГЕЛЬНЫХ ПЛАСТИНАХ
Составная балка
Растянутый стык с двумя пластинами
Nр < 2Тн.п 

Растянутый стык с одной пластиной

СОЕДИНЕНИЯ НА ВКЛЕЕННЫХ СТЕРЖНЯХ
ОБЛАСТИ ПРИМЕНЕНИЯ: в узловых соединениях, для сращивания и сплачивания элементов, для ремонта и усиления, для армирования клеедощатых конструкций (балок, рам).
|
Стержни могут располагаться |
|
вдоль волокон |
поперёк волокон |
под углом |
Nр
Nр
В соединениях используется от ржавчины и обезжиренная стальная арматура периодического профиля диаметром от 14 до 25 мм классов А300 - А400. Допускается использовать арматуруА240 со сплошной нарезкой резьбы по длине вклеивания. Соединения допускается применять в условиях эксплуатации А1, А2, Б1, Б2. Предпочтение следует
отдавать наклонному расположению стержней. Продольное вклеивание необходимо сочетать с поперечным расположением |
||
стержней. |
|
|
Общие указания по конструированию: − влажность древесины ≤ 12%; |
||
- |
– диаметр отверстий на 5 мм больше диаметра стержней; |
|
|
− для вклеивания стержней используются составы на основе |
|
|
эпоксидной смолы ЭД20 с наполнителем молотым песком |
|
|
(маршалитом). |
|
Требуемая площадь стержней |
Атр= Nр/(Rуγс ), |
где Rу расчётное сопротивление стали; |
|
|
γс коэффициент условия работы |
Несущая способность стержней на выдёргивание |
Т= n·Rπd1(ℓ- 4d)kсmd≤ Nр |
|
где R -расчётное сопротивление древесины выдёргиванию вклеенного стержня принимается равным 4,5 МПа; d1 – диаметр отверстия; l – длина заделываемой части; d - диаметр вклеиваемого стержня, м (см);
kc - коэффициент, учитывающий неравномерность распределения напряжений сдвига kс=0.6; md - коэффициент, учитывающий зависимость расчётного сопротивления от диаметра стержня, md = 1,12 -10d; n- количество стержней

Жёсткий опорный узел стойки на вклеенных стержнях
N
M
Q
анкерная пластина |
30d>L>10d |
|
|
||
|
Расстояние от боковых граней до стержней |
|
35-450 |
должно быть ≥2d, но не менее 30мм. Между |
|
стержнями по ширине пакета ≥ 2d .От торца и |
||
|
||
A ...A |
между стержнями вдоль волокон ≥ 10d при |
|
β=450 и ≥ 14d при β=350. |
||
А300, А400 |
||
|
Наклонно вклеенные стержни работают |
|
|
на растяжение с изгибом от составляющих |
|
|
опорной реакции Z. |
|
Оценка несущей способности |
|||||
|
осуществляется по формуле: |
|||||
|
|
Z cosβ 2 |
|
Z sinβ |
1, |
|
|
|
|
|
|
||
Z |
|
nTa |
|
|
nTи |
|
|
|
|
|
|||
где Ta =Fa Rs − несущая способность нагеля на растяжение;
Tи 4, 0d2 − несущая способность нагеля на изгиб для стержней из АІІ
при болтовом соединении;
Tи 5,5d2 − несущая способность нагеля на изгиб для стержней из АП
при сварном соединении.

σ- |
СОЕДИНЕНИЯ НА КЛЕЮ |
|
||||
Первый патент на строительный элемент склеенный из досок получил в 1906 г. веймарский плотник Отто Хетцер. |
||||||
|
сорт |
0.17h |
|
сорт |
0.17h |
|
|
|
|
||||
|
|
|
|
|
||
|
см |
сорт |
|
см |
сорт |
|
|
h < 50 |
|
h > 50 |
|
||
|
|
|
|
|
||
|
|
|
0.17h |
|
сорт |
0.17h 0.17h |
|
|
сорт |
|
сорт |
||
|
|
|
|
|
||
+ |
|
Схема раскладки досок |
|
|||
ДОСТОИНСТВА: |
|
|
|
|
||
1.Соединение на клею ЖЁСТКОЕСхема ,раскладкитак как полностьюдосокобеспечивает монолитность
соединения.
2.Рациональное размещение пиломатериала различного качества по высоте поперечного сечения в соответствии с напряженным состоянием.
3.Применение мелкомерного пиломатериала позволяет создавать конструкции больших пролётов, различного очертания по пролёту и различных форм поперечного сечения.
4.Снижается влияние пороков из-за их дробного расположения по сечению и по длине.
5.Снижаются внутренние усушечные напряжения, и растрескивание элементов сводится к минимуму.
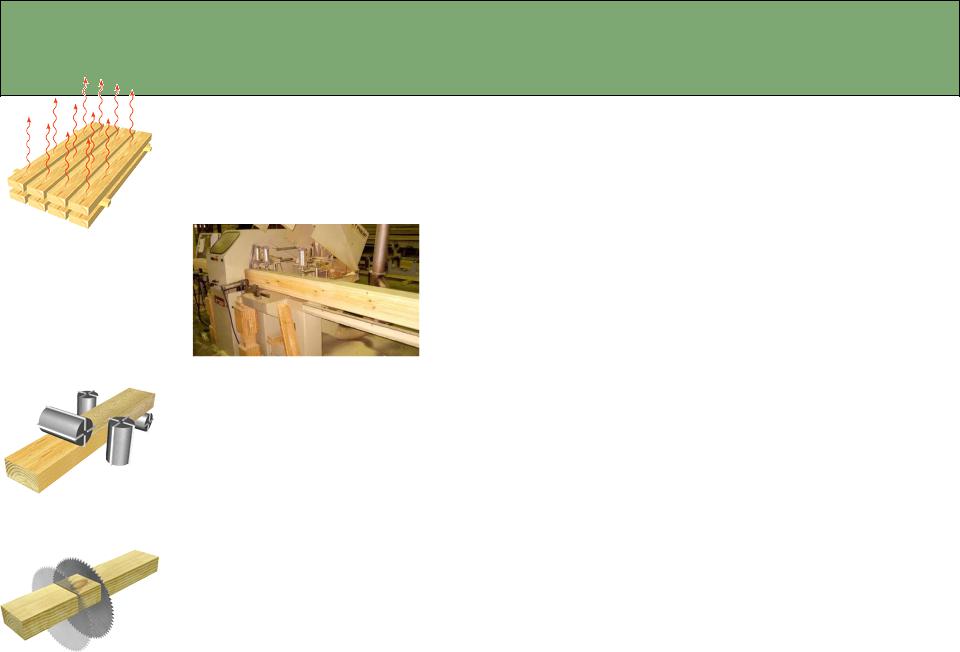
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЕЕНЫХ КОНСТРУКЦИЙ
Получение пиломатериалов конечной влажности
впределах 8 12%. Снятие внутренних напряжений
взаготовках.
• 1-й этап |
Сушка |
проводится |
в три этапа |
|
атмосферная, |
камерная |
и кондиционирование |
пиломатериала в условиях цеха при температуре 18 20 и влажности 50 70 % не менее трёх суток.
Контроль влажности пиломатериала осуществляется влагомерами.
Подготовка базовых поверхностей для сращивания по длине и вскрытие дефектов. Пиломатериал
используется толщиной от 26 до 40 мм.
• 2-й этап
Вырезка дефектов в заготовках в соответствии с требованиями к качеству клееных конструкций.
• 3-й этап

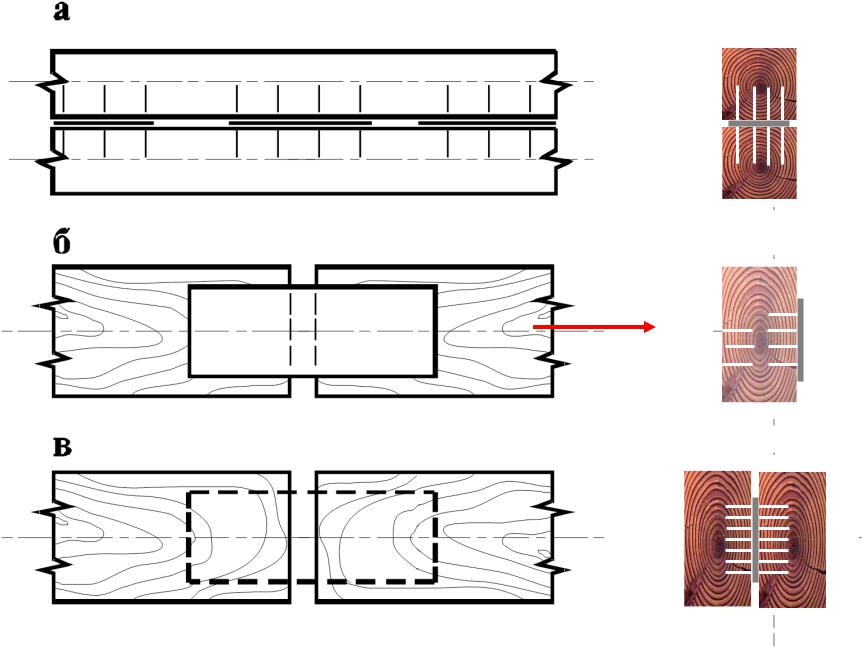
•4 этап Стыковка досок по длине
ВПРИТЫК |
НА «УС» |
|
|
|
10–12δ |
|
δ |
|
δ |
Допускается только в сжатой зоне.. |
|
Хорошо работает на растяжение. Много отходов древесины. |
|
|
д |
|
д |
|
НА ЗУБЧАТЫЙ ШИП |
||
|
|
|
10...12д |
Универсальная конструкция стыка. Стык хорошо работает на растяжение, сжатие и изгиб. |
|||
Стык с уклоном поверхностей 1:10 равнопрочен с цельной древесиной, более экономичен |
|||
впритык |
|
на ус |
|
по затратам древесины. |
|
|
|
профиль шипа |
32...40 мм |
|
|
10–32 мм |
профиль шипа |
||
на пласти |
|
||
|
на кромке |
||
|
|
||
Этот варитант стыка более технологичен |
|
32...40 мм |
|
и может применяться при любой ширине досок. |
|
||
|
|
||
|
зубчатый шип |
10 –32 мм |
|
Современные технологии производства клееных конструкций при склеивании досок по длине |
|||
предусматривают зубчатые соединения типов П-32, П-20, П-10. Частота обработки поверхностей в стыке |
|||
соответствует классу шероховатости ▼8 (60 32 мкм). После склеивания проводится пооперационный |
|||
контроль прочности зубчатых соединений на растяжение и изгиб. Прочность клеевого соединения на зубчатый шип должна отвечать требования ГОСТ 19414.
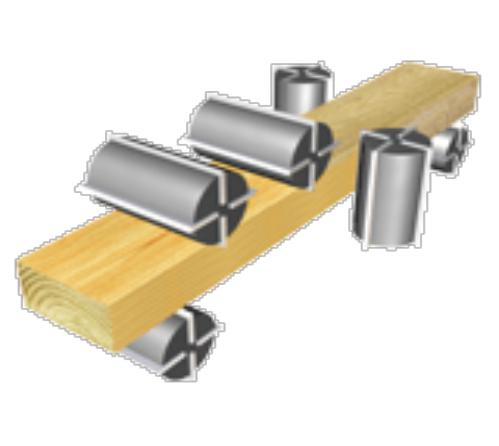
5-й этап. Обработка |
поверхностей |
после стыковки |
||
по |
длине |
по |
классу |
шероховатости |
▼7 (60 100 мкм). ГОСТ 7016. |
|
|||
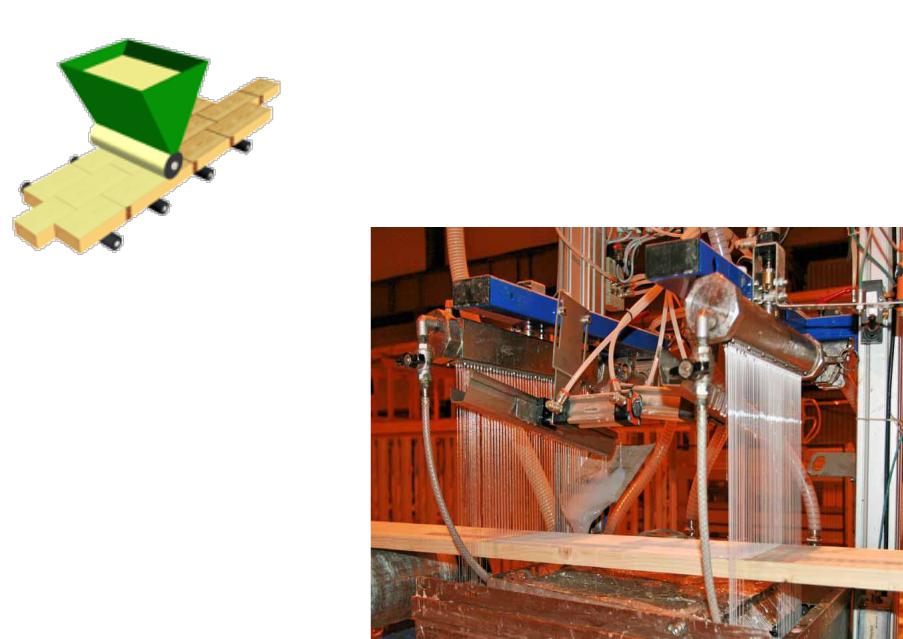
• 6-й этап |
Нанесение клея |
толщиной |
0,2 мм |
на пласты |
заготовок с |
|
контролем за расходом клея и равномерностью его нанесения. |
||||||
|
||||||
|
Прочность клеевого |
соединения |
должна |
быть выше |
прочности |
|
древесины на скалывание вдоль волокон и на растяжение поперёк волокон. Прочность клеевого шва на скалывание должна оцениваться по ГОСТ 25884-83.
Клееналивочные станки предназначены для нанесения на поверхность древесины клея в виде тонких непрерывных шнуров. Такой способ предотвращает появление клеевых потёков на кромку заготовки при её запрессовке.
Марки клея
ФР-12 ФР-100
ФРФ-50 «Кастомин 1243»
на основе фенолоформальдегидных смол Широко применяются клеи
шведской компании «Akzo Nobel»
ТРЕБОВАНИЯ К КЛЕЯМ: 1) прочность; 2) долговечность;
3) |
вязкость; |
|
4) |
время отверждения; |
|
5) стабильность свойств. |
Стоимость клея составляет около 50% себестоимости конструкций. |
|

• 7-й этап
Прессование пакетов на горизонтальном прямолинейном прессе длиной 50 м.
30 см
шаг
прижимной башмак
Давление запрессовки – 0,5–1 МПа
|
Для |
несущих |
конструкций |
повышать |
температуру |
склеивания |
выше |
60 |
|
не |
рекомендуется, |
так |
как |
воздействие |
одновременно |
давления |
запрессовки |
и |
|
температуры может снизить прочностные характеристики древесины.