

10 Фрезерные станки
10.1 Горизонтально-фрезерные станки. На рисунке 24 показана кинематическая схема универсального горизонтально-фрезерного станка мод. 6М82.
Привод главного движения получает начало от электродвигателя 69 и осуществляется 18-ступенчатой коробкой скоростей. Вращение от вала 1 с помощью зубчатых колес 1-2 передается валу 11, и далее через одну из трех пар колес (3-4, 5-6 или 7-8) сообщает движение валу 1V, а последний по цепи колес 14-15 или 16-17 – шпинделюV. Изменение скоростей достигают переключением колес 3-5-7, 10-13-12 и 14-16.
Привод механизма подачи расположен внутри консоли. Электродвигатель 63 с помощью передач 18-19, 20-21 вращает вал V111, и далее через зубчатые колеса 22-23, 24-25 или 26-27 вращение передается валу 1Х. С вала 1Х через зубчатые колеса 27-28, 29-30 или 31-32 вращение передается валу Х. Отсюда движение на вал Х1 может быть передано через пару колес 33-34 (колесо 33 смещается вправо для сцепления с муфтой М), или через перебор, состоящий из колес 35-36, 37-33 и 33-34 (при этом колесо 33 занимает положение, показанное на схеме). Широкое колесо 34 свободно насажено на вал и передает ему вращение при включении муфты 64. При включении дисковой фрикционной муфты М вал Х1 может получить быстрое вращение, необходимое для осуществления ускоренных ходов. Цепь быстрого вращения состоит из группы передач 18-19, 19-52 и 52-53. Муфты 67 и 64 сблокированы и имеют один орган управления: при включении первой муфты вторая выключается и наоборот. Подача стола осуществляется с помощью винтовых механизмов: продольная – парой 54-55; поперечная 56-57 и вертикальная 58-59.
Цепь продольной подачи соединяет вал Х1 с ходовым винтом 54. Она состоит из передач 38-39, 40-42, 43-44, 45-46 (на схеме винт 54 повернут на 900относительно оси колес 44 и 45; его ость перпендикулярна плоскости чертежа).
Цепь поперечной подачи состоит из зубчатых колес 38-39, 40-42-47.
Цепь
вертикальной подачи включает в себя
зубчатые колеса 38-39, 40-41, 48-49 и 50-51. Для
включения и выключения подач служат
муфты 62, 65, 70. 
Рисунок 24 – Кинематическая схема универсального горизонтально-фрезерного станка 6М82
10.2 Вертикально-фрезерные станки. Станки этой группы строятся обычно на одной базе с горизонтально-фрезерными и поэтому имеют много унифицированных узлов и деталей. Данный станок отличается вертикальным расположением оси шпинделя, в связи с чем изменена конструкция станины и шпиндельного узла. Внешний вид станка показан на рисунке 25.

Рисунок 25 – Компоновка одношпиндельного вертикально-фрезерного станка
а – консольный горизонтально-фрезерный; б – консольный вертикально-фрезерный
11 Протяжные станки
Протяжные станки предназначены для обработки внутренних и наружных поверхностей самой разнообразной формы (рисунок 26).

Рисунок 26 - Примеры протяжных работ внутреннего протягивания
Применяются они в условиях крупносерийного и массового производства. По характеру работ они делятся на станки для внутреннего и наружного протягивания, по расположению инструмента – на горизонтальные и вертикальные.
На рисунке 27 показан общий вид горизонтального протяжного станка.
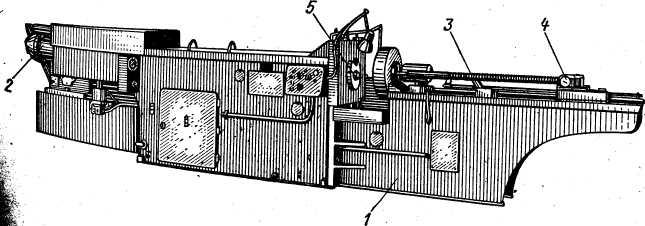
Рисунок 27 - Горизонтальный протяжной станок
В полой части сварной станины 1 коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося основным для этого вида станков. Слева расположен силовой цилиндр 2. Шток поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока насажена втулка с патроном для крепления левого конца протяжки 3; правый конец ее зажат во вспомогательном патроне 4. Приспособление для установки и сама деталь упираются в неподвижный корпус 5 станины.
Правая часть станины приставная и служит для монтажа узлов автоматического подвода и отвода протяжки. Необходимые движения осуществляются вспомогательным силовым цилиндром, смонтированным в правой части станка. Происходит это следующим образом. При рабочем ходе влево салазки вспомогательного патрона 4 сопровождаю протяжку до тех пор, пока не коснутся жесткого упора. При этом связь между протяжкой и патроном прерывается с помощью специального кулачка. После этого происходит рабочий ход, осуществляемый силовым цилиндром 2. При обратном ходе задний хвостовик протяжки снова входит во вспомогательный патрон и толкает его вправо в исходное положение.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход – замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается отсутствием подвода и отвода протяжки.
Все исполнительные движения: подвод протяжки, медленный рабочий ход, быстрый рабочий ход, обратный ход, отвод протяжки осуществляются с помощью гидропривода.