

5. Проектирование маршрутной технологии.
|
№ |
название |
оборудование |
оснастка |
инструмент |
|
005 |
Отрезка |
Гильотинные ножницы Н 3121 |
|
Линейка 1-1000 Гост 427-75 |
|||
|
010 |
Вырубка |
Пресс К2130 |
Штамп
|
Штангенциркуль ШЦ-1-125-0.1 Гост 166-89 |
|||
|
020 |
Голтовка |
Барабан голтовочный |
Тара
|
|
|||
|
030 |
Гибка |
Пресс К2130 |
Штамп
|
|
|||
|
040 |
Термическая |
Печь |
|
|
|||
|
050 |
Контроль |
Стол |
|
|
|||
|
060 |
Разрезка |
ЗА64Д |
Шлифовальный круг, Круг отрезной. |
Штангенциркуль ШЦ-1-125-0.1 Гост166-89 |
|||
|
070 |
Слесарная |
Верстак слесарный |
Бабка зачистная
|
Радиусомер Универсальный ТЖ8381-6153 Плита Ш-1-250*250 Гост10905-86 |
|||
Данная технология позволяет изготавливать деталь «Пружину» за минимальное количество операций из за применения комбинированной оснастки. Что позволяет экономить время увеличивает точность размеров , но в то же время делает его дороже .
6. Выбор оптимального варианта раскроя.
Так
как сопряжение различных участков
наружного контура происходит с
закруглением, примем раскрой с отходами.
Рассмотрим раскрой листов на полосы
размером 40.5 1000 мм. в которой заготовки штампуются
друг за другом выбираем перемычки по
данным из техпроцеса. Для материала
толщиной s=0.3
мм. и наибольшего размера штампуемых
заготовок D=27.3
мм. принимаем межконтурную перемычку
в=6.6 мм, перемычку в2=11 мм. а отступ от
края в1=6.05мм. Тогда получаемая заготовка
для операции «Вырубки» имеет размер
40.5 х 39.4 мм. тогда из одной ленты выйдет
25 заготовок.
1000 мм. в которой заготовки штампуются
друг за другом выбираем перемычки по
данным из техпроцеса. Для материала
толщиной s=0.3
мм. и наибольшего размера штампуемых
заготовок D=27.3
мм. принимаем межконтурную перемычку
в=6.6 мм, перемычку в2=11 мм. а отступ от
края в1=6.05мм. Тогда получаемая заготовка
для операции «Вырубки» имеет размер
40.5 х 39.4 мм. тогда из одной ленты выйдет
25 заготовок.
Коэффициент использования материала η:
η
= =
=
 = 0.19
= 0.19 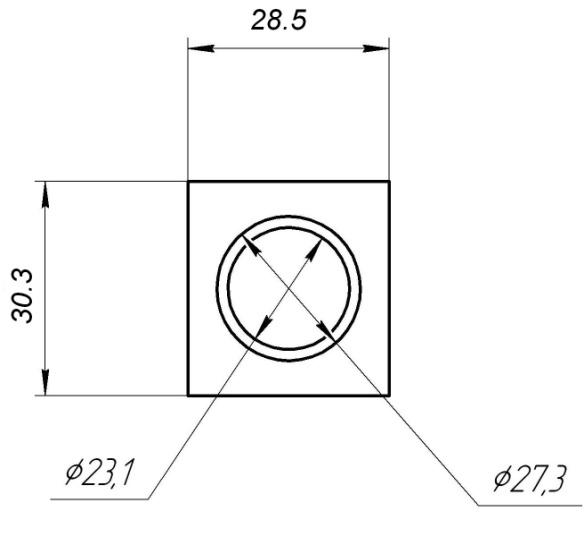
где
:
 - площадь детали.
- площадь детали.
 - площадь заготовки.
- площадь заготовки.
Коэффициент использования материала (попросту говоря, раскрой) подразумевает оптимизацию расположения деталей на листе, рулоне или куске материала для уменьшения отходов. Чем он больше, тем меньше отходы сырья при максимальном количестве высеченных деталей. Повысить коэффициент использования материала при высечке с получением максимального количества заготовок из рулона или листа часто удаётся за счёт очень плотной компоновки высеченных штампов или применения методики раскладки.

Данный способ раскроя не очень экономически оправдан ,но очень удобен если будет применена автоматическая подача материала в штамп ненужно менять оснастку штампа при автоматизации.
7. Описание работы и технические характеристики гильотинных
ножниц Н 3121.
Для операции «Отрезка» используются гильотинные ножницы Н 3121
Гильотинные ножницы Н 3121
Гильотинные ножницы Н 3121 предназначены для резки листового материала. На гильотинных ножницах Н 3121 может производиться резка листов как по разметке, так и без нее - по заднему или боковому упорам с наибольшими размерами 12х2000мм.
Станина гильотинных ножниц Н 3121 сварная, из листовой стали. Две боковые стойки соединены столом и тремя стяжками. Стол, к которому крепится нижний нож, имеет регулировку для установки необходимого зазора.
Привод ножниц гильотинных Н 3121 осуществляется от электродвигателя через клиноременную передачу и двухступенчатый цилиндрический редуктор, конструкция закрытого цилиндрического редуктора обеспечивает значительное уменьшение шумовых характеристик ножниц. Ножевая балка гильотинных ножниц Н 3121 получает возвратно-поступательное движение от коленчатого вала через шатуны и имеет пружинные уравновешиватели.
Конструкция соединения ножевой балки с шатунами предусматривает возможность увеличения открытой высоты ножей на 20 мм, что необходимо для продольной резки листа. Прижим разрезаемого листа к столу осуществляется индивидуальными подпружиннеными штоками. Муфта включения жесткая с двумя поворотными шпонками и электромагнитом. Конструкция муфты включения главного привода обеспечивает надежную работу листовых ножниц без воздуха, что значительно снижает эксплуатационные расходы.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах. Управление ножниц кнопочное и от педали. Смазка основных механизмов комбинированная.