

Содержание.
1. Введение.
2. Деталь.
3. Анализ технических требований.
4. Анализ свойств материала детали.
5. Проектирование маршрутной технологии.
6. Выбор оптимального варианта раскроя.
7. Описание работы и технические характеристики гильотинных
ножниц Н 3121.
8. Усилие на отрезку .
9. Формообразующие операции «Вырубка – Пробивка».
10. Устройство и работа комбинированного штампа
совмещенного действия.
11. Расчет усилия гибки.
12. Работа гибочного штампа.
13. Описание работы технических характеристик пресса.
14. Способы обеспечения безопасности при эксплуатации
механических прессов.
1. Введение .
Целью курсовой работы является закрепление знаний , полученных по дисциплине «Технологические процессы в машиностроении», приобретение практического опыта по разработке технологических процессов листовой штамповки, расчету и конструированию штампов , технике оформления чертежей.
В процессе работы студент должен приобрести навыки самостоятельной работы , умение пользоваться технической и патентной литературой , стандартами и нормами. В работе необходимо использовать новые прогрессивные способы обработки металлов давлением , достижения науки и техники . Выбор варианта технологического процесса и конструкции штампа должны определяться максимальной технико-экономической эффективностью изготовления детали.
ХЛШ –это обработка различных материалов давлением при помощи штампов (инструмент) на прессах (оборудование). Это самостоятельный вид технологии, обладающий рядом особенностей: высокой производительностью, возможностью получения самых разнообразных по форме и размерам полуфабрикатов и готовых деталей (от десятков доле миллиметров до десятков метров), возможностью механизации и автоматизации штамповки путем создания комплексов оборудования, обеспечивающих выполнение всех операций производственного процесса в автоматическом режиме (в том числе роторных и роторно-конвейерных линий), возможностью получения взаимозаменяемых деталей с высокой точностью размеров без дальнейшей обработки резанием.
Исходным материалом для ХЛШ служит металлопрокат в виде листов, рулонов, лент, полосы.
ХЛШ применяется при изготовлении самых разнообразных деталей, в том числе автокузовных, деталей цельнометаллических летательных аппаратов, лопаток двигателей летательных аппаратов, электрических машин (пластины ротора, статора), изделий народного потребления (металлическая посуда и др.). Она применяется практически во всех отраслях промышленности, связанных с металлообработкой – от микроэлектроники до ракетостроенияи атомного машиностроения.
ХЛШ наиболее широко применяется в массовом и крупносерийном производстве, когда затраты на штампуемую оснастку особенно рентабельны. наряду с этим ЛШ с успехом применяется и в мелкосерийном производстве. при этом наибольшая рентабельность достигается при использовании специальных средств и способов штамповки, обеспечивающих выпуск мелких партий изделий с минимальными затратами. К их числу относятся: штамповка энергией взрывной волны, электрического разряда в жидкости, магнитного поля высокой напряженности и др.
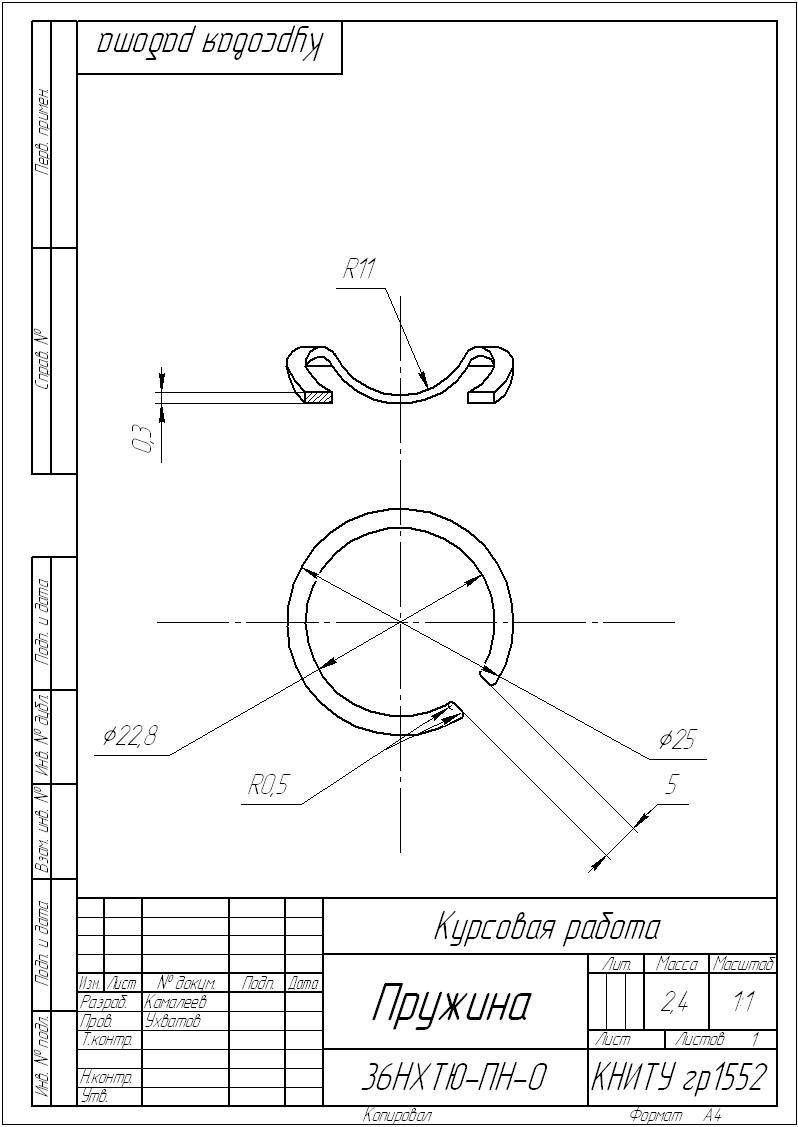
2. Деталь.
Изделие «Пружина» служит для крепления металлических бронешлангов, а так же используется для крепления и стопорения ненагруженных и слабонагруженных деталей типа «чека», «шток». Данное изделие изготавливается из металлической ленты материала 36НХТЮ-ПН-О методом холодной штамповки и выпускается серийно.
Деталь технологична по следующим показателям :
- отсутствуют узкие длинные вырезы и прорези контура, конфигурация детали несложная;
- сопряжения сторон наружного контура выполнены с закруглением;
- отверстия в детали больше наименьшего размера пробиваемых отверстий (0.1×s), где s – толщина материала, составляет 0.3 мм;
- отсутствуют острые углы при переходе между отдельными элементами её контурами.
Деталь нетехнологична:
- конфигурация детали не обеспечивает выгодное использование листового материала, что не позволяет применять малоотходный раскрой;