

6.Выполнение основных технологических операций токарной обработки.
6.1Обтачивание, подрезание и отрезание заготовок Обтачивание гладких наружных цилиндрических поверхностей.
Перед началом обтачивания на основании изучения чертежа и обмера заготовки определяют, какой толщины слой металла необходимо срезать и за сколько рабочих ходов (проходов) можно это сделать. Цилиндрические поверхности обтачивают за один или несколько рабочих ходов в зависимости от величины припуска на обработку.
При обтачивании детали до заданного диаметра резец устанавливают на требуемую глубину резания следующим образом:
сообщают детали вращательное движение;
вращением маховичка продольной подачи и рукоятки вин- та поперечной подачи вручную подводят резец к правому торцу детали так, чтобы его вершина коснулась поверхности детали;
вручную отводят резец вправо от детали и вращением рукоятки винта поперечной подачи устанавливают его на нужную глубину резания.
После этого деталь обтачивают с ручной подачей на длине 3—5 мм, отводят резец, останавливают станок и измеряют диаметр обточенной поверхности штангенциркулем. Если диаметр превышает требуемый размер, резец устанавливают на несколько большую глубину, снова производят обтачивание и измерение. Таким образом, деталь обрабатывают до тех пор, пока не будет получен заданный размер.
Для установки резца на глубину резания у токарных станков имеется специальное приспособление - лимб.
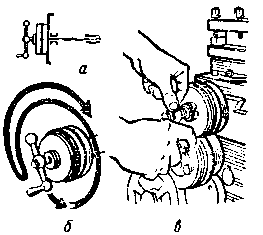
Рис. 26 Лимб поперечной подачи токарного станка:
а - схема лимба; б - вращение рукоятки для устранения зазора; в - установка размера
Лимб поперечной подачи расположен на оси рукоятки винта поперечной подачи. Он представляет собой втулку или кольцо, на окружности которого нанесены деления (рис. 26). Приступая к работе, нужно определить величину перемещения, соответствующую на данном станке одному делению лимба. Пользуясь лимбом, следует помнить, что при перемещении резца вперед в поперечном направлении на какую-либо величину радиус детали после прохода уменьшится на такую же величину, а диаметр детали — на удвоенную. Для того чтобы уменьшить диаметр детали, например, с 30,2 до 28,4 мм, т. е. на 1,8 мм, необходимо переместить резец вперед на 0,9 мм. При цене деления лимба 0,05 мм па радиус лимб следует повернуть на 18 делений (0,9:0,05=18).
Устанавливая резец на глубину резания с помощью лимба поперечной подачи, необходимо учитывать зазор между винтом и гайкой, чтобы не допустить погрешности при установке резца по лимбу, рукоятку винта необходимо вращать только по часовой стрелке, предварительно сделав один оборот против часовой стрелки.
Лимб продольной подачи представляет собой вращающийся диск большого диаметра, расположенный на передней стенке фартука за маховиком продольной подачи. На окружности диска нанесены равные деления (цена каждого деления 0,02— 1 мм). При вращении маховика поворачивается и лимб, связанный зубчатой передачей с колесом продольной подачи. Таким образом, если в начале резания лимб установить на нулевое деление, то определенному продольному перемещению суппорта с резцом будет соответствовать поворот лимба на определенное число делений относительно неподвижной риски.
После установки глубины резания выбирают подачу, которая зависит главным образом от допускаемой шероховатости обработанной поверхности. Для черновых рабочих ходов подачу принимают равной - 0,5—1,2 мм/об, для чистовых — 0,02— 0,4 мм/об.
Далее определяют допустимую скорость резания. Она зависит в основном от стойкости резца. Средние значения допустимой скорости резания для наружного точения приведены в таблице 5.
Таблица 5.
Средние значения скорости резания для наружного точения, м/мин
|
Материал резца |
Обрабатываемый материал |
Вид обработки | |
|
черновая |
Чистовая | ||
|
Быстрорежущая сталь Р6М5 |
Сталь |
20—30 |
30—45 |
|
Твердый сплав ВК8 |
Чугун |
60-80 |
80-100 |
|
Твердый сплав Т15К6 |
Сталь |
100-140 |
150-220 |
Зная скорость резания и диаметр заготовки, можно определить частоту вращения шпинделя стайка. Фактическую частоту вращения, ближайшую к расчетной (не превышающую ее), выбирают из ряда частот вращения шпинделя, которые обеспечивает коробка скоростей станка (см. рис. 3).