

3.Токарно-затыловочные станки
3.1 Основные сведения о затыловании.
Для придания задней поверхности зубьев режущих инструментов (особенно фасонного) криволинейной формы (обычно спирали Архимеда) применяют затылование на токарно-затыловочных станках. Затылуют чаще всего фрезы. Процесс затылования заключается в том, что фрезу с предварительно профрезерованными канавками между зубьями закрепляют на станке. Фреза получает вращение а резец возвратно-поступательное движение в поперечном направлении. Для этого применяют кулачки специального профиля.
На рис.16 показан сменный кулачок затыловочного станка. Участок аЬсна кривой кулачка создает движение формообразования (в это время резец движется на затылуемую фрезу), а участокса— вспомогательное движение (на этом участке резец быстро отводится назад).
Кулачки устанавливают в специальном суппорте (рис. 17). Подвижная часть суппорта 1 с пальцем2прижимается к кулачку3пружиной4.Движение подвижной части суппорта1вперед происходит под действием рабочей кривой вращающегося кулачка, а возврат в исходное положение — по кривой кулачка для вспомогательных движений под действием пружины4.
Затылование дисковых фасонных фрезпроисходит при непрерывном и равномерном вращении фрезы и непрерывно повторяющемся возвратно-поступательном движении резца в поперечном направлении (рисунок 18, а). Во время поворота фрезы на угол, соответствующий дугеаЬ, резец движется на фрезу и снимает припуск. Затем резец быстро отводится назад, и когда фреза повернется на угол, соответствующий дугеЬс, он займет исходное положение для снятия припуска у очередного зуба фрезы. После каждого оборота заготовки резцу сообщают поперечную подачу. Резец имеет фасонный профиль, соответствующий профилю зубьев затылуемой фрезы.
Расчетные перемещения конечных звеньев станка при затыловании дисковой фрезы, имеющей zзубьев:
nмин-1электродвигателяnмин-1 шпинделя;
1 оборот шпинделя zдвойных ходов резцаzоборотов кулачка.
|
|
|
|
|
Рисунок 16 – Сменный кулачок затыловочного станка |
Рисунок 17 – Суппорт кулачок затыловочного станка |
Рисунок 18 – Схема затылования дисковой фасонной фрезы |
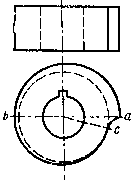
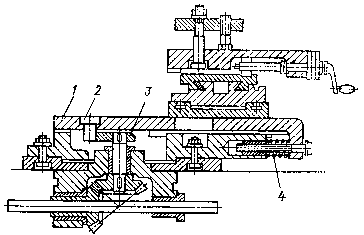
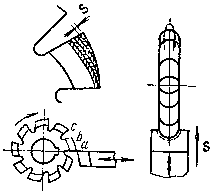

рисунок 19 – Универсальный токарно-затыловочный станок:
1 – станина; 2 – коробка подач; 3 – передняя бабка с коробкой скоростей; 4 – суппорт; 5 – фартук; 6 – каретка; 7 – задняя бабка; 8 – электрошкаф; 9 – гидропривод
3.2 Универсальный токарно-затыловочный станок 1б811
На станке, приведенном на рис. 19, производят затылование одно- и многозаходных червячных модульных фрез, а также гребенчатых, дисковых и фасонных фрез и инструментов с прямыми, косыми или торцовыми зубьями. На этом станке можно выполнять также все виды токарных работ. Особенностями станка являются специальная конструкция суппорта, позволяющего осуществлять затыловочные движения; наличие кинематических цепей делительного движения и дополнительного вращения кулачка, отсутствующих у токарно-винторезных станков. Кроме того, у станка 1Б811 имеются дополнительные устройства, обеспечивающие его работу по полуавтоматическому циклу. Техническая характеристика в таблице 11.1.
Таблица 1. –
Техническая характеристика станка
|
Высота центров, мм |
260 |
|
Расстояние между центрами, мм |
710 |
|
Максимальный диаметр затылуемых деталей, мм: над станиной над нижней частью суппорта |
520 240 |
|
Наименьший и наибольший шаги нарезаемой и затылуемой резьб: метрической, мм дюймовой, число ниток на 1" |
0,5—240 3/16—10" |
|
Наибольшая глубина затылования, мм |
18 |
|
Частота вращения шпинделя, мин-1: при прямом вращении при обратном вращении |
2,8—63 8,1—192 |
|
Подача, мм/об |
0,1—1 |
|
Наибольшая длина затылования, мм |
550 |