

-
Цели работы:
- изучить функциональное предназначение всех элементов САР пневмосистемы машины контактной сварки с линейно изменяемым сварочным усилием;
- исследовать имитационную модель САР пневмосистемы с целью определения характера влияния основных возмущающих воздействий на параметры силового цикла.
-
Содержание работы
Лабораторная работа № 5 посвящена изучению САР пневмосистемы машины контактной сварки и формируемых этой пневмосистемой силовых циклов сварки с изменяемым сварочным усилием во времени по линейному закону.
В случае точечной сварки ответственных конструкций из алюминиевых и магниевых сплавов толщиной свыше 4+4 мм наиболее близкой к оптимальной будет программа нарастания усилия во времени по линейному закону. Приведенная на рисунке 1. схема пневмосистемы и позволяет получить нарастание сварочного усилия по линейному закону.
Для линеаризации процесса нарастания усилия может быть использована схема с регулируемым дросселем. В системе имеется общий редукционный клапан 13, клапан 3 для управления давлением в верхней камере цилиндра 4, клапаны 1 и 2 для создания сварочного усилия и клапан 12 для выпуска воздуха из нижней камеры цилиндра. Схема включает также главный дроссель 8, вспомогательный дроссель 6, клапан 5 и обратный клапан 7.
При подаче давления через клапан 12 в нижнюю камеру цилиндра 4 давление одновременно подается на поршень дросселя 8 и заставляет последний занять положение, соответствующее его минимальному начальному открытию. Для создания сварочного усилия клапан 12 соединяет нижнюю камеру с атмосферой через главный дроссель 8. При этом воздух из поршневой камеры дросселя 8 через вспомогательный дроссель 6 и запорный клапан 5 стравливается в атмосферу. Дроссель 8 под действием пружины перемещается и постепенно увеличивает сечение для выхода воздуха из камеры цилиндра. Скорость открытия главного дросселя может регулироваться вспомогательным дросселем 6. При отсутствии в схеме запорного клапана 5 воздух из поршневой камеры дросселя 8 может направляться непосредственно в трубопровод между клапаном 12 и цилиндром.
Упругий элемент 10 между рабочим поршнем 9 и ползуном 11 обеспечивает легкую подвижность верхнего электрода при тепловом расширении деталей в процессе сварки. Кроме того, наличие упругого элемента
уменьшает вероятность заклинивания пневмопривода и несколько снижает ударную нагрузку при соприкосновении электрода со свариваемой деталью.
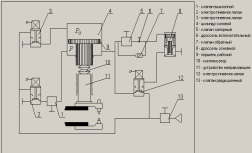
Рис. 1. схема пневмосистемы с нарастанием сварочного усилия по линейному закону
Благодаря упругому элементу можно измерять и контролировать усилие на электродах по величине смещения ползуна относительно штока поршня. В силу того, что с течением времени проходное сечение дросселя 8 увеличивается, а падение давления в нижней камере ускоряется, то и закон изменения давления приближается к линейному. Пропорциональное время открытия главного дросселя 8 может быть достигнуто путем экспериментального подбора его конструктивных параметров, формы и величины начального проходного сечения. Следует отметить, что для перемещения дросселя 8 с постоянной скоростью, он должен быть выполнен в виде цилиндрического золотника. В принципе, принудительно задавая соответствующий закон движения дросселя 8, можно получить различные программы изменения усилия (в том числе, и с линейно изменяемым сварочным усилием).
-
Порядок выполнения работы
Изучить на лабораторной установке и по приведенной схеме (рис. 1.) конструкцию и принцип действия пневмосистемы машины контактной сварки с изменяемым во времени по линейному закону сварочным усилием.
Изучить функциональное предназначение всех элементов пневмосистемы машины контактной сварки с линейно изменяемым сварочным усилием.
Исследовать имитационную модель пневмосистемы с целью определения характера влияния основных возмущающих воздействий на параметры силового цикла. Имитационная модель представляет собой компьютерную реализацию математической модели, описывающей процессы, происходящие в пневмоприводе при изменении управляющих воздействий. Программное обеспечение выполнено на языке Delphi. Конечным результатом отработки программы является диаграмма силового цикла, построенная в реальном времени. Результатом исследования является определения характера влияния основных возмущающих воздействий на параметры силового цикла. Перед началом выполнения испытаний имитационной модели необходимо тщательно изучить соответствующие разделы «Справки», имеющейся в программе.
1. Произвести испытания имитационной модели, заполнить таблицу по форме 1 и выполнить регрессионный анализ полученных данных (определить угловой коэффициент уравнения линии нарастания сварочного усилия).
Таблица 1.
Результаты испытания имитационной модели
|
№ режима |
давление сжатого воздуха рр.ном, Па (задается) |
Начальное сварочное усилие Рсв.н, Н (задается) |
Время сварки tсв, с (задается преподавателем) |
Конечное сварочное усилие Рсв.к, Н |
Нарастание сварочного усилия ΔРсв, Н |
|
2 |
720 |
3500 |
0,5 |
4625 |
1125 |
|
3 |
620 |
3250 |
0,7 |
6330 |
3080 |
|
4 |
640 |
4500 |
0,4 |
7000 |
2500 |
|
5 |
520 |
4750 |
0,3 |
7750 |
3000 |
|
6 |
680 |
2750 |
0,9 |
14000 |
11250 |
Угловые коэффициенты:
Режим 2: 1125/0,5=2250
Режим 3: 3080/0,7=4400
Режим 4: 2500/0,4=6250
Режим 5: 3000/0,3=10000
Режим 6: 11250/0,9=12500
2. Определение зависимости продолжительности цикла от величины рабочего давления сжатого воздуха (при работе системы в режиме № 5, Рсв =4250 Н и tсв =0,8 с)
Таблица 2.
Результаты испытания имитационной модели
|
№ опыта |
давление рр.ном, Па (задается преподавателем) |
Продолжитель-ность цикла tц, с. |
Производительность, циклов, циклов в с. |
|
1 |
570 |
1,07 |
0,935 |
|
2 |
620 |
1,01 |
0,99 |
|
3 |
640 |
1 |
1 |
|
4 |
520 |
1,38 |
0,725 |
|
5 |
680 |
0,975 |
1,026 |
График зависимости tц = f(рр.ном).
