

4.1. Цели работы:
- изучить функциональное предназначение всех элементов САР пневмосистемы машины контактной сварки с импульсно изменяемым сварочным усилием;
- исследовать имитационную модель САР пневмосистемы с целью определения характера влияния основных возмущающих воздействий на параметры силового цикла.
4.2. Содержание работы
Лабораторная работа № 4 посвящена изучению САР пневмосистемы машины контактной сварки и формируемых этой пневмосистемой силовых циклов сварки с импульсно изменяемым сварочным усилием.
Приведенная схема привода с импульсным изменением сварочного усилия (рис. 4.1), позволяет получить нарастание или понижение сварочного усилия по любому требуемому закону.
На рисунке 4.1. показаны пневмораспределитель с электрическим управлением (в дальнейшем - клапан) 3 служит для впуска и выпуска воздуха из верхней камеры цилиндра 4, клапан 2 и выхлопной клапан 1 - для выброса воздуха из нижней камеры и получения ковочного усилия. Впуск и выпуск воздуха из нижней камеры осуществляется с помощью клапана 5. В состав схемы дополнительно входят дроссель 6, клапан 7 и редукционный клапан 9, создающий давление рт > р0. В период сварки клапан 5 соединяет нижнюю камеру цилиндра 4 с клапаном 7. Клапан 7 попеременно соединяет эту камеру с источником давления рт и с атмосферой, при этом продолжительность включений и выключений клапана программируется от цикла к циклу задающим генерирующим устройством 8. В результате давление в камере под поршнем изменяется по требуемому закону в виде отдельных импульсов.
Упругий элемент 11 между рабочим поршнем 10 и ползуном 12 обеспечивает легкую подвижность верхнего электрода при тепловом расширении деталей в процессе сварки. Кроме того, наличие упругого элемента уменьшает вероятность заклинивания пневмопривода и несколько снижает ударную нагрузку при соприкосновении электрода со свариваемой деталью.
При постоянной продолжительности включений и выключений клапана 7 будут иметь место пульсирующие изменения сварочного усилия, частота которых определяется частотой включения клапана 7, а амплитуда - величиной открытия дросселя 6. По такому же принципу можно изменять усилие, если заполнять порциями воздуха верхнюю камеру цилиндра или стравливать воздух из нижней камеры, комбинируя при этом разное время открытия клапана и пауз между ними. Нужная продолжительность открытий клапана при впуске и выпуске воздуха определяется путем расчета или графического построения этих процессов по отдельным участкам программы изменения усилия.

рис. 4.1. схема привода с импульсным изменением сварочного усилия
4.3. Порядок выполнения работы
Изучить на лабораторной установке и по приведенной схеме (рис. 4.1.) конструкцию и принцип действия пневмосистемы машины контактной сварки с импульсно изменяемым сварочным усилием.
Изучить функциональное предназначение всех элементов пневмосистемы машины контактной сварки с импульсно изменяемым сварочным усилием.
Исследовать имитационную модель пневмосистемы с целью определения характера влияния основных возмущающих воздействий на параметры силового цикла.
Имитационная модель представляет собой компьютерную реализацию математической модели, описывающей процессы, происходящие в пневмоприводе при изменении управляющих воздействий. Программное обеспечение выполнено на языке Delphi. Конечным результатом отработки программы является диаграмма силового цикла, построенная в реальном времени. Результатом исследования является определения характера влияния основных возмущающих воздействий на параметры силового цикла.
Перед началом выполнения испытаний имитационной модели необходимо тщательно изучить соответствующие разделы «Справки», имеющейся в программе.
1. Определение частоты и амплитуды импульсов сварочного усилия при работе системы в режиме № 2.
Таблица 4.1.
Результаты испытания имитационной модели
|
№ |
Время сварки tсв, с (задается преподавателем) |
Число полных волн nсв за время tсв |
Частота импульсов fсв, Гц |
Нараста-ние свароч-ного усилия ΔРсв, Н |
Амплитуда импульсов Асв, Н |
|
1 |
0,3 |
5 |
20 |
150 |
105 |
|
2 |
0,5 |
9 |
18,181 |
151 |
100 |
|
3 |
0,6 |
11 |
18,181 |
152,5 |
102 |
|
4 |
0,7 |
13 |
20 |
153,5 |
100 |
|
5 |
0,9 |
17 |
20 |
154,95 |
100 |
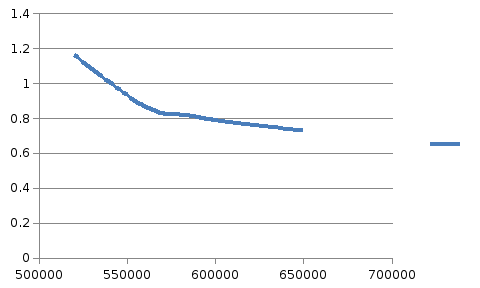
2. Определение зависимости продолжительности цикла от величины рабочего давления сжатого воздуха (при работе системы в режиме № 3, Рсв = 4500 Н и tсв = 0,6., с)
Таблица 4.2.
Результаты испытания имитационной модели
|
№ |
давление рр.ном, Па (задается преподавателем) |
Продолжительность цикла tц, с |
Производительность, циклов/с |
|
1 |
520·103 |
1,165 |
0,8584 |
|
2 |
560·103 |
0,87 |
1,149 |
|
3 |
580·103 |
0,82 |
1,22 |
|
4 |
600·103 |
0,79 |
1,266 |
|
5 |
600·103 |
0,73 |
1,37 |
Примечание: По полученным данным построить зависимости tц = f(рр.ном).
Вывод:
1.При
данном режиме работы увеличением
времени сварки приводит к нарастанию
числа полуволн импульсов и снижению
нарастания сварочного усилия
 .
.
2.с
увеличением рабочего давления сжатого
воздуха
 продолжительность цикла
продолжительность цикла
 уменьшается, а также уменьшается
производительность.
уменьшается, а также уменьшается
производительность.
Лабораторная работа №5. Исследование принципа действия САР пневмосистемы машины контактной сварки с линейно изменяемым сварочным усилием.