

Классификация собственных напряжений
Признаки классификации
|
Собственные напряжения |
|||
Причины, вызвавшие напряжения |
Вызванные механическими упругими деформациями или пластическим деформированием при сборке, монтаже и правке |
Вызванные упругими и пластическими деформациями вследствие неравномерного нагрева детали |
Вызванные структурными и фазовыми превращениями вследствие неравномерного изменения объема тела |
|
Период существования |
Временные, существуют в период выполнения технологической операции или протекания физического процесса |
Остаточные, сохраняются устойчиво в течение длительного периода |
||
Степень многоосности |
Одноосные |
Двухосные |
Трехосные |
|
Объем, в котором напряжения уравновешены |
1-го рода, уравновешиваются в макрообъемах |
2-го рода, уравновешиваются в пределах зерен |
3-го рода, уравновешиваются в пределах кристаллической решетки |
|
Независимо от характера распределения напряжений в теле собственные напряжения в пределах любого сечения, полностью пересекающего все тело, всегда уравновешены как по сумме сил, так и по сумме моментов сил, т. е. соблюдаются условия
SР = 0; SМ = 0 (7)
Перемещения. Суммирование деформаций приводит к образованию перемещений. Если обозначить перемещения соответственно осям X, Y, Z буквами и, v, w, то наблюдаемые деформации можно выразить через перемещения следующим образом:
![]()
![]()
![]() (8)
(8)
![]()
![]()
![]() (9)
(9)
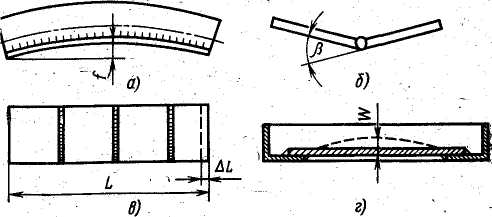
При сварке обычно интересуются не перемещениями отдельных точек конструкции, а более наглядными представлениями, например прогибом балки f (рис. 2, а), углом поворота сваренных пластин b (рис. 2,б); укорочением элемента после сварки DL (рис. 3, в), величиной выхода листа из плоскости W (рис. 3, г) и др.
Оси координат и обозначения деформаций и напряжений. Сложилась определенная система расположения осей координат в теорий сварочных деформаций.
В свариваемых пластинах ось Ох располагается обычно вдоль шва, ось Оу направлена по ширине пластины В, а ось Oz в направлении толщины s (рис. 3).
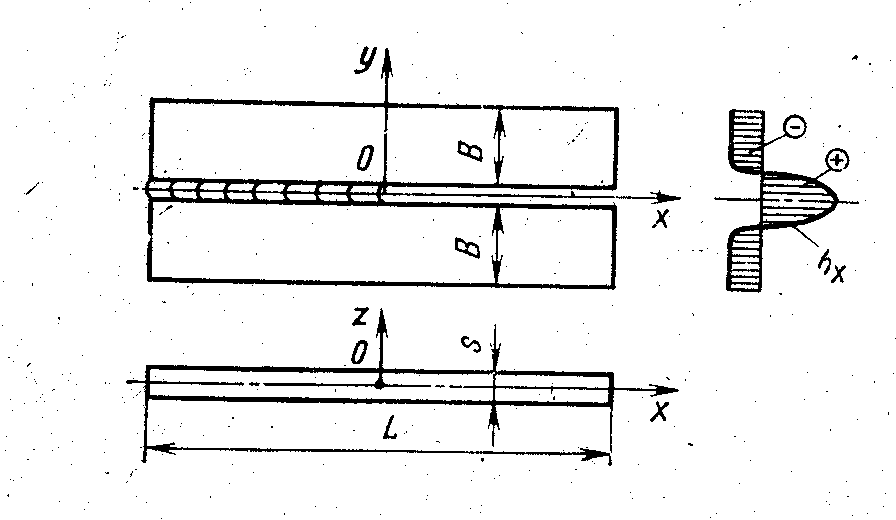
Рис. 3. Распределение одноосных напряжений при сварке узких полос
Соответственно напряжения и деформации вдоль шва имеют индекс х, поперек шва — индекс у, в направлении толщины —индекс z. Например, в длинной сваренной пластине, если не рассматривать напряжения у концов, возникают одноосные остаточные напряжения sх. Строго говоря, остаточные напряжения обычно трехосны. Но когда один из компонентов мал, например sz по толщине при сварке тонкого листа, то им пренебрегают и считают напряжения двухосными. В случае, когда малы и напряжения sу, -напряжения считают одноосными. В цилиндрических оболочках используется цилиндрическая система координат; ось X направлена обычно вдоль оси оболочки.
В ряде случаев удобна полярная система координат, например при осесимметричном нагреве, выполнении круговых швов и др. Для компонентов напряжений и деформаций в радиальном направлении используют индекс r, а в окружном — индекс t.