

6.2. Термічна обробка полімерних матеріалів.
Термічна обробка полімерних матеріалів є одним з найважливіших процесів всього комплексу переробки полімерів. Навіть у тому випадку, коли до виробу з пластмас не пред'являються вимоги високої міцності або зносостійкості, все ж для зняття внутрішньої напруги, що утворюється при виготовленні будь-якої деталі, необхідно застосовувати термообробку.
Без перебільшення можна відзначити, що відповідною термообробкою термопластичних полімерних матеріалів, що кристалізуються, наприклад поліамідів, можна підвищити, густину, твердість, молекулярну вагу, межу міцності при розтягуванні, стискуванні, питому ударну в'язкість, зносо-стійкість і, нарешті, стабільність геометричних розмірів деталей в процесі їх експлуатації.
Повільним охолоджуванням виробу в пресформі практично неможливо досягти бажаного розміру вторинних надмолекулярных структур. Введення в полімер, що переробляється, гетерогенних зародків кристалізації, що наводять до утончення його надмолекулярної структури, ще не вийшло за рамки академічних досліджень.
Термообробка служить одним з найбільш доступних методів регулю-вання структури виробів конструкційного призначення з полімерів.
6.3. Методика приготування зразків
Для проведення досліджень зразки отримували за наступною схемою: таблетування; підсушування таблеток; гаряче пресування і охолодження. Полімер таблетували до отримання суцільної таблетки. Отриману таблетку висушували у термошафі при температурі 453 К на протязі 1 години.
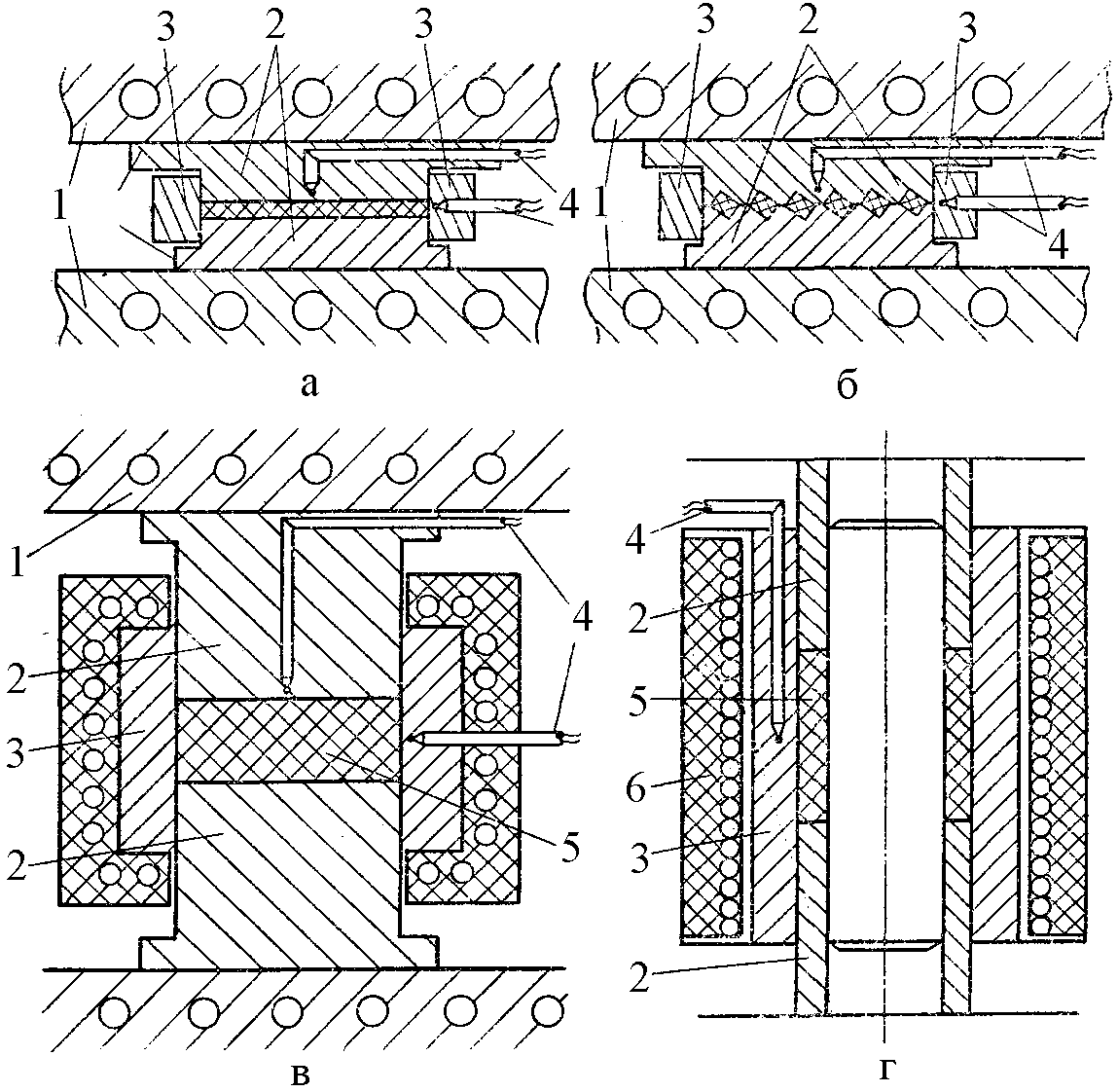
Рис. 6.1. Конструкції компресійних форм для виготовлення дослід-ницьких зразків з матеріалів на основі фенілону С2: а, б – форми з нагріванням за допомогою плит преса; в – форми з комбінованим нагріванням за допомогою плит преса та бокового нагрівача; г – форми з нагріванням за допомогою бокового нагрівача.
Виготовлення зразків здійснювалося методом пресування у пресформах з підігрівом при температурі 613 К і питомому тиску 40 МПа, за наступною схемою: завантаження композиції у пресформу при температурі пресформи 543 К; нагрівання до 613 К і витримка без тику протягом 5 хвилин; витримка під тиском протягом 5 хвилин, охолодження під тиском до температури 493 К. Пресформи, які використовувалися у даній роботі мають наступний вигляд (рисунок. 6.1).
6.4 Методика термічної обробки.
Термічну обробку вихідного фенілону проводили в середовищі ПМС, гліцерину та на повітрі.
Термообробку зразка з фенілону в середовищі ПМС та гліцерину проводили за наступною схемою:
Зразок помістили у фарфорову склянку з ПМС.
Склянку помістили у муфельну піч .
Проводили нагрів до температури 220 0С зі швидкістю 10 град/хв.
При цій температурі зразок витримували в муфелі протягом 1 години.
Піч охолоджували до температури 20 0С протягом 5 годин.
Разом з тим, термічну обробку зразків з фенілону С2 на повітрі проводили за аналогічною схемою: отриманий зразок помістили в муфельну піч та проводили нагрів до температури 2200С зі швидкістю 8 град/хв. При цій температурі зразок витримували в муфелі протягом 1 години. Після чого піч охолоджували до температури 200С протягом 5 годин.
Після термообробки зразки витримували на повітрі при нормальних умовах напротязі 10 діб, після чого досліджували їх властивості.