

1.4.2. Приводы патронов
В токарных станках с ЧПУ применяют пневматические, гидравлические и электромеханические приводы патронов. Они должны обеспечивать минимальное время зажима-разжима заготовки; регулирование силы зажима для возможности на одних и тех же станках с ЧПУ производить черновую и чистовую обработку; достаточную силу зажима для передачи требуемого крутящего момента; поддержание давления воздуха (или масла) даже в случае аварийного падения давления.
Надежность и безопасность работы кулачковых патронов, особенно вращающихся с высокой частотой, существенно могут быть повышены при согласовании систем управления патронами и станками. При этом должны быть реализованы следующие требования:
шпиндель станка должен включаться лишь после подачи давления »в цилиндр, при перемещении кулачков только в заданном диапазоне и после закрытия рабочей зоны станка;
доступ в рабочую зону станка должен быть открыт только при невращающемся шпинделе;
заготовка должна раскрепляться только после остановки шпинделя;
при внезапном прекращении подачи энергии заготовка должна оставаться надежно закрепленной, одновременно должен быть подан сигнал для автоматического отключения привода шпинделя станка.
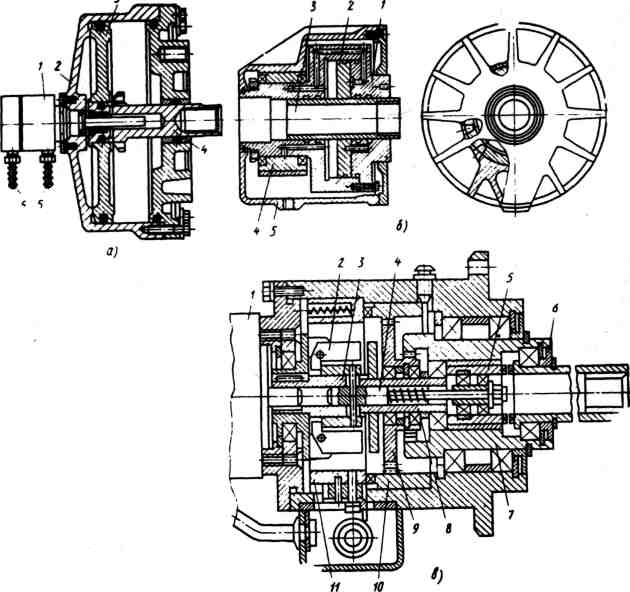
Рис. 1.12. Механизированные приводы:
а — пневматический; б — гидравлический; в — электромеханический
Пневматический вращающийся одинарный цилиндр П-ЦВ (рис. 1.12, а) состоит из двух основных частей: воздухопроводящей муфты 1 и цилиндра 2, устанавливаемого на заднем конце шпинделя станка, Для присоединения тяги патрона предназначено резьбовое отверстие на выступающем конце штока. Воздухоподводящая муфта присоединяется к цилиндру через фланец с помощью винтов. Сжатый воздух подается через ниппель 6, центральное отверстие в стержне, и осевое и радиальные отверстия в штоке 4 в правую полость цилиндра. Под действием давления воздуха (0,4—0,6 МПа) поршень 3 перемещается влево, создавая на штоке 4 тянущую силу зажима. Через ниппель 5, радиальные отверстия и скосы в стержне сжатый воздух подается в левую полость цилиндра, поршень перемещается вправо, создавая на штоке толкающую силу.
Гидравлические приводы позволяют создавать значительные силы зажима, что необходимо при высоких частотах вращения патронов для компенсации влияния действия центробежных сил, а также регулировать силу зажима. Гидравлический вращающийся цилиндр (ГЦВ) с полым штоком показан на рис. 1.12, б. Корпус 1 гидроцилиндра закрепляется посредством переходного фланца на заднем конце шпинделя станка. Шток 3 поршня 2 гидроцилиндра посредством ввинченной в него полой тяги соединяется с патроном. Масло от источника давления поступает в цилиндр двустороннего действия через гидравлическую муфту 4. Цилиндр установлен в неподвижном кожухе 5. Наличие отверстия в поршне и муфте позволяет устанавливать в патронах прутковые заготовки.
Электромеханический привод токарных патронов показан на рис. 1.12, е. При включении асинхронного электродвигателя 1 рычаги 2 под действием центробежных сил поворачиваются вокруг осей и заплечиками перемещают втулку 3 в осевом направлении. Последняя посредством штифта перемещает шток 4 и смонтированную на его конце в подшипниках муфту 5, которая при помощи кулачков входит в зацепление со шлицевым валиком 6. Вращательное движение от электродвигателя передается муфте 5 через эксцентриковый валик 8, планетарный механизм 10 шестерни 9 и шлицевое соединение шестерни 7. Кулачками 11, введенными в зацепление, передается вращение выходному шлицевому валу, который посредством шлицев соединяется с исполнительным механизмом патрона. Сила тяги — 25 000 Н, время зажима — 5 с.