

Лабораторная работа № 5
3. Механические бункерные загрузочные устройства для подачи укупорочных элементов в автоматические роторные и конвейерные линии:
3.1. Анализ конструкций
1. Цель и задачи работы:
- изучение основных видов укупорочных элементов;
- ознакомление с конструкциями механических бункерных загрузочных устройств для подачи укупорочных элементов в автоматические роторные и конвейерные линии;
- изучение принципа работы механических бункерных загрузочных устройств для подачи укупорочных элементов в автоматические роторные и конвейерные линии.
2. Общие положения (теоретические сведения).
Автоматические роторные машины для розлива жидких пищевых продуктов нашли широкое распространение в пищевой промышленности у нас в стране и за рубежом, для фасовки и укупорки напитков в стеклянные и пластиковые (ПЭТ/ПЭНД) бутылки, металлические банки с их маркировкой, этикетировкой и контролем качества. Производительность отечественных машин составляет от 50 до 200 шт./мин в зависимости от вида фасуемой продукции и вместимости тары (0,33…2 л). Производительность зарубежных машин для розлива жидких пищевых продуктов в тару вместимостью до 0,33 л достигает 1200 шт./мин.
Укупорка бутылок производится различными укупорочными элементами. В настоящее время наиболее распространены металлические кронен-пробки; алюминиевые и пластмассовые колпачки с перфорированным отрывным кольцом (рис. 1).
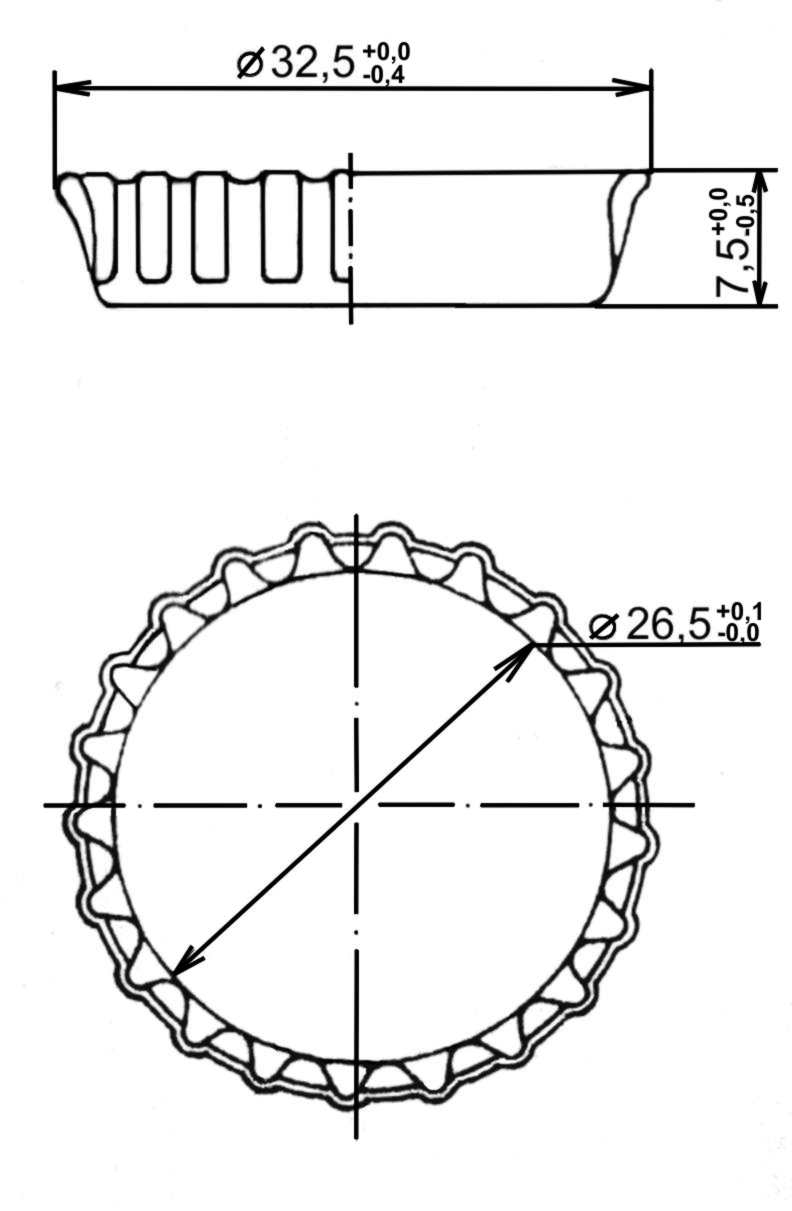
Кронен-пробка (рис. 1, а) предназначена для герметичной укупорки бутылок с соками или напитками, содержащими диоксид углерода, например пива, кока-колы, спрайт и т.п. [1].
Металлические кронен-пробки изготавливают из белой или лакированной жести толщиной 0,23…0,31 мм или из алюминия толщиной 0,3 мм и выпускают с красочными рисунками (литографирование) и с тисненым рисунком и надписями (конгревирование).
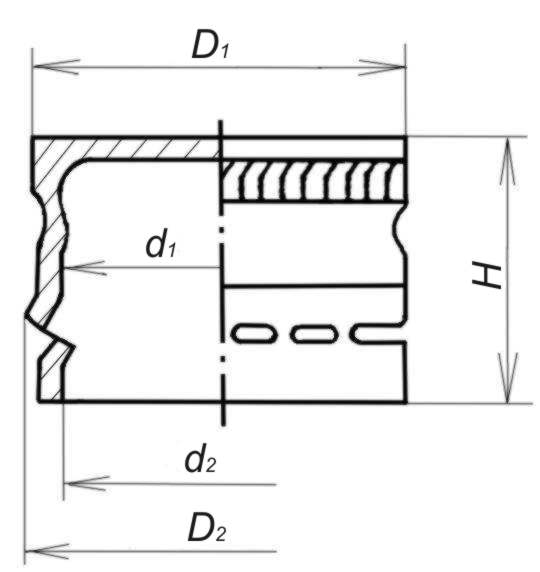
Алюминиевые колпачки с перфорированным отрывным кольцом (рис. 1, б) применяют для укупоривания бутылок с тихими напитками, например ликероводочными изделиями, и изготовляются из алюминиевой лакированной с двух сторон фольги толщиной 0,2…0,23 мм. Основные размеры алюминиевого колпачка приведены в табл. 1.
Для изготовления металлических кронен-пробок и алюминиевых колпачков используют высокопроизводительные многопозиционные и многорядные прессы-автоматы.
б
а в
Рис. 1. Современные виды укупорочных элементов для пластиковой и стеклянной тары: а – кронен-пробка, б – алюминиевый колпачок с перфорированным
отрывным кольцом; в – полиэтиленовая навинчивающая пробка
Таблица 1
Основные размеры алюминиевого колпачка
D1, мм |
D2, мм |
d1, мм |
d2, мм |
H, мм |
28,6 18,8 |
29,0 19,2 |
28,0+0,2 18,0+0,2 |
28,2 18,2 |
18,0-0,25 13,0-0,25 |
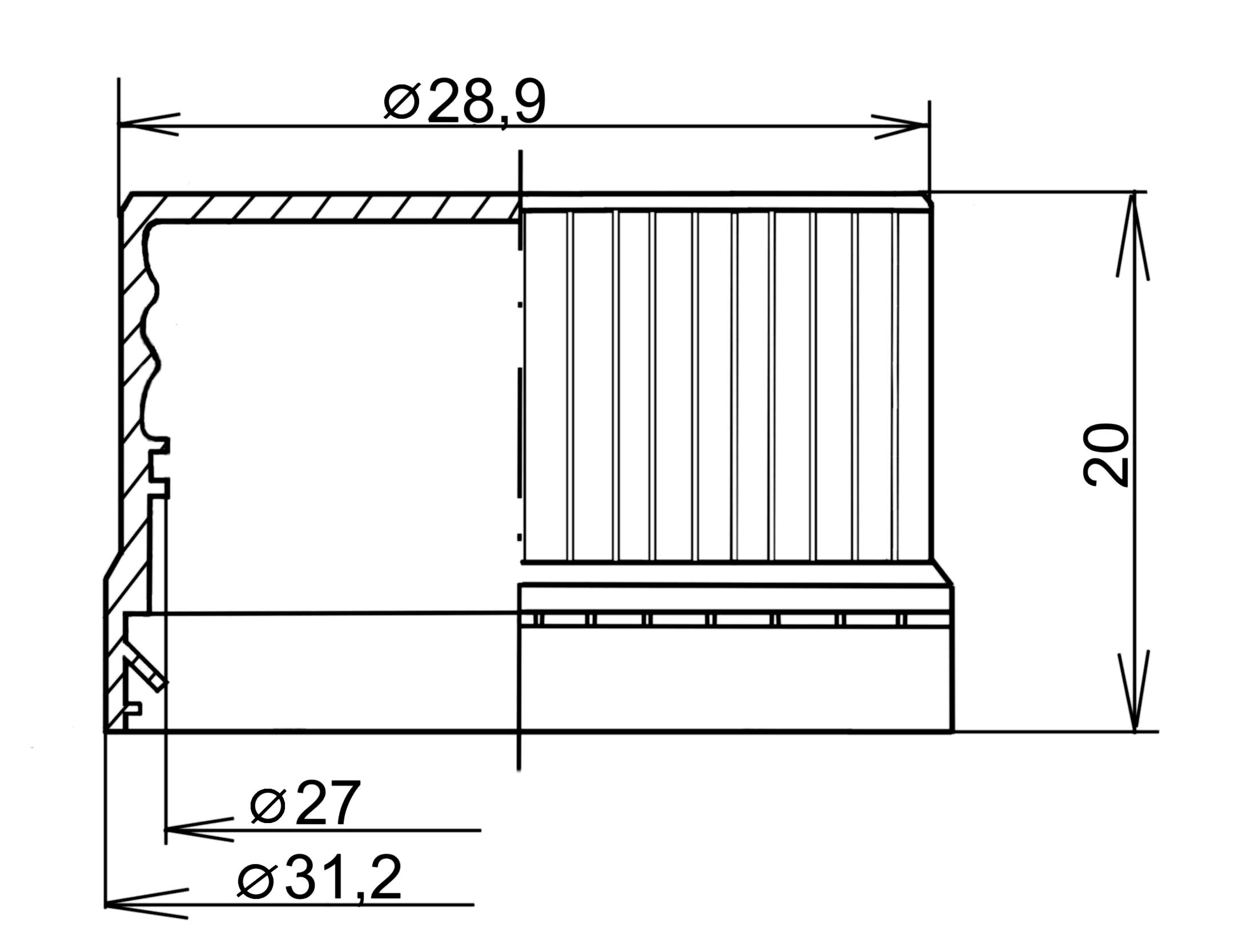
Полиэтиленовые навинчивающиеся колпачки с перфорированным отрывным кольцом (рис. 1, в) широко используют для укупорки ПЭТ/ПЭНД бутылок с напитками, содержащими диоксид углерода.
Признанным мировым лидером в области изготовления укупорочных элементов является итальянская фирма SACMI, объединившая целую группу компаний. С середины 70-х годов прошлого века фирма SACMI занимается разработкой и производством комплексных автоматических машин для изготовления алюминиевых винтовых и стальных кронен-пробок, а также пластиковых пробок для бутылочной тары. Оригинальными разработками фирмы являются роторные машины для формования пластмассовых уплотнителей в металлических винтовых и кронен-пробках производительностью до 1200 шт./мин, а также роторная машина для изготовления пластмассовых пробок методом литья под давлением производительностью до 3000 шт./мин.
На рис. 2. представлена типовая конструкция роторной фасовочно-укупорочной машины для розлива осветленных горячих соков под вакуумом и укупоривания бутылок кронен-пробками.
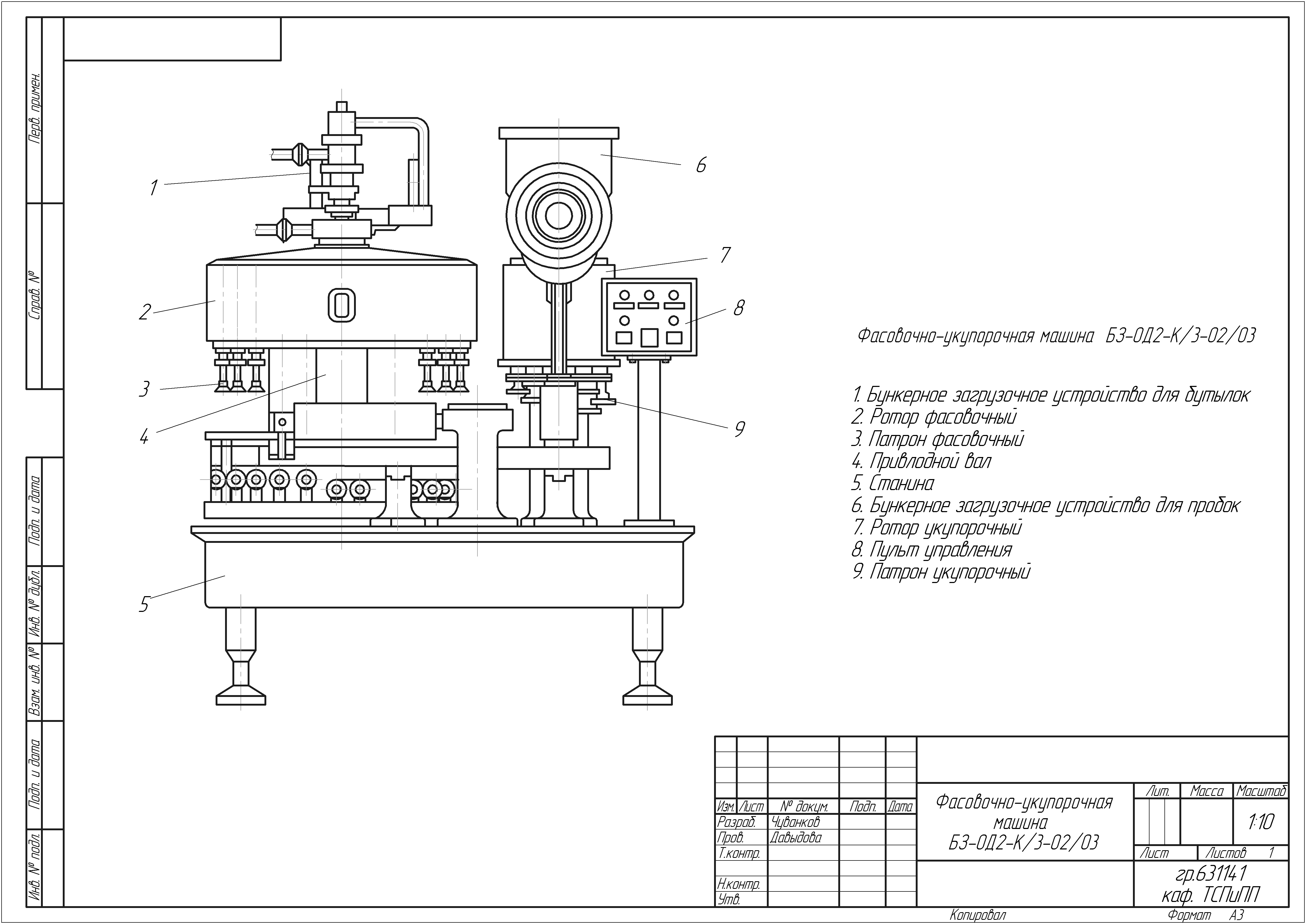
Рис. 2. Схема роторной фасовочно-укупорочной машины: 1 – устройство подачи напитка; 2 – ротор фасовочный; 3 – патрон фасовочный; 4 – приводной вал; 5 – станина; 6 – бункерное загрузочное устройство для кронен-пробок;
7 – ротор укупорочный; 8 – пульт управления; 9 – патрон укупорочный
Автоматическая загрузка укупорочных элементов в роторные машины для розлива жидких пищевых продуктов осуществляется бункерными загрузочными устройствами (БЗУ).
Рассмотрим основные виды БЗУ, используемых для подачи перечисленных видов пробок в отечественные укупорочные машины.
Для подачи кронен-пробок используется бункерное загрузочное устройство (рис. 3). Ориентация кронен-пробок производится в данном устройстве по наружному контуру пробки. Работа механизма происходит следующим образом: засыпанные в бункер 1 кронен-пробки перемешиваются диском-ворошителем 3, который приводится во вращение от шкива 7, сидящего на валу 4. Поднимаемые вверх кронен-пробки попадают в правую часть бункера, откуда и скатываются по поверхности ворошителя 3.
Рис. 3. Механическое дисковое вертикальное бункерное загрузочное устройство для кронен-пробок: 1 – бункер для кронен-пробок; 2 – корпус; 3 – диск;
4 – вал; 5 – механизм ориентации; 6 – станина; 7 – элементы привода
Рабочей частью ворошителя является круговая канавка, выполненная соответственно форме и размерам кронен-пробки, когда последняя соприкасается с канавкой своим донышком. Когда кронен-пробка, попавшая в канавку в нужном положении, подводится ворошителем к отверстию в передней стенке бункера 2, то она либо падает в него, либо западает в него только частично и застревает. На ворошителе укреплены три шарика 5, расположенные под углом 120°. Когда при вращении ворошителя один из шариков подходит к застрявшей в отверстии кронен-пробке, он толкает ее и заставляет опуститься и зайти в приемник.
Если приемник заполнен, и кронен-пробка не может пройти в отверстие, шарик при встрече с ней отклонится влево, что ему позволяет пластинка, и пройдет мимо. Как только в приемнике освободится место, ворошитель, повернувшись на угол 120°, следующим шариком протолкнет кронен-пробку. Если кронен-пробка попадет в канавку неправильно, т. е. донышком в сторону передней стенки бункера, она задержится у отверстия и подошедший шарик поднимет ее и возвратит в бункер.
Бункерное загрузочное устройство для металлических и пластмассовых завинчивающихся колпачков (рис. 4) устроено и работает следующим образом.
Рис. 4. Механическое дисковое вертикальное карманчиковое бункерное
загрузочное устройство для металлических и пластмассовых завинчивающихся колпачков: 1 – вал; 2 – диск; 3 – бункер; 4 – звездочка для выталкивания
неправильно ориентированных и застрявших колпачков; 6 – приемник
Пробки или колпачки засыпаются в бункер 3 и скользят по его дну к захватывающим органам – гнездам, форма которых соответствует наружному очертанию загружаемых укупорочных элементов. Гнезда расположены радиально по периферии вращающегося диска 2, который приводится в движение от вала 1. При вращении диска запавшие в гнезда колпачки через специальное окно попадают в приемник 6. При переполнении приемника колпачки из гнезд возвращаются обратно в бункер. Для выталкивания застрявших в гнездах колпачков предусмотрена звездочка 4. Звездочка своими зубцами входит в захватывающие гнезда и, тем самым, выталкивает застрявшие колпачки. Предохранительное устройство 5 обеспечивает остановку вращающегося диска в случае заклинивания колпачков при выходе из захватывающих гнезд диска в приемник. После того, как причина остановки будет устранена, вращение диска возобновляется.
Судя по рекламным материалам, за рубежом для загрузки укупорочных элементов в роторные машины и линии применяют аналогичные механические БЗУ, однако их производительность значительно превышает производительность отечественных устройств. Известно, что в конструкциях зарубежных БЗУ для интенсификации процессов захвата, ориентирования и транспортировки укупорочных элементов широко применяют направленное действие воздушных струй и другие пневмоэффекты.
С целью определения способов повышения производительности отечественных БЗУ были проанализированы конструкции устройств и выявлены закономерности изменения производительности БЗУ в зависимости от конструктивных параметров устройства и физико-технических параметров загружаемых элементов. Решение поставленной задачи базировалось на методах математического моделирования процесса захвата укупорочных элементов в БЗУ.
3. Объекты исследования, оборудование, материалы и наглядные пособия.
БЗУ для автоматической подачи укупорочных элементов: кронен-пробок, полиэтиленовых и алюминиевых колпачков.
4. Задание на работу (рабочее задание).
Для проведения работы бригада студентов знакомится с конструкциями и принципом работы БЗУ для автоматической подачи укупорочных элементов. После этого студентам предоставляются методические указания, и студенты зарисовывают эскизы рассмотренных конструкций БЗУ для автоматической подачи укупорочных элементов.
5. Ход работы (порядок выполнения работы).
Выполнение работы заключается в изучении конструкций БЗУ для автоматической подачи укупорочных элементов.
Работу следует выполнять в следующей последовательности:
- ознакомится с конструкциями БЗУ для автоматической подачи укупорочных элементов;
- зарисовать эскизы БЗУ для автоматической подачи укупорочных элементов.
6. Содержание отчета.
Отчет должен содержать:
- название работы;
- цель работы;
- эскизы и описание работы БЗУ для автоматической подачи укупорочных элементов;
- выводы по работе.
7. Список использованных источников.
1. Прейс В.В., Давыдова Е.В. Бункерные загрузочные устройства для подачи укупорочных элементов в роторные машины и линии // Известия ТулГУ / Серия. Механика деформируемого твердого тела и обработка металлов давлением. Тула: ТулГУ, Вып.1, 2003. С. 157-163.