2.6. Условия формообразования номинальной поверхности детали
режущим инструментом
Поверхность детали может быть получена различными методами: резания, пластического деформирования, электрофизическими и электрохимическими и другими. Первые два метода имеют сходство в том, что связаны с разделением или перераспределением слоев металла. При пластическом деформировании обработка поверхности производится без снятия стружки. Излишки материала образуют различные перемычки, облой, заусенцы и т. п. При листовой вырубке появляются некратные отходы. Метод резания, как и метод пластического деформирования, так же связан со сдвиговыми процессами в слоях обрабатываемого материала, но с отделением его части в виде стружки. При электрофизических и электрохимических методах удаление материала с поверхности связано или с его оплавлением в зоне обработки, или с электрохимическим растворением и удалением отходов в виде шлама.
Режущий инструмент образует номинальную поверхность детали посредством поверхностей резания, которые описывается его режущими кромками, причем в зависимости от принятого способа обработки поверхность резания может касаться номинальной поверхности детали в точке, по линии или совпадать с номинальной поверхностью.
С геометрической и кинематической точек зрения формообразование номинальной поверхности детали поверхностями резания возможно при выполнении четырех условий.
Первое условие.
В каждой
точке контакта режущей кромки инструмента
![]() с номинальной поверхностью детали в
кинематике резания должен быть
положительный задний кинематический
угол. В противном случае инструмент
будет деформирующим.
с номинальной поверхностью детали в
кинематике резания должен быть
положительный задний кинематический
угол. В противном случае инструмент
будет деформирующим.
Проверку величины кинематических задних углов особенно важно проверять при проектировании инструментальных наладок из инструментов с неперетачиваемыми режущими пластинами на операциях растачивания, сверления, зенкерования и развертывания отверстий, фрезерования полостей штампов, а также при обработке фасонных поверхностей затылованным инструментом, например при зубофрезеровании методами копирования, центроидного и безцентроидного огибания.
Второе условие
В каждой точке
контакта поверхности резания с номинальной
поверхностью детали эти поверхности
должны иметь общую касательную плоскость,
т. е. в каждой точке контакта скорость
![]() движения резания, скорости
движения резания, скорости
![]() ,
,
![]() ,
... подач и касательные к режущей кромке
,
... подач и касательные к режущей кромке
![]() ,
к координатным линиям производящей
поверхности (
,
к координатным линиям производящей
поверхности (![]() и
и
![]() )
инструмента и к
координатным
линиям (
)
инструмента и к
координатным
линиям (![]() и
и
![]() )
номинальной поверхности детали должны
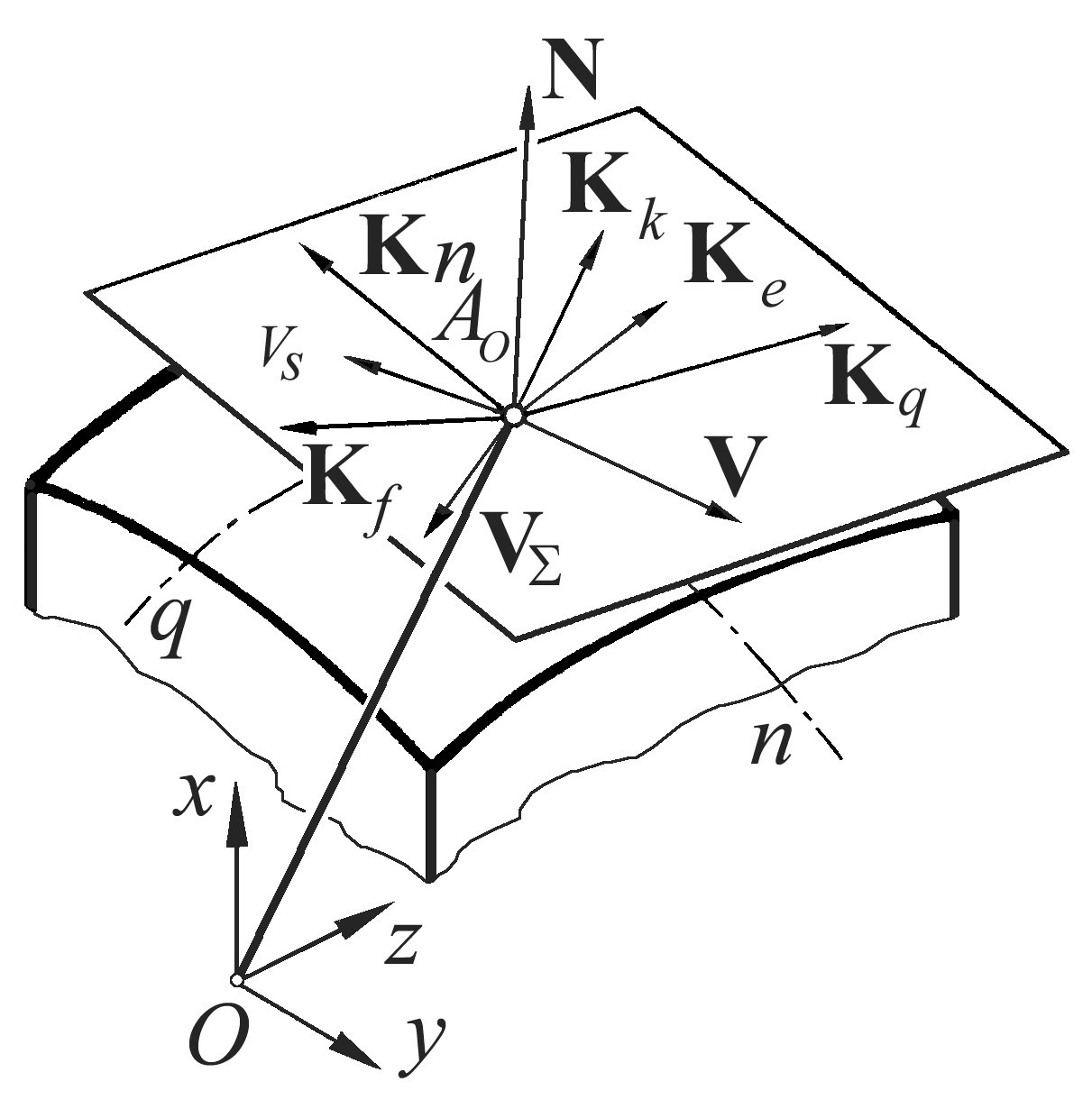
лежать в одной плоскости (рис. 2.17,
а). Математически
первое условие запишется в следующем
виде [7]:
)
номинальной поверхности детали должны
лежать в одной плоскости (рис. 2.17,
а). Математически
первое условие запишется в следующем
виде [7]:
![]() (2.9)
(2.9)
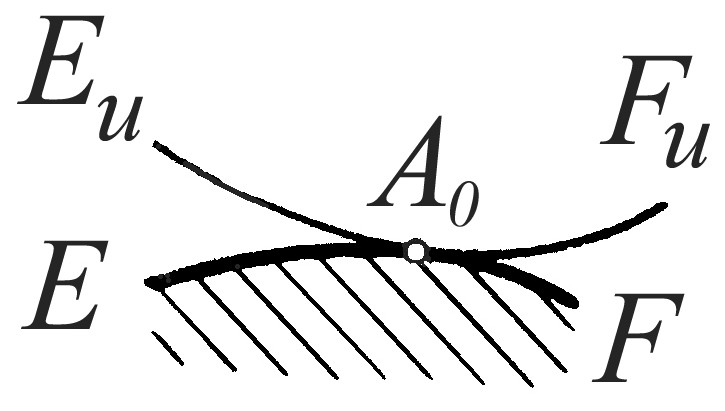
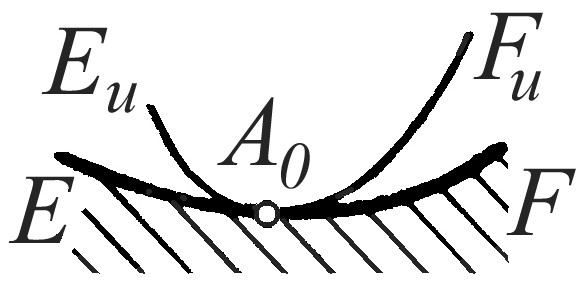
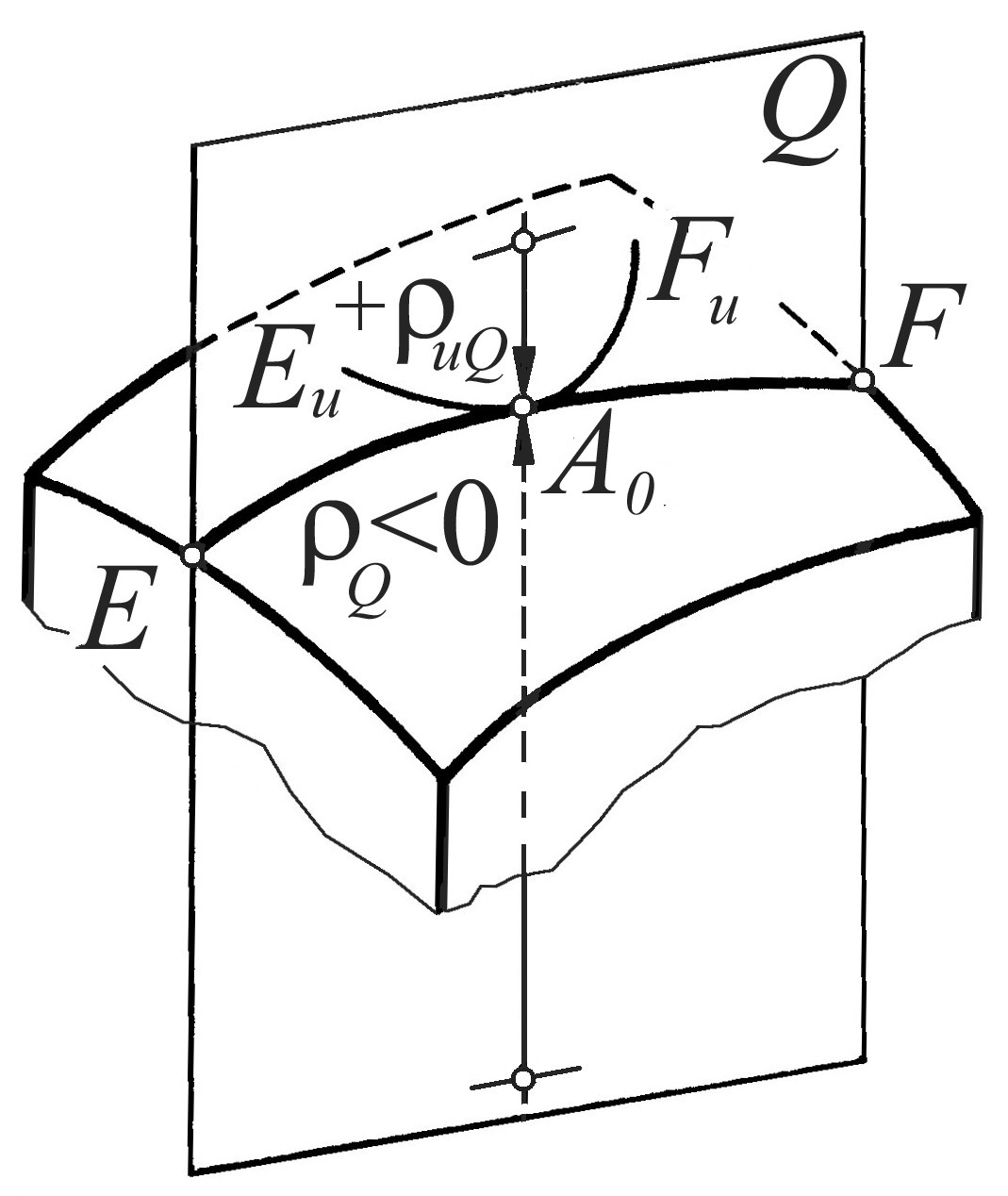
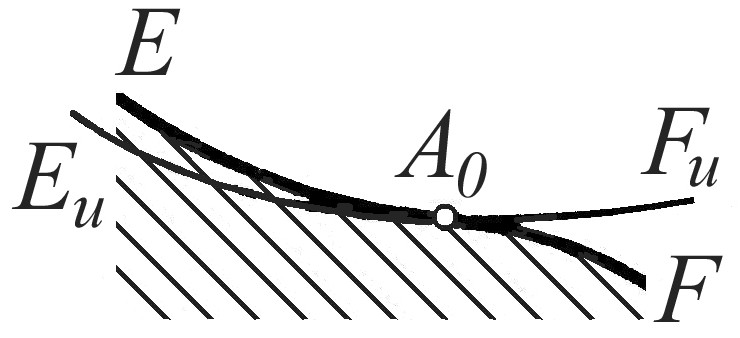
Третье условие.
В зоне касания
номинальной поверхности детали с
поверхностью резания последняя не
должна пересекать тело детали, т. е. в
сечении каждой плоскостью
![]() ,
проходящей через данную точку
,
проходящей через данную точку
![]() касания номинальной поверхности с
поверхностью резания, круг кривизны
кривой
касания номинальной поверхности с
поверхностью резания, круг кривизны
кривой
![]() сечения поверхности резания не должен
пересекать тело детали (рис. 2.17,
б). Если принять,
что знак у радиуса
сечения поверхности резания не должен
пересекать тело детали (рис. 2.17,
б). Если принять,
что знак у радиуса
![]() кривизны кривой
в точке
будет положительным, когда кривая
обращена вогнутостью в сторону нормали
кривизны кривой
в точке
будет положительным, когда кривая
обращена вогнутостью в сторону нормали
![]() к номинальной
поверхности детали, то третье условие
можно записать в виде
к номинальной
поверхности детали, то третье условие
можно записать в виде
![]() .
(2.10)
.
(2.10)
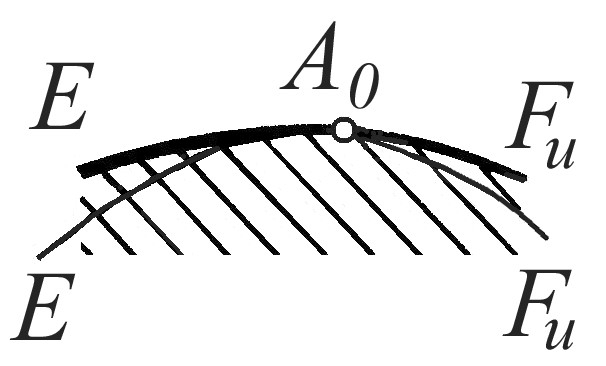
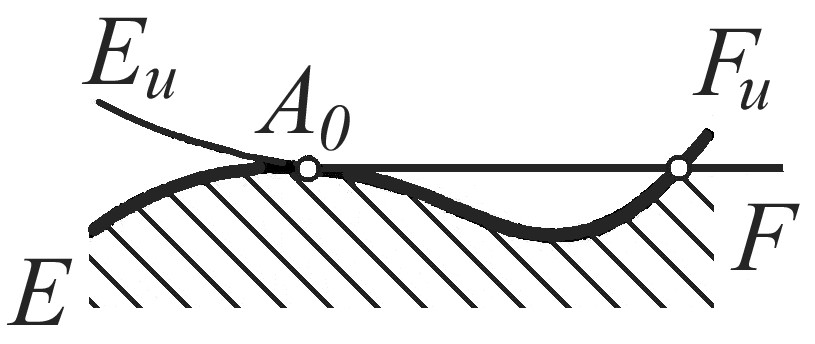
Зависимость (2.10)
справедлива только при одинаковых
знаках у радиусов
и
![]() .
При поверхности вогнутой в сторону
вектора
.
При поверхности вогнутой в сторону
вектора
![]() кривой
кривой
![]() (
(![]() )
и выпуклой кривой
(
)
и выпуклой кривой
(![]() )
обработка номинальной поверхности
детали не возможна при любой разности
)
обработка номинальной поверхности
детали не возможна при любой разности
![]() и
и
![]() ;
при выпуклой кривой
(
;
при выпуклой кривой
(![]() )
и вогнутой кривой
(
)
обработка возможна при любой разности
и
.
На рис. 7.1
в, г, д,
показаны
случаи касания номинальной поверхности
детали с поверхностью резания, когда
зависимость (2.10) выполняется, а на рис.
2.17,
е, ж, з,
когда
зависимость (2.10) не выполняется.
)
и вогнутой кривой
(
)
обработка возможна при любой разности
и
.
На рис. 7.1
в, г, д,
показаны
случаи касания номинальной поверхности
детали с поверхностью резания, когда
зависимость (2.10) выполняется, а на рис.
2.17,
е, ж, з,
когда
зависимость (2.10) не выполняется.
а
|
в
г
д
е
ж
и |
б
з |
|
Рис. 2.17 – Схемы для определения условий формообразования поверхностей инструментами |
|

Для получения поверхностей режущими инструментами выполнение всех четырех условий формообразования необходимо и достаточно. Поэтому, пользуясь этими условиями, можно сформулировать геометрический принцип расчета формообразующей части инструмента и его движений в следующем виде: параметры , и формообразующей части режущего инструмента и параметры , , его движений являются функциями координат и номинальной поверхности детали; при проектировании инструмента вид таких функций для всех параметров, кроме двух, должен быть выбран в пределах выполнения четырех условий формообразования; вид функций остальных двух определится уравнениями (2.9). Если на каком-либо участке обрабатываемой номинальной поверхности не будет выполнено хотя бы одно из условий формообразования, то этот участок не может быть получен, и при обработке детали будет заменен переходной поверхностью, отличной от заданной. Границы, в которых можно выбрать форму режущих кромок, производящей поверхности и законы движений инструмента зависят от формы номинальной поверхности детали и принятой схемы формообразования и могут быть как очень широкими, так и чрезвычайно узкими.
Технолог при проектировании операции механической обработки резанием и конструктор по инструменту и оснастке должны руководствоваться при выборе конкретных значений параметров инструмента и его наладки на станке в границах, допустимых условиями формообразования номинальной поверхности детали, должны руководствоваться следующими положениями.
1. Для срезания припуска и формообразования поверхности детали инструмент должен совершать движения резания и подачи, а при обработке детали в целом также различные транспортные движения. Для повышения производительности обработки следует стремиться к максимальному сокращению транспортных движений, к большей непрерывности процесса формообразования. Одним из основных способов сокращения транспортных движений является совмещение их с формообразующими движениями, т. е. с движениями резания и подачами. Например, при обработке зубчатых колес червячными фрезами формообразующие движения обкатки включают в себя и все движения, необходимые для деления заготовки на зуб.
2. При выборе закона изменения формообразующих движений инструмента надо стремиться к тому, чтобы эти движения были наиболее простыми. Простые движения легко осуществимы в станке. Они состоят из элементарных - прямолинейных и вращательных. Возможны и сложные кинематические схемы, основанные на сочетании таких элементарных движений. Для этого используются системы ЧПУ с одновременным управлением по нескольким координатам.
3. Формообразование номинальной поверхности детали и срезание с нее припуска осуществляется одними и теми же движениями инструмента. При выборе формы производящей поверхности и закона движений инструмента необходимо обеспечить возможность максимального введения в конструкцию инструмента режущих кромок, которые бы участвовали в срезании припуска, но не участвовали в формообразовании поверхности детали (т. е. были бы неформообразующими, черновыми) и располагать эти режущие кромки на корпусе инструмента так, чтобы создать наиболее рациональную схему срезания припуска. Например, для червячных фрез существуют несколько способов создания рациональных схем резания при одной и той же схеме формообразования: изготовление на фрезе заборного конуса, срезание по некоторому закону головок у части зубьев, изменение у части зубьев толщины при одновременном увеличении их высоты и др.
4. При выборе формы режущей кромки и производящей поверхности инструмента надо стремиться к тому, чтобы они были технологически простыми. К наиболее простым, легко выполнимым поверхностям относятся винтовые, поверхности вращения, цилиндрические поверхности и плоскость. Они применяются у подавляющего большинства существующих типов режущих инструментов в качестве производящей поверхности, а также передней и задней поверхностей режущей части.
5. Выбирая законы движений инструмента, надо стремиться получить такую форму его производящей поверхности, которая обеспечила бы режущей части инструмента высокую стойкость и прочность. Например, при обработке винтовых канавок у цилиндрических фрез форма профиля рабочей дисковой фрезы, а следовательно, прочность и стойкость ее режущей части, зависит от положения оси фрезы относительно заготовки, которое выбирается в пределах выполнения последних трех условий формообразования.
При проектировании инструмента в первую очередь желательно выбрать закон движения резания, так как это связано с эффективной мощностью станка, и это движение осуществляется со скоростью, значительно превышающей скорости остальных движений инструмента. В основе решения всех задач, связанных с формообразованием номинальной поверхности детали инструментом, лежит необходимость выполнения условий формообразования. При выполнении конкретного задания по обработке номинальной поверхности детали требуется решить следующие задачи: а) определить границы значений параметров установки инструментов, допустимые условиями формообразования; б) рассчитать значения координат профиля производящей поверхности инструмента, как функций координат номинальной поверхности детали; в) определить форму поверхности детали, если на некотором ее участке параметры инструмента не удовлетворяют какому-либо условия формообразования; г) определить форму поверхности летали, если инструмент задан или, если за счет допусков, переточек и правок (у абразивных инструментов) значения параметров инструмента будут отличаться от расчетных; д) определить форму поверхностей режущей части инструмента, обеспечивающих после переточек инструмента выполнение второго и третьего условий формообразования; е) рассчитать параметры профиля и установки инструментов второго порядка для затылования и заточки поверхностей режущей части данного инструмента; ж) рассчитать форму поверхности детали, если при изготовлении режущей части инструмента допускаются отклонения от теоретической формы ее передних и задних поверхностей.
Методы решения перечисленных вопросов формообразования поверхностей инструментами находятся в зависимости от формы номинальной поверхности детали и принятой схемы формообразования.
2.6.1. Примеры обработки сложных поверхностей
|
|
|
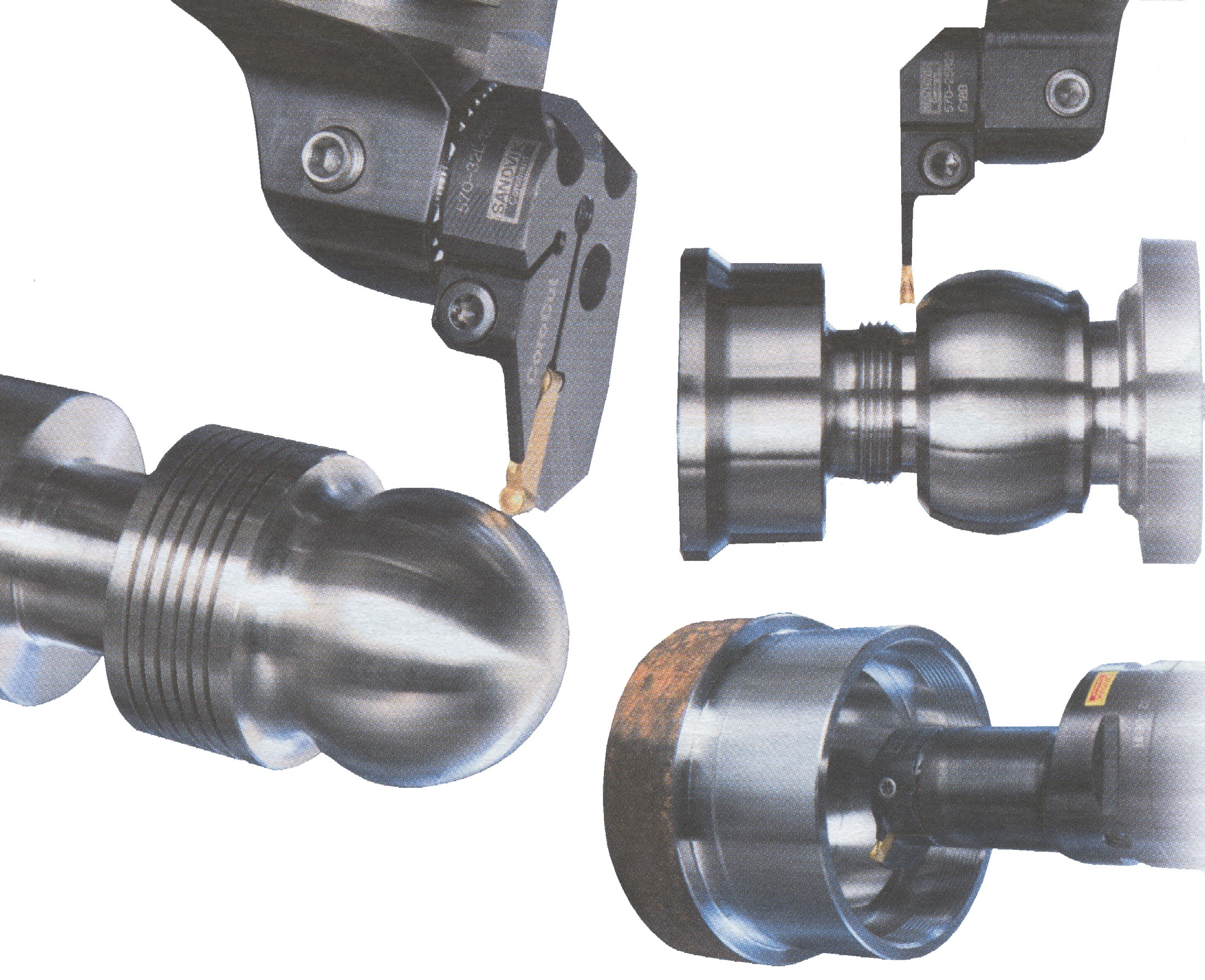
Рис.2.18 Точение фасонных поверхностей системой инструментов с неперетачиваемыми пластинами |
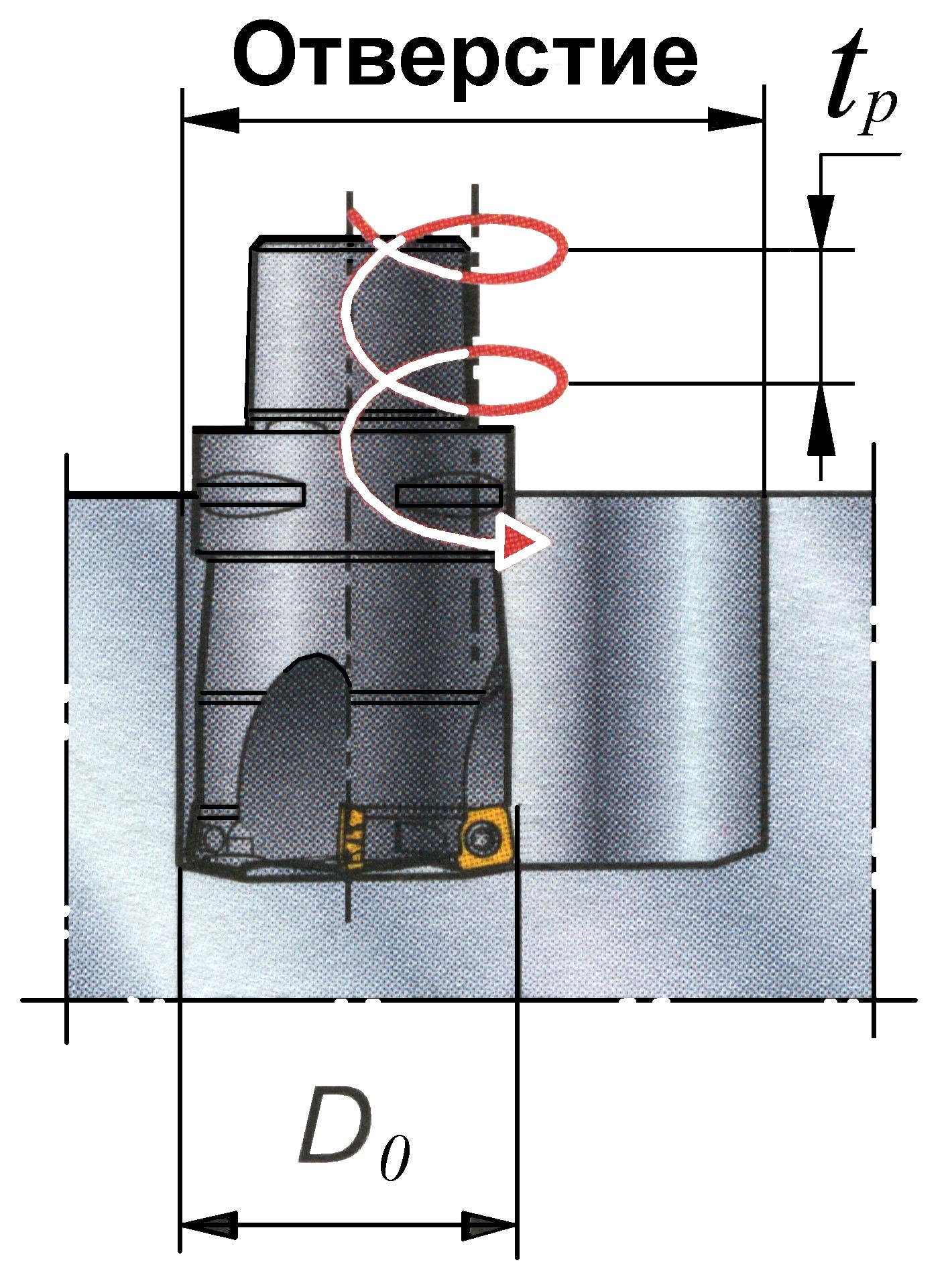
Рис. 2.19 Способы фрезерования пазов
|
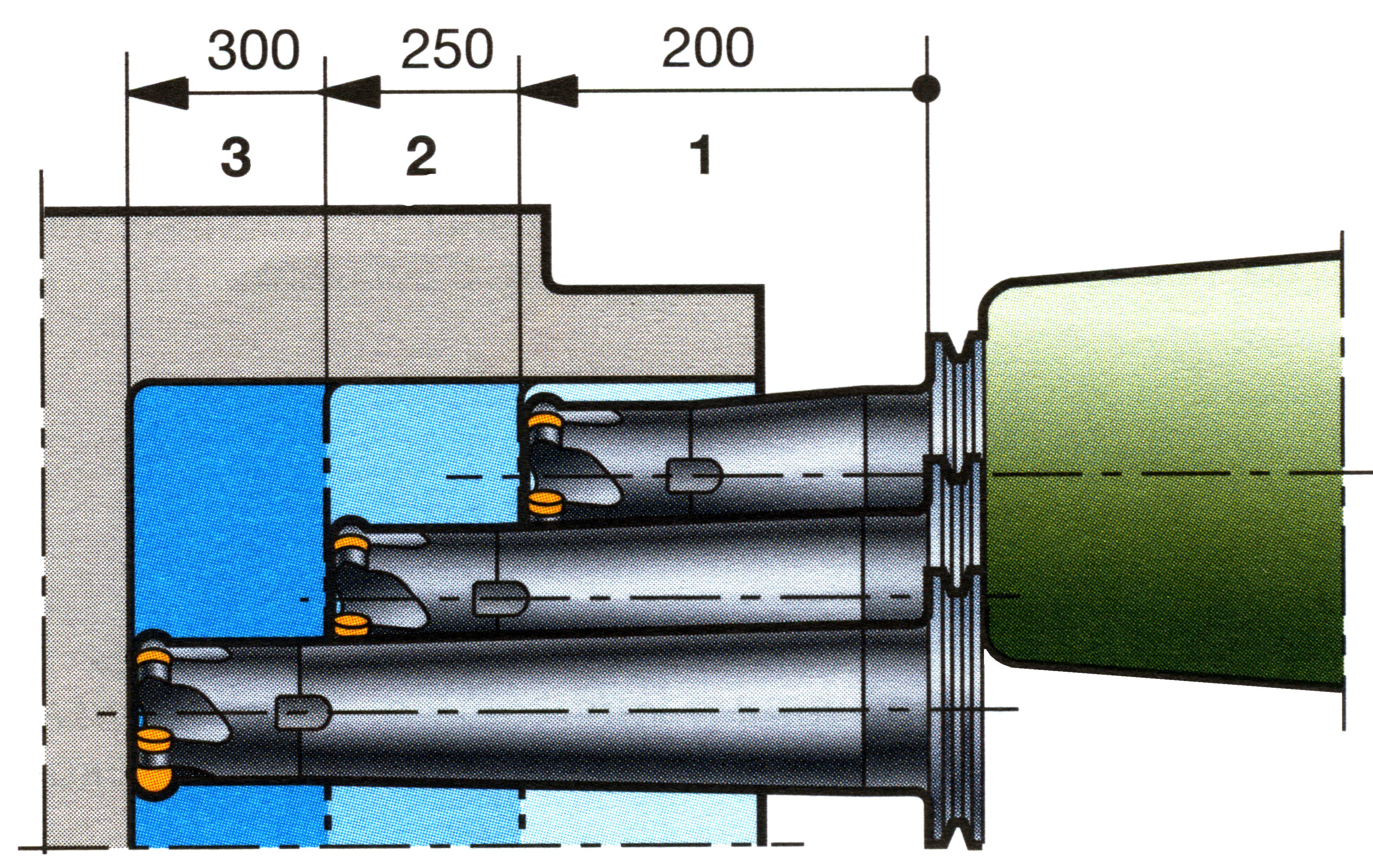
Рис. 2.20. Влияние направления подачи на производительность фрезерования |
|
|
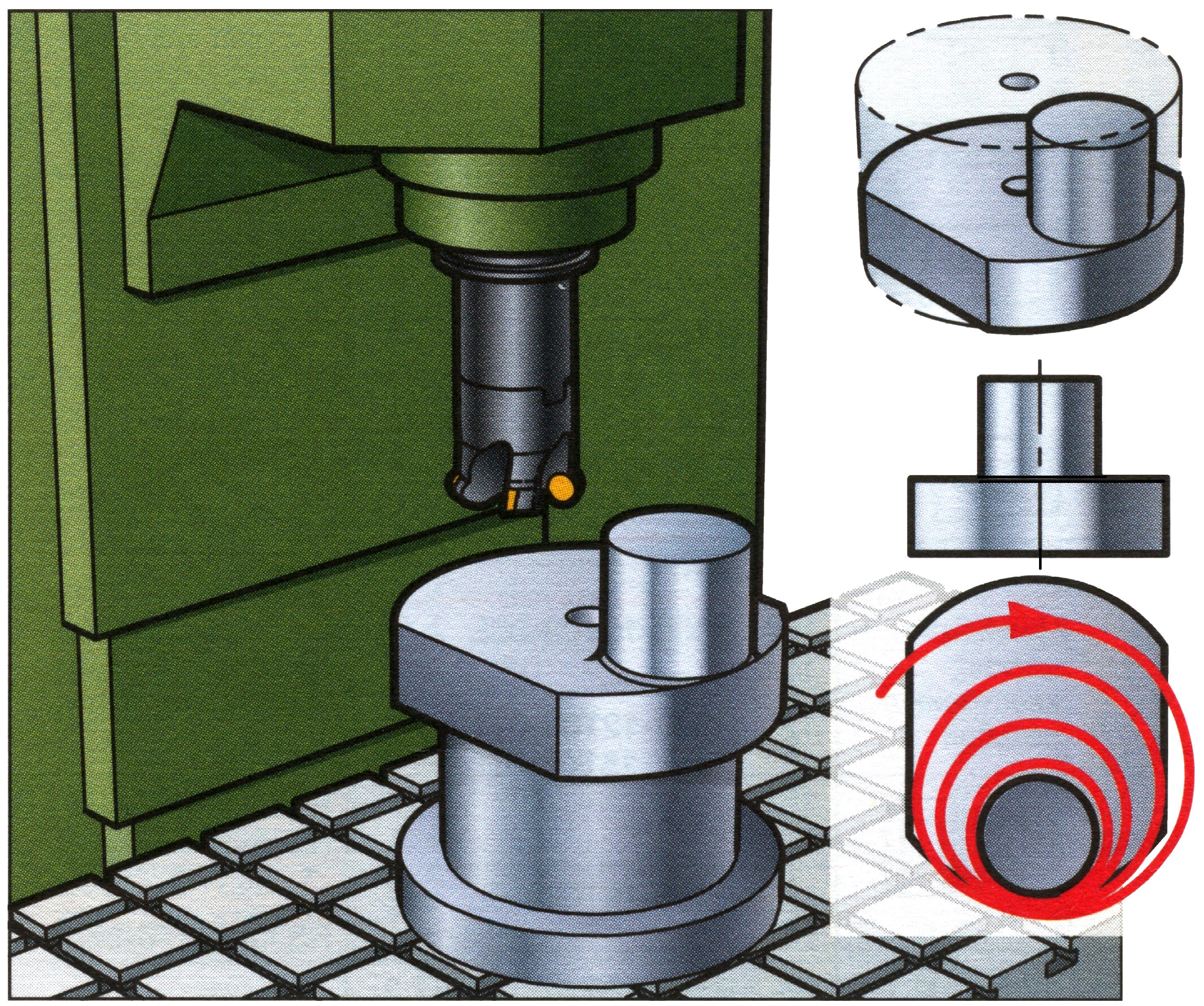
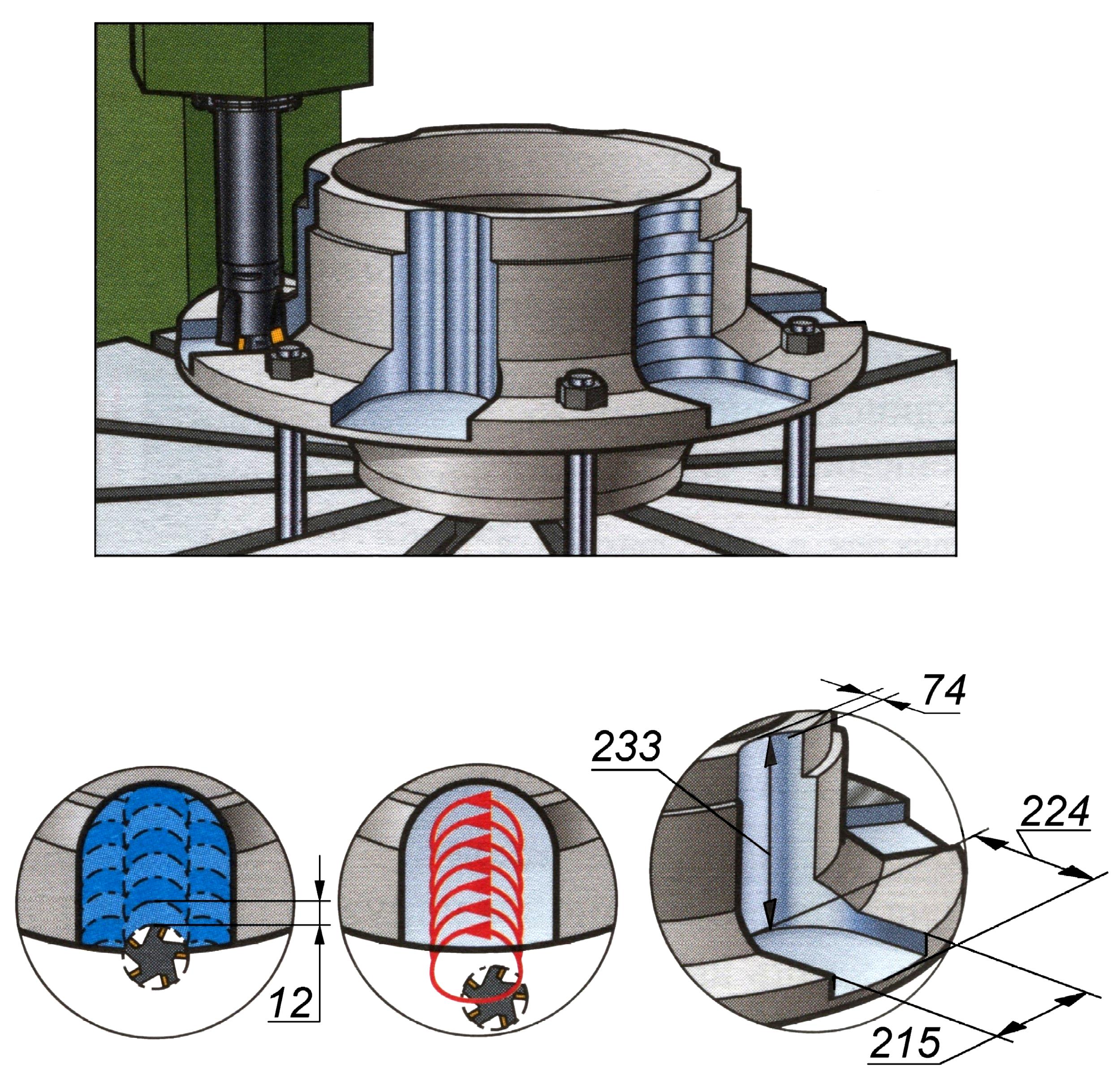
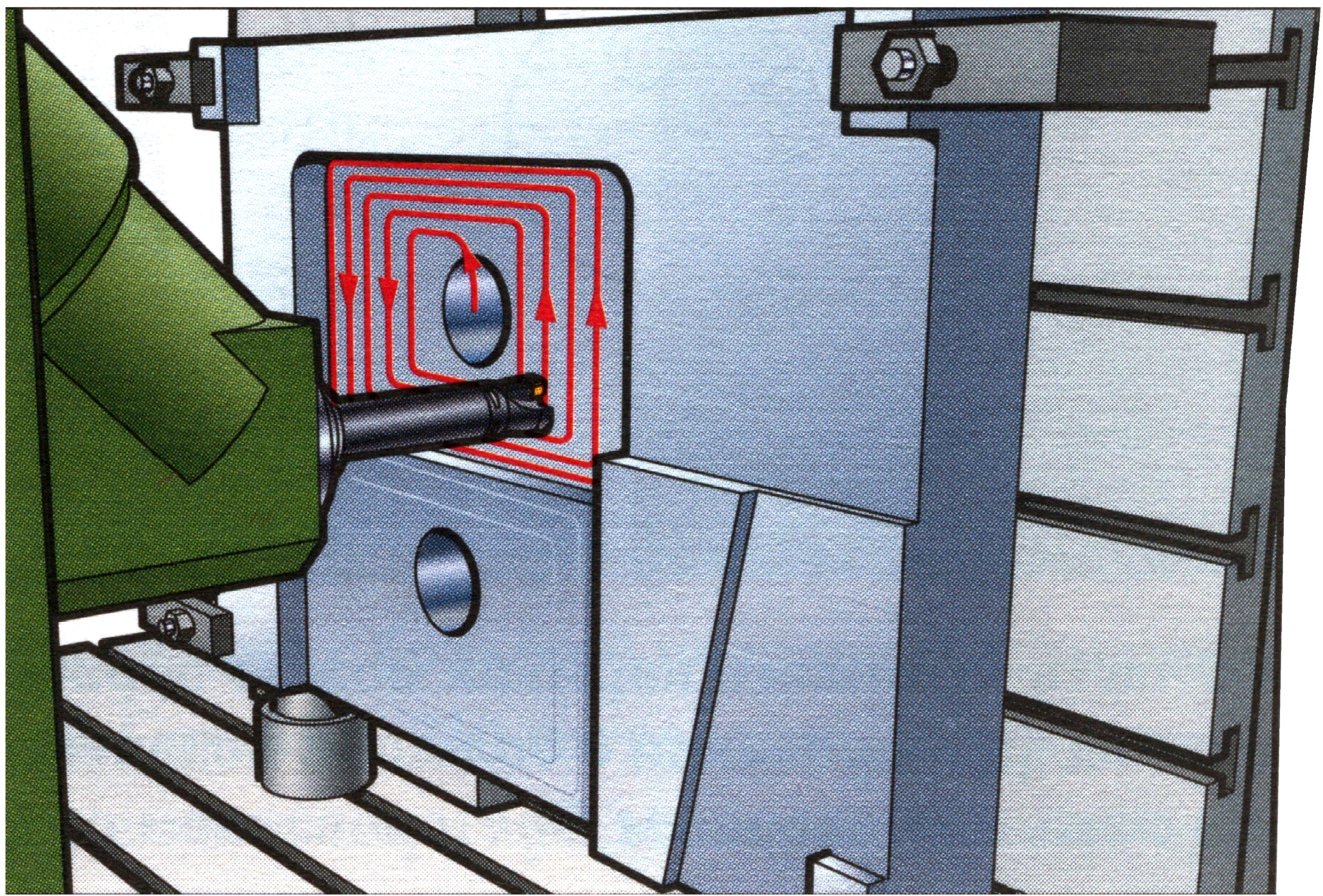
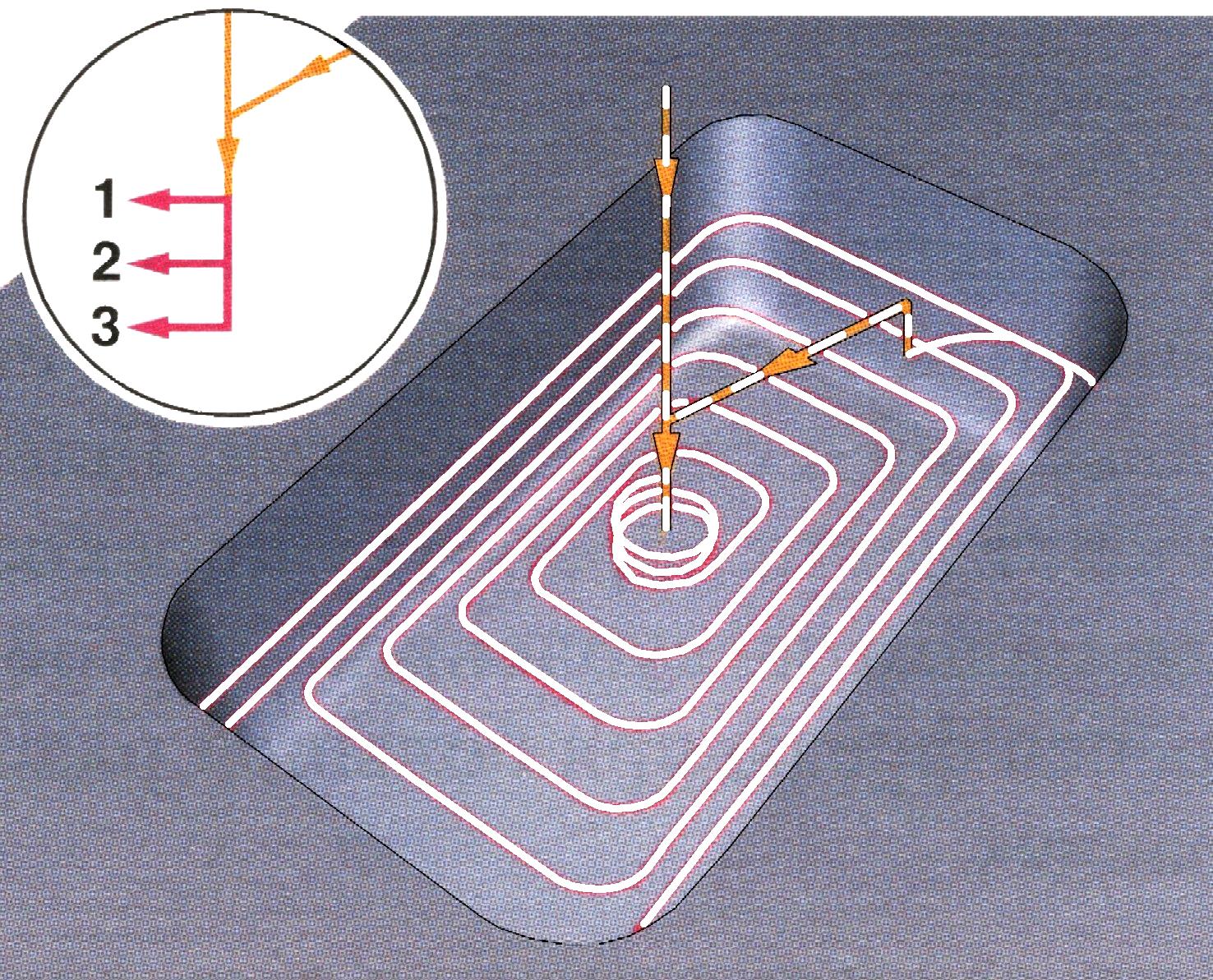
Рис. 2.21. Обработка полости пресс-формы |
|
|
|
Рис. 2.22 Фрезерование цилиндрических поверхностей
|
Рис. 2. 23 Влияние жесткости инструмента на производительность обработки
|