

6. Гладкі калібри та їх допуски
Калібрами називають безшкальні інструменти, призначені для контролю розмірів, форми та розташування поверхонь деталей.
Калібри бувають граничними та нормальними.
Нормальними калібрами називають точні шаблони, які служать для контролю складних профілів, наприклад, евольвентних. Про придатність деталей судять за рівномірністю зазору між шаблоном та профілем.
Граничні калібри дозволяють встановити чи знаходиться перевіряємий розмір у межах поля допуску.
Для стандартних посадок не точніше 6-го квалітету контроль калібрами гарантує якісне з'єднання деталей.
Граничні калібри використовують для перевірки розмірів гладких циліндричних, конусних, різьбових та шлицевих деталей, висоти виступів та глибини западин. Незважаючи на складність виготовлення граничні калібри часто використовуються у масовому, крупносерійному та інших типах виробництва. Найбільш частіше граничні калібри застосовують для контролю циліндричних валів та отворів. Вали перевіряють калібрами-скобами (див. мал.), а отвори калібрами-пробками.
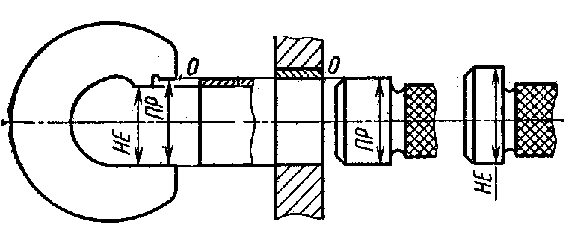
Номінальні розміри вимірювальних поверхонь граничних: калібрів (відстань між вимірювальними губками) призначають за відповідними граничними розмірами валів та отворів.
Таким чином, під час контролю валів придатними виявляються вали, які походять у розчин губок ПР= dmax., та не проходять у розчин губок НЕ= dmax.
Під час контролю отворів придатними виявляються отвори, в які проходить вставка ПР=Dmin та не проходить вставка НЕ=Dmax
Деталі, котрі не проходять через прохідні сторони калібрів, відносять до виправного браку, а деталі, які проходять через непрохідні сторони до невиправного браку.
За конструкцією (ГОСТ 14807-69 до 14827-69) калібри-пробки бувають:
а) двосторонні з циліндричними вставками (від 1 до З мм.);
б) двосторонні з вставками (від 1 до 50 мм.);
в) з циліндричними насадками від 3 до 100 мм (одно - та двосторонні);
г) пробки неповні від 50 до 150 мм.
Калібри-скоби за конструкцією (ГОСТ 18358-73 до ГОСТ 18369-73) бувають:
Скоби листові:
1. односторонні від 1 до 180мм;
двосторонні від 1 до 50мм;
Скоби, штамповані:
1. односторонні від 3 до 50мм;
2. двосторонні від 3 до 100 мм;
3. односторонні з ручкою від 50 до 170 мм.
Перевагу віддають одностороннім скобам. Використовують також регульовані скоби (для контролю розмірів не точніших 8 кв.)
За призначенням граничні калібри-робочі, контрольні, прийомні. Робочі калібри ПР та НЕ призначені для контролю деталей у процесі їх виготовлення робітником. Контролери ВТК використовують нові калібри НЕ та частково зношені калібри ПР.Прийомні калібри П-ПР та П-НЕ застосовують для прийому деталей замовником.
Матеріали: сталі інструментальні, цементовані: марки сталь У 10А,У12 А, сталь 10,15, тверді сплави. Для збільшення зносостійкості стальних калібрів застосовують також тверде хромування. При застосуванні твердосплавних калібрів зносостійкість зростає в 50...150 разів по відношенню до стальних калібрів і в 25...40 раз по відношенню до хромованих.