

Содержание отчета
Цель и задачи работы.
Превращения в стали при охлаждении (конспективно).
Таблица значений твердости по результатам измерений.
График изменения твердости от температуры закалки.
Выводы по работе.
Лабораторная работа № 4
Ручная дуговая сварка
Целью лабораторной работы является изучение сущности процессов, сварочного оборудования, техники и технологии ручной дуговой сварки. В лабораторной работе необходимо:
1) изучить сущность ручной дуговой сварки;
изучить сварочное оборудование постоянного и переменного тока;
освоить методику определения внешней характеристики источников питания сварочной дуги;
ознакомиться с техникой и технологией ручной дуговой сварки.
Оснащение участка лабораторной работы:
оборудование - посты для ручной дуговой сварки на постоянном и переменном токе, однопостовые сварочные трансформаторы, электромеханические преобразователи (генераторы), выпрямители, макеты аппаратов, защитные маски со светофильтрами, молоток, зубило, линейка металлическая, цифровые маркеры, вольтметр и амперметр;
материалы - электроды различных марок диаметром 3...5 мм, пластины из низкоуглеродистой стали СтЗ размером 4x25x100 мм;
плакаты - схемы сварочных постов, схемы устройств свароч-
29|
ных аппаратов, типы сварных швов и соединений, техника ручной дуговой сварки, стандарты.
1. Сущность ручной дуговой сварки
30
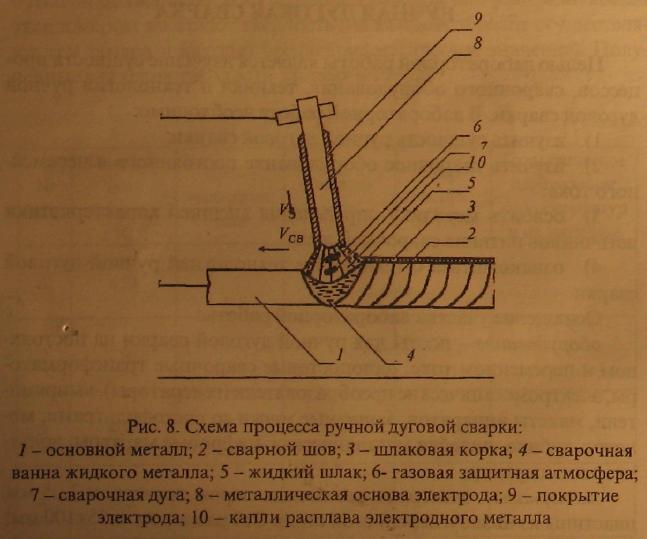
Сварочная дуга состоит из трех областей: анодной, катодной и столба дуги. При коротком замыкании электрода с деталью происходит разогрев джоулевой теплотой конца электрода и контакти-руемого участка детали. С разогретых участков, в основном с катодной области, начинается эмиссия электронов, которые, сталкиваясь с молекулами газов и атомами паров металла, вызывают их ионизацию. В результате этого дуговой промежуток становится электропроводным и возникает устойчивая сварочная дуга, температура в которой достигает 6000... 12000 °С. Тепловой мощности такой дуги достаточно для плавления металлов.
Металлические стержни электродов изготовляют из сварочной проволоки диаметром 0,3... 12 мм. Длина стержня 250...450 мм. Для сварки сталей ГОСТом предусмотрено 77 марок стальной сварочной проволоки.
Покрытие электрода выполняет следующие функции:
защищает расплавленный металл сварочной ванны от вредного влияния кислорода, азота и водорода воздуха.
легирует, т. е. вводит в металл шва химические элементы (кремний, марганец и др.), чтобы придать ему необходимые свойства (прочность, твердость и т. д.);
раскисляет расплавленный металл сварочной ванны, т. е. удаляет кислород из жидкого металла. Окислы металлов, остающиеся в металле шва, снижают его механические свойства;
рафинирует расплавленный металл сварочной ванны, т. е. очищает его от серы и фосфора. Повышенное содержание серы и фосфора в металле шва ухудшает его механические свойства;
повышает устойчивость горения сварочной дуги (в покрытии содержатся элементы, обладавшие низким потенциалом ионизации). Покрытие состоит из порошкообразных материалов, сцементированных клеящим раствором. В покрытие входят стабилизирующие, шлакообразующие, газообразующие, раскисляющие, легирующие и другие вещества.
2. Источники питания сварочной дуги постоянным и переменным током
Для питания сварочной дуги применяют специальные источники тока, отвечающие определенным требованиям:
31
напряжение холостого хода Uхх должно быть достаточным для зажигания дуги, но не превышать значений, безопасных для сварщиков;
источники питания должны быть снабжены устройствами для регулирования сварочного тока в регламентированных пределах;
источники питания должны иметь заданную внешнюю характеристику, согласованную со статической вольт-амперной, характеристикой дуги.
Внешняя вольт-амперная характеристика источника тока - это зависимость напряжения на его клеммах U от величины сварочного тока /(рис. 9). По виду внешней характеристики источники тока подразделяются на источники тока с крутопадающей, пологопада-ющей, жесткой и возрастающей характеристиками. Некоторые источники при переключении режима работы могут иметь крутопадающую и жесткую характеристики (универсальные источники тока). В зависимости от количества постов они могут быть однопо-стовыми и многопостовыми.
ременного тока (сварочные трансформаторы) и источники постоянного тока (сварочные преобразователи и выпрямители).
Сварочная дуга, являясь потребителем электрической энергии и преобразователем ее в тепловую, образует с источником тока взаимосвязанную энергетическую систему, работающую в статическом (установившемся) и динамическом (переходном) режимах. Установившийся режим работы системы сварочная дуга - источник тока определяется точкой пересечения внешней вольт-амперной характеристики дуги и внешней характеристики источника тока. При этом следует помнить, что сварочная дуга, являясь газовым проводником тока, не подчиняется закону Ома.
В лабораторной работе изучаются однопостовые источники переменного и постоянного тока с крутопадающей характеристикой.
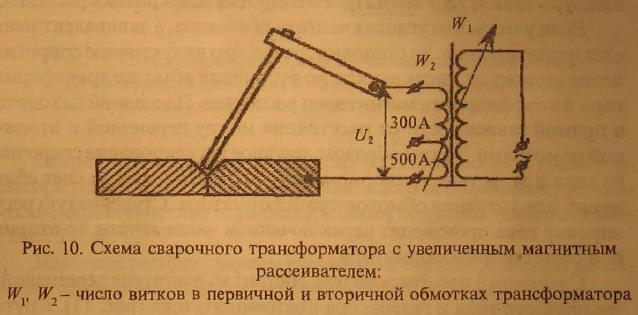
Сварочный трансформатор состоит из трансформаторного пакета с первичной (сетевой) и вторичной (сварочной) обмотками (рис. 10). В конструкции трансформатора предусмотрено перемещение одной из обмоток относительно другой.

Источники тока с крутопадающей внешней характеристикой используются при ручной дуговой сварке. Пологопадающую характеристику имеют источники питания автоматов для сварки под флюсом. Источники с жесткой и возрастающей внешними характеристиками работают совместно с полуавтоматами для дуговой сварки в защитном газе.
По роду тока источники делятся на две группы: источники пе-
32
Напряжение дуги принимают равным напряжению на клеммах вторичной обмотки трансформатора:
![]()
где Ud - напряжение дуги; Uxx- напряжение холостого хода во вторичной обмотке; I - сварочный ток; X - индуктивное сопротивление.
33
Крутопадающая внешняя характеристика трансформатора с увеличенным магнитных рассеянием создается за счет падения напряжения на индуктивном сопротивлении. Так, с возрастанием тока в сварочной цепи произведение I2 *X2 увеличивается (см. формулу (4), а подкоренное выражение уменьшается - напряжение дуги снижается. Величина сварочного тока определяется из выражения (5):
![]()
Регулирование сварочного тока осуществляется за счет изменения индуктивного сопротивления, значения которого зависят от электрических и геометрических параметров трансформатора:
![]()
где со - угловая частота тока; w = 2пv; v - частота тока; W2 - число витков во вторичной обмотке; а - коэффициент магнитного рассеяния; Rm - эквивалент магнитного сопротивления потоку рассеяния.
Если учесть, что угловая частота постоянна, а эквивалент меняется незначительно, то становится ясно, что индуктивное сопротивление зависит от числа витков во вторичной обмотке трансформатора и коэффициента магнитного рассеяния. Последний находится в прямой зависимости от расстояния между первичной и вторичной обмотками. Таким образом, плавное регулирование сварочного тока в этом типе трансформаторов осуществляют за счет сближения или удаления обмоток трансформатора. Ступенчатую регулировку тока производят переключением числа витков во вторичной обмотке трансформатора.
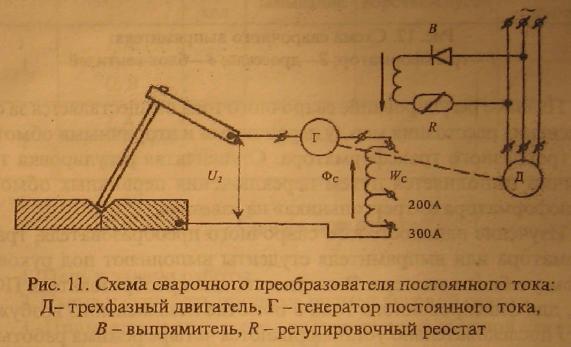
Сварочный преобразователь состоит из двигателя переменного трехфазного тока и генератора постоянного тока (рис. 11). Крутопадающая внешняя характеристика сварочного преобразователя обеспечивается за счет взаимодействия магнитных потоков обмоток независимого и последовательного возбуждения генератора. Названные обмотки включены таким образом, что создаваемые ими магнитные потоки направлены встречно. Поэтому напряжение дуги (на клеммах генератора) будет изменяться в зависимости от алгебраической суммы магнитных потоков независимого Фн и последо-
34
вательного возбуждения генератора Фс. В результате при увеличении сварочного тока магнитный поток Фс возрастает, а разность Фн - Фс уменьшается, напряжение на клеммах падает. Регулирование сварочного тока в преобразователе производится за счет изменения соотношения магнитных потоков Фн и Фс, определяемых током и числом витков в обмотке возбуждения. Обычно плавная регулировка осуществляется изменением тока в цепи независимого возбуждения с помощью реостата R. Ступенчатое регулирование выполняется изменением числа витков в последовательной обмотке возбуждения.
Сварочный выпрямитель состоит из понижающего трансформатора тока 1, дросселя 2, обеспечивающего необходимые динамические характеристики источнику, и блока полупроводниковых вентилей 3 (рис. 12).
Наиболее распространены кремниевые вентили. Внешняя характеристика выпрямителя определяется зависимостью
![]()
где Uхх - напряжение холостого хода выпрямителя. Остальные обозначения - в формуле (4). Здесь так же, как и в формуле (4), с увеличением сварочного тока подкоренное выражение уменьшается, напряжение дуги падает.
35

Плавное регулирование сварочного тока осуществляется за счет изменения расстояния между первичными и вторичными обмотками трехфазного трансформатора. Ступенчатая регулировка тока обычно выполняется путем переключения первичных обмоток трансформатора с «треугольника» на «звезду».
Изучение однопостового сварочного преобразователя, трансформатора или выпрямителя студенты выполняют под руководством учебного мастера. В частности, для преобразователя ПСО-300, для фиксированного тока в обмотке независимого возбуждения/последовательно устанавливаются четыре режима работы:
1) холостой ход (электрическая цепь разомкнута);
2) короткое замыкание (режим устанавливается при касании электрода свариваемого изделия);
сварка короткой дугой;
сварка длинной дугой.
Для каждого режима студенты по вольтметру и амперметру определяют напряжение на клеммах источника тока U и ток в сварочной цепи I. Полученные данные заносят в табл. 6 и строят графическую зависимость U=f(I). Для оценки возможности плавного регулирования режима сварки опыт повторяют для другого значения тока в обмотке независимого возбуждения, устанавливаемого с помощью реостата в цепи независимого возбуждения.
После освоения методики определения внешней характеристики сварочного преобразователя студенты самостоятельно проводят
36
опыты по определению внешних характеристик сварочного трансформатора и выпрямителя. При этом обязательно необходимо указать марку аппарата, выписать его основные технические данные и указать способ регулирования режима сварки.
|
|
|
|
|
Таблица 6 |
Номер опыта |
Измеряемый параметр |
|
Режим работы источника тока |
||
Холостой ход |
Короткое замыкание |
Сварка короткой дугой |
Сварка длинной дугой |
||
1 |
I,А |
|
|
|
|
U,В |
|
|
|
|
|
2 |
I,А |
|
|
|
|
U,В |
|
|
|
|
|