

2.Блоки газосиликатные


Газосиликатные блоки на сегодня самый популярный строительный материал. Блоки «дышат», что способствует регуляции уровня влажности в помещении. Материал, из которого изготавливаются блоки, не подвержен гниению, не горюч, имеет отличные теплоизоляционные свойства. Газосиликат практически вечен и не требует специального ухода. Так как газосиликатные блоки относительно легко впитывают влагу, необходимо дополнительно защищать их штукатурными составами или облицовочным кирпичом.
Ячеистый бетон относится к негорючим строительным материалам. По ДИН 4102 он относится к несгораемому строительному материалу класса А1. Может использоваться для утепления строительных конструкций и теплоизоляции оборудования при температуре изолирующей поверхности до +400°С. Многочисленные исследования показали, что при повышении температуры до +400°С прочность ячеистого бетона увеличивается на 85%. Ячеистый бетон благодаря своей капиллярно-пористой структуре является морозостойким материалом. Способен аккумулировать тепло.
Преимущества газосиликатных блоков:
-высокие теплозащитные и звукоизолирующие свойства;
-достаточно высокая прочность и долговечность;
-пожарная и экологическая безопасность;
-пониженная технологическая влажность, способствующая увеличению теплозащитных свойств ограждений;
-комфортные условия проживания людей в домах с ограждениями из ячеистых бетонов, которые дышат;
-простота обработки – изделия легко пилятся, обтачиваются и штрабятся.
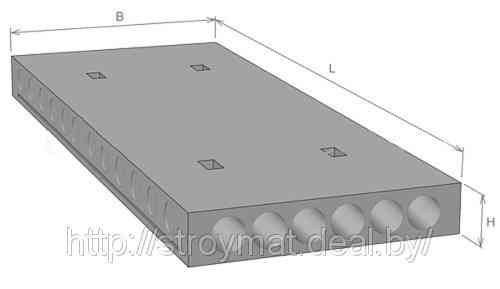
3.Плиты перекрытия


Особенности производства плит перекрытия методом экструзии.
На сегодняшний день плиты перекрытия являются одним из наиболее популярных материалов в области строительства. Найти замену жби плитам (в плане перекрытия между этажами зданий) практически невозможно до сих пор. В многоэтажном строительстве плиты перекрытия являются связующим конструкционным элементом между несущими балками возводящегося сооружения, являясь мощнейшим конструктивным элементом здания.
Еще совсем недавно плиты перекрытия изготавливались с помощью опалубочного способа - в подготовленные формы заливали бетон, уплотняли, штыковали, уплотняли бетонную смесь, ждали ее застывания. Понятно, что время, и трудозатраты были весьма велики, а, между тем, получаемая таким образом жби плита часто была неровной, кроме того, в структуре плиты могли иметься деформации, которые, естественно, сказывались на прочности, как плит, так и самого здания. Поэтому в настоящее время от этого способа производства плит стараются уйти в пользу безопалубочного метода экструзии или другого метода виброуплотнения (слипформер).
Метод экструзии – это когда уплотненная масса из бетона выдавливается на специально подготовленные стенды или как их еще называют дорожки. Именно такой способ позволил добиться более высокой прочности, и минимального риска появления деформаций, пустот, микротрещин. Большие несущие способности плит перекрытия, изготовленных методом экструзии, позволяют укладывать их и на большие пролеты. При производстве жби плит перекрытия методом экструзии, как правило, используют в качестве армирования высокопрочную прядевую арматуру и тяжелый бетон.
Метод экструзии - способ получения полуфабрикатов или готовых изделий из материалов неограниченной длины при помощи выдавливания материала (в нашем случае, бетонной смеси) через формующую головку выбранного профиля.
Если обратиться к истории, то первые экструдеры появились в девятнадцатом веке в Германии, Великобритании, США для того, чтобы наносить гуттаперчевую изоляцию на электрические провода. А уже в начале двадцатого века началось серийное производство экструдеров. В 1930 году с помощью экструдеров стали перерабатывать пластмассу, примерно в 1936 году паровой обогрев корпуса экструдера был заменен на электрический. А в 1938 году на свет появились экструдеры (прототипы современных аппаратов) с увеличенной длиной шнека, а также появились двухшнековые экструдеры. В 1960 году был создан первый дисковый экструдер. На сегодняшний день наибольшей популярностью в промышленности пользуются шнековые экструдеры (червячные). В нашем случае при производстве пустотных плит перекрытия применяют шнековые экструдеры.
Экструдер включает в себя несколько узлов: корпус, рабочий орган, размещенный в корпусе (диск, поршень, шнек, в зависимости от вида экструдера), узел загрузки материала для переработки, другие измерительные, контролирующие и регулирующие устройства.
Процесс производства изделий методом экструзии выглядит следующим образом: из загрузочного устройства исходный материал - бетон, под собственным весом опускается на шнеки. Шнеки перемещают бетон вдоль корпуса. При перемещении материал под давлением сжимается и в последствии продавливается через формующие головки на специально подготовленные дорожки. После того, как бетонное полотно сформировалось и достигло нужной плотности, его разрезают пилой на нужного размера плиты. После чего жби плиты снимаются с производственной линии с помощью специальных подъемных захватов.
Что касается обслуживания экструдеров, то многие зависят от сложности и вида аппарата. Для того, чтобы подготовить оператора на экструдер требуется всего несколько дней. Обслуживание и ремонт аппарата сводится к своевременной прочистке бункера, шнековой группы, направляющих матриц и замене расходных материалов. После того, как экструдер наработал прописанное производителем количество машино-часов, его нужно разобрать и при необходимости заменить цилиндр и шнек.
Благодаря многочисленным достоинствам такого вида производства материалов, как экструзия, экструдеры сегодня пользуются огромной популярностью в промышленности. Так, с их помощью можно постоянно изготавливать многочисленные элементы, одинаковые по форме, но имеющие различное армирование. Экструдеры в отличие от слипформеров (метод виброуплотнения) обеспечивают более высокий темп производства, низкие трудовые затраты (высокая автоматизация оборудования), безопалубочное формование, стабильное качество производимой продукции при условии выбора и точной дозировки компонентов бетона, высокая прочность производимого материала.
Однако для производства материалов при помощи метода экструзии недостаточно одного лишь экструдера - помимо него, нужно иметь дополнительное оборудование, которое вместе с экструдером составит комплексную линию безопалубочного формования плит перекрытия.
К сожалению, на территории СНГ промышленное производство экструзионных линий практически свернуто, и многие компании вынуждены приобретать данное оборудование за рубежом (в частности, популярностью пользуется финское, немецкое, итальянское оборудование).
Минераловатные плиты

В их распоряжении есть достойный туалет, постоянно чистая вода и кухонная техника.
Так же на объекте находятся и другие здания, предназначенные для нужд строителей.



Также при строительстве дома используются перегородки газосиликатные размерами 625х300х100. Внутри здания преимущественно 1,2-х комнатные квартиры. В этот дом не будет поступать горячая вода и не будет поступать тепло из кательной, т.к. в каждой квартире будет стоять свой нагревательный котёл и хозяин квартиры сам будет контролировать климат в своей квартире. Средняя площадь квартиры приблизительно составляет 60 кв.м. Стоимость одного квадратного метра, с начала возведения дома, составляла 2,600,000 бел.руб., а сейчас будет около 1,000 y.e.
Конец строительства намечен на декабрь 2011 года.
Кровля