

18. Влияние флегмового числа на размеры ректификационной колонны и расход тепла при ректификации. Оптимальное флегмовое число.
Поскольку проведение ректификации связанно с испарением жидкости и соответствующими затратами тепла, на основании изложенного можно сформулировать одно из важнейших правил ректификации: с уменьшением флегмового числа и, следовательно, затрат тепла на проведение процесса уменьшается движущая сила, и наоборот.
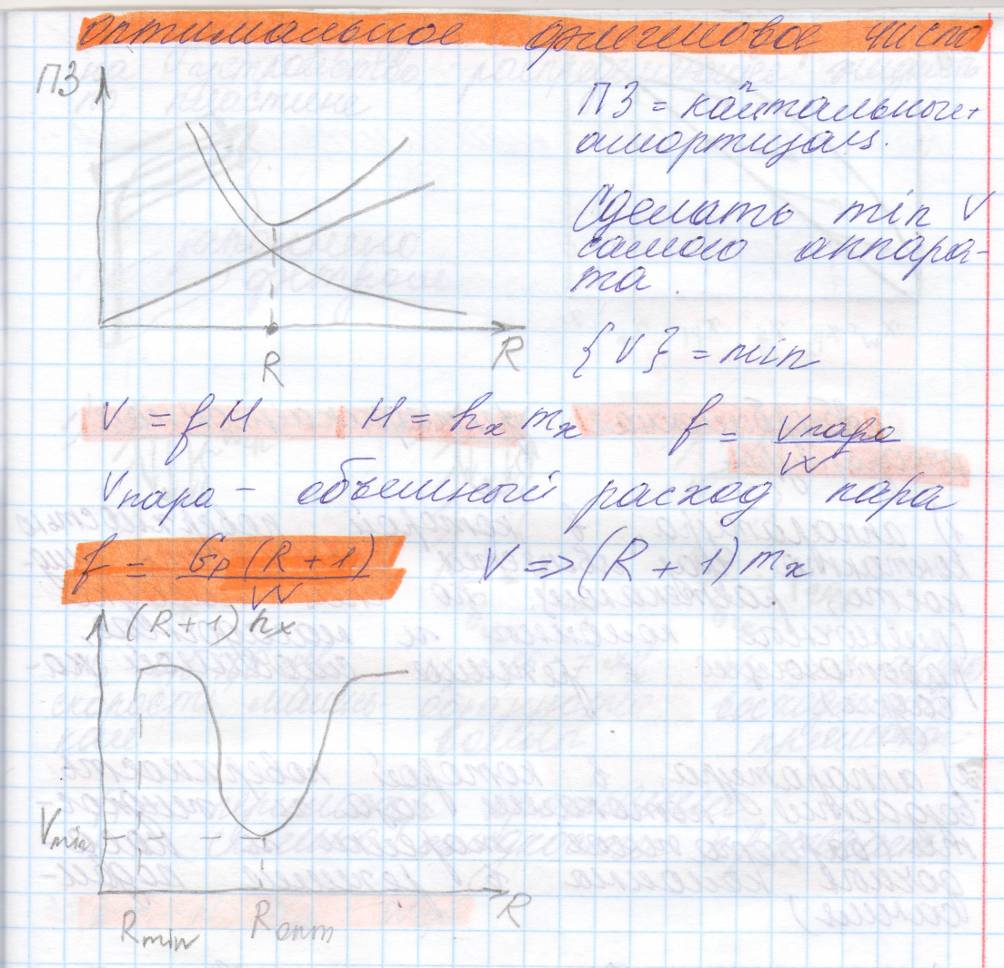
Оптимальное (рабочее) флегмовое число можно найти, исходя из минимального объема колонны.
Количество пара, проходящего через ректификационную колонну, равно VP= GP(R+1)/(3600pG), где VP- объемная скорость пара в колонне, м3/с; pG- плотность смеси ,кг/м3; GP- количество дистиллята, кг/ч
Сечение колонны при заданной скорости пара и GP является величиной, пропорциональной (R+1), а высота аппарата пропорциональна числу единиц переноса. Следовательно, произведение mx(R+1) пропорционально рабочему объему аппарата.
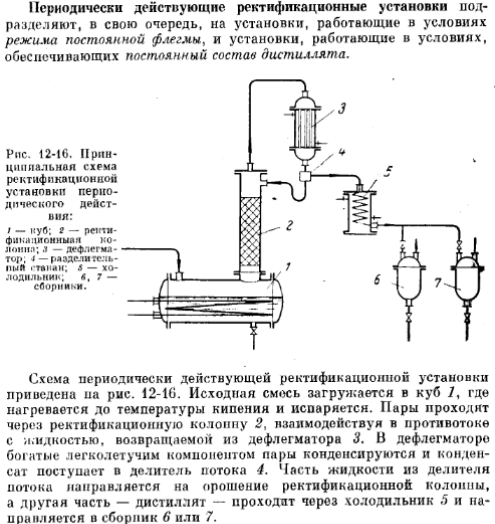
19. Схема периодически действующей ректификационной установки. Рабочие линии процессов с переменным и постоянным флегмовым числом.
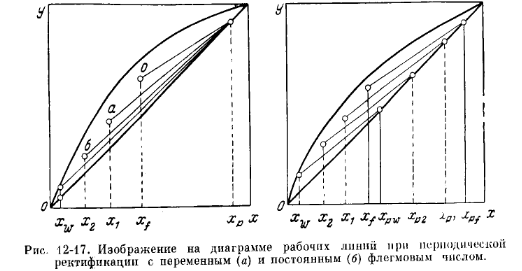
При R=const наклон рабочих линий не зависит от концентраций. В начале процесса концентрация легко летучего компонента в кубовой жидкости xf, а дистиллята xд. По мере течения процесса концентрация кубовой жидкости уменьшается, принимая значения x1,x2…до xW, соответственно, будет уменьшаться концентрация легко летучего компонента и в дистилляте.
Данный процесс для малотоннажных производств имеет преимущество даже по сравнению с процессами непрерывной ректификации и состоит в том, что разделение смесей из любого числа компонентов возможно из одного ректификационного аппарата.
При R≠const. По мере отгонки легко летучего компонента концентрация жидкости в кубе будет уменьшаться от xf до xw, проходя промежуточные х1, х2… Флегмовое число непрерывно изменяется от минимального в начале процесса и до максимального в конце. Следовательно, требуется непрерывное и строго программное изменение питания колонны по раме и флегме. На практике обеспечить этот процесс очень трудно.
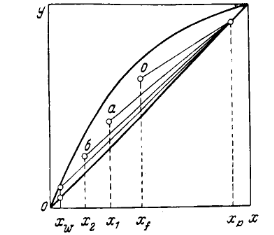
20. Схема периодически действующей ректификационной установки. Изображение процесса в у-х диаграмме при постоянном составе дистиллята.
По мере отгонки легко летучего компонента концентрация жидкости в кубе будет уменьшаться от xf до xw, проходя промежуточные х1, х2… Для обеспечения постоянного состава дистиллята процесс ректификации необходимо проводить при непрерывно изменяющемся флегмовом числе: минимальном в начале процесса и максимальном в конце. Следовательно, требуется непрерывное и строго программное изменение питания колонны по раме и флегме. На практике обеспечить этот процесс очень трудно.
22Построение кинетической кривой и определение числа тарелок.
Чтобы определить число тарелок колонны, рассмотрим предварительно принцип работы тарелки. В отличие от насадочного аппарата, схема работы которого близка к модели полного вытеснения пара и жидкости, на тарелке наблюдается перекрестный ход тока газа (пара) к потоку жидкости (рис. 13-24).
С верхней тарелки жидкость приходит концентрацией хн, протекает по тарелке и за счет массообмена с паром уходит с тарелки, имея концентрацию хк, отличающуюся от хн. Газ (пар) приходит с ниже расположенной тарелки при концентрации ун и уходит с тарелки при концентрации ук.
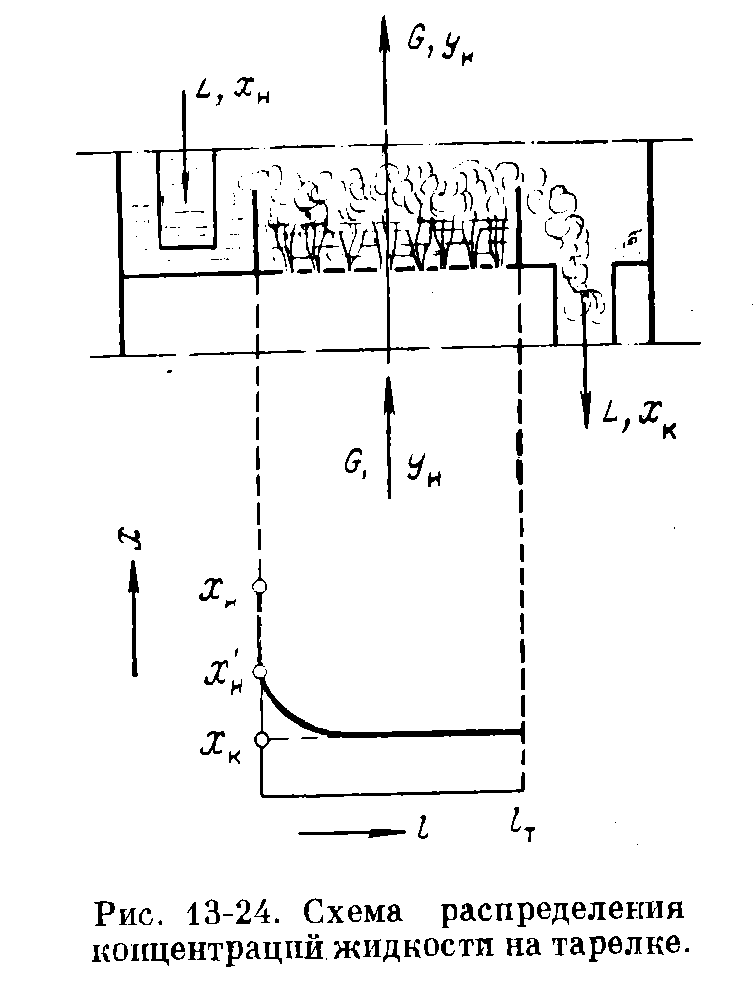
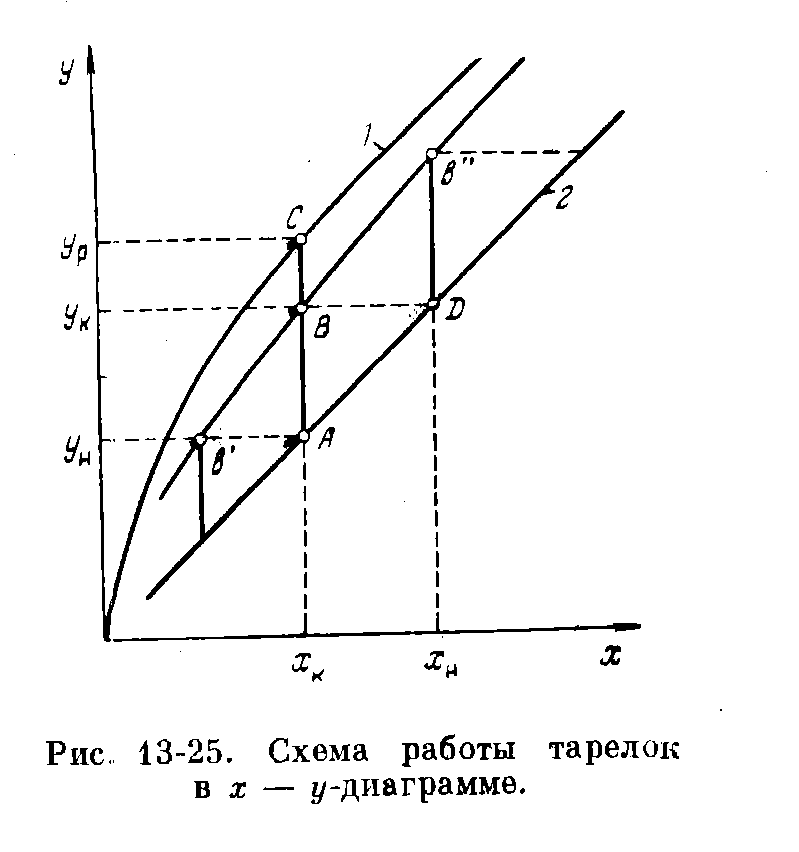
Схема изменения концентрации жидкости в координатах l-x (где I — длина пути жидкости на тарелке) представлена на рис. 13-24. Концентрация жидкости хн меняется скачком до концентрации (смешение двух жидкостей с различными концентрациями легколетучего), и далее плавно от х'а меняется до хк. Если бы на тарелке вследствие барботажа пара происходило полное перемешивание жидкости, то концентрация жидкости на всем участке оставалась постоянной и равной хк. Исключая отдельные частные случаи, можно * принять с небольшой ошибкой, что на тарелке происходит полное перемешивание жидкости, ее концентрация по всей длине тарелки равна хк. Газ(пар) вдоль зоны контакта фаз (по высоте слоя жидкости) полностью вытесняется, а его концентрация меняется от ун до ук Рассмотрим на графике (рис. 13-25) схему работы тарелки. Для этого построим равновесную кривую 1 и рабочую линию процесса 2. Уравнение рабочей линии связывает концентрации газа (пара) и жидкости над и под тарелкой для любой тарелки. Выделим в ректификационной или абсорбционной колоннах какую-либо тарелку, для которой значения ун и ук, хн и хк будут такими, как показано на графике.
Пар, барботируя через жидкость, не приходит в состояние равновесия с ней, поэтому ук < г/р. Концентрация жидкости в случае полного ее перемешивания меняется скачком до хк; этому изменению соответствует пунктирная линия BD. Концентрация пара изменяется от ун до ук; этому изменению соответствует линия А В.
Начальной движущей силой по пару будет являться разность Ур ~ Ун> конечной ур — ук, а средней движущей силой —
![]()
Из исходного графика и равенства следует;
![]() или
или
![]()
Зная величину е , можно найти положение точки В. Выше и ниже расположенные тарелки изобразятся на диаграмме аналогичными ступеньками, причем концентрация жидкости, стекающей с выше расположенной тарелки, будет величиной хн, а концентрация жидкости, покидающей тарелку ABD, будет начальной концентрацией жидкости для ниже расположенной тарелки. Зная для двух соседних тарелок величины е , можно также найти положение точек В' и В". Линия, проходящая через эти точки, носит название кинетической кривой.
Следовательно, чтобы найти число тарелок колонны, достаточно между кинетической и рабочей линиями вписать ступенчатую ломаную линию в интервале рабочих концентраций; число ступеней этой ломаной равно искомому числу реальных тарелок нолонны.
Положение кинетической линии можно определить так. Из основного уравнения массопередачи, записанного для одной тарелки
![]() ,
получаем
,
получаем
![]()
Поверхность контанта фаз в случае барботажа определить труднее. Поэтому коэффициент массопередачи относят к площади барботажа тарелки F6 и обозначают Kyf, а число единиц переноса как
![]()
Коэффициент
массопередачи рассчитывают с учетом
известных коэффициентов массоотдачи
в паровой![]() и жидкой
и жидкой
![]() фазах по уравнению аддитивности.
фазах по уравнению аддитивности.
![]()
где т — тангенс угла наклона равновесной линии для участка одной тарелки (участки кривой равновесных составов для одной тарелки спрямляются).Таким образом, положение кинетической линии можно найти,определив KYf для ряда проведенных линий АВ между рабочейи равновесной зависимостями, вычислив значение ету и величины СВ.
![]()
Эффективность тарелки по Мерфри представляет собой отношение действительного изменения концентраций в газовой (паровой) фазе к предельно возможному. Предельно возможное изменение концентраций будет в том случае, если пар, уходящий с тарелки, находится в равновесии с жидкостью, уходящей с тарелки.
Если на тарелке имеет место градиент концентраций жидкости по ходу ее движения, то газ (пар) непосредственно над жидкостью в различных точках тарелки будет разного состава.
вследствие высокой турбулизации газового (парового) потока газ (пар), подходя к следующей тарелке, практически полностью перемешан; его концентрация под тарелкой постоянна по сечению колонны:
![]()
где уТ — концентрация пара в какой-либо точке тарелки непосредственно над жидкостью состава хт; урт — концентрация пара, равновесного с жидкостью состава хт.
Очевидно,
что в случае полного перемешивания
жидкости ут
=
= уK,
хт
=
хк,
, а
![]() .
При
неполном перемешивании
.
При
неполном перемешивании
![]() не равно
не равно
![]() Существуют две модели процесса,
происходящего на тарелке; секционная
и диффузионная. При помощи этих моделей
можно перейти от коэффициента
массопередачи, или j,
к
jм.
Существуют две модели процесса,
происходящего на тарелке; секционная
и диффузионная. При помощи этих моделей
можно перейти от коэффициента
массопередачи, или j,
к
jм.
В секционной модели предполагается, что тарелка по ходу движения жидкости делится на ряд секций, причем в каждой секции осуществляется полное перемешивание жидкости, между секциями перемешивания нет.
Участок х'н — хк состоит из ряда секций, например I, II, III, IV. На основе этой модели устанавливается зависимость между коэффициентом массопередачи, или j , и jм, по которой при известном числе секций можно найти jм. При числе секций, равном единице, на тарелке происходит полное перемешивание жидкости.
В диффузионной модели вводится понятие коэффициента перемешивания. Выражение, в состав которого входит скорость движения жидкости на тарелке wL и высота статического слоя жидкости на тарелке hст (по одной методике) или длина пути жидкости (по другой методике), а также значение коэффициента перемешивания, характеризует степень перемешивания жидкости на тарелке. Увеличение этого выражения (комплекса)
![]()
свидетельствует об уменьшении степени перемешивания жидкости на тарелке.
На основе этой модели, кроме того, рекомендуется уравнение связи коэффициента массопередачи, или l с jы Зная и КХ\ или KYf можно найти предварительно рассчитав D.
Величины jм для ряда тарелок позволяют найти положение на графике кинетической кривой с учетом степени перемешивания жидкости и определить число тарелок колонны.