

34) Загрузочные устройства для автоматических линий с поперечным расположением станков (сквозной транспорт)
В автоматических линиях с поперечным расположением станков со сквозной трассой транспортного потока в ряде случаев загрузочные устройства отсутствуют, а их функции выполняют транспортные устройства.
Рассмотрим
транспортную систему автоматической
линии для фрезерно-центровальной и
токарной обработки валов.
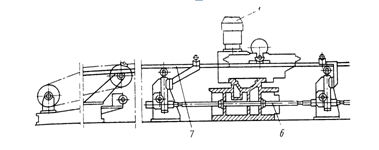
Рисунок 1 – Транспортная система автоматической линии для обработки валов
Межстаночное перемещение заготовок осуществляется с помощью транспортных штанг. При передаче заготовок от загрузочного магазина к фрезерно-центровальному и далее к токарным полуавтоматам транспортные штанги осуществляют продольное и вертикальное возвратно-поступательные движения. Продольное перемещение штанг (вперед-назад) производится от качающегося гидроцилиндра, установленного на разгрузочном магазине, вертикальное (вверх-вниз) — с помощью подъемников от гидроцилиндра, установленного на подставке и соединенного с приводной штангой, состоящей из отдельных секций. Переналадка линии при смене с одного вида обрабатываемого вала на другой выполняется за счет регулировочной настройки частот конвейера, а также наладки каждого станка линии.
35.Загрузочные устройства для автоматических линий с продольным расположением станков (несквозной транспорт).
В автоматических линиях, составляющих эту группу станки расположены продольно, а трасса транспортного потока проходит параллельно оси центров с передней или задней стороны станков, сверху или снизу относительно рабочей зоны станков. Эти линии характеризуются простотой применяемых транспортно-загрузочных устройств, возможностью визуального контроля^ обрабатываемых деталей, находящихся на транспортном потоке.
Линия со штанговой транспортно-загрузочной системой состоит из штанги с собачками для перемещения деталей и манипуляторов по числу станков. Последовательность работы этой системы заключается, в следующем. Штанга циклично совершает возвратно-поступательное движение, захватывает детали из магазина и перемещает их от станка к станку. С помощью манипуляторов детали затем перемещаются в рабочую зону станков, а обработанные — поступают на линию трассы транспортного потока.
36.Загрузочные устройства для автоматических линий, состоящих из патронных автоматов.
В многошпиндельных патронных автоматах типа «Gildemeister» (ФРГ) использованы загрузочные устройства, устанавливаемые непосредственно перед рабочей зоной станка. Загрузка и разгрузка многошпиндельных автоматов осуществляется при вращающихся и неподвижных шпинделях, для чего предусмотрен специальный механизм, отключающий их вращение. В тех случаях, когда требуется загрузить деталь в определенном угловом положении относительно шпинделя, автоматы оборудуются специальным устройством, обеспечивающим точное позиционирование шпинделя при его остановке.
Типовые загрузочные устройства состоят из подводящих и отводящих лотков или конвейеров; одно- или двухзахватных манипуляторов и механизмов для отсекания заготовок.
Существует несколько типовых схем использования манипуляторов в многошпиндельных автоматах, на рис. 19 даны примеры таких схем.
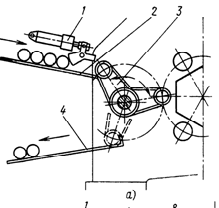
Загрузочное устройство, показанное на рис. 19, а, стоит из двухзахватного манипулятора 3, подводящего 2 и отводящего 4 регулируемых лотков и отсекателя 1. С помощью отсекателя осуществляется поштучное отделение заготовок из общего потока. Манипулятор 3 при перемещении вдоль оси поворота захватывает заготовку из загрузочной позиции лотка 2 и одновременно готовую деталь из патрона станка. После отвода и поворота манипулятора одновременно заготовки загружаются в патрон автомата, а обработанные детали укладываются в отводящий лоток 4. После этого манипулятор занимает исходное положение.