

Требования к источникам питания
Источник питания должен обеспечивать легкое и надежное возбуждение дуги, устойчивое ее горение в установившемся режиме, регулирование мощности (тока). Источник питания должен быть рассчитан на конкретные режимы работы, т. е. на определенную нагрузку и определенные условия эксплуатации (температуру, влажность, давление, пространственное положение сварного шва), при которых все его свойства проявляются оптимально.
Источник питания должен при определенных режимах работы должен удовлетворять двум группам требований: технологическим и технико-экономическим.
Технологические требования. Эти требования определяются техническими возможностями достижения технологических свойств, которые определяются, в свою очередь, статическими и динамическими свойствами источника питания и свойствами нелинейных участков — разрядного промежутка и ванны.
Прежде всего источник должен легко настраиваться на требуемый режим сварки. Для этой цели в источниках необходимы регулирующие устройства, позволяющие получать семейство внешних вольт-амперных характеристик. Для некоторых способов сварки большое значение имеет возможность дистанционной настройки режима работы источника.
Совершенствование способов и технологии дуговой сварки предъявляет к источникам разнообразные и многочисленные требования. Например, источники питания для сварки вольфрамовым электродом целесообразно снабжать осцилляторами для зажигания дуги без применения короткого замыкания, устройствами для плавного регулируемого во времени нарастания тока при зажигании дуги и гашения ее при окончании автоматической сварки.
Статические свойства источника отражены в его внешней статической характеристике и ее соответствии вольт-амперной характеристике дуги, так как способность энергетической системы источник — дуга — ванна поддерживать устойчивое горение дуги и заданный режим зависит от видов и взаимного расположения этих характеристик.
О динамических свойствах источника можно судить по характеру и скорости протекания переходных процессов в системе источник—дуга — ванна, сопровождающихся резкими изменениями сварочного тока при ступенчатых изменениях проводимости разрядного промежутка, которые вызываются резкими переходами из одного установившегося режима в другой (например, при переходе от холостого хода к короткому замыканию при первоначальном возбуждении дуги). Кроме того, при сварке могут наблюдаться относительно небольшие колебания напряжения на дуге и тока дуги, вызываемые процессами в разрядном промежутке (изменением длины дуги, переносом капель расплавленного металла, перемещением активных пятен на поверхностях электрода и изделия, возникновением в столбе дуги потоков ионизированного газа, колебаниями напряжения сети, неравномерностью скорости подачи сварочной проволоки и т. д.).
Технико-экономические показатели. К этим показателям относятся коэффициент полезного действия (к.п.д.), коэффициент мощности (соs ), габаритные размеры, массы, показатели надежности, эргономические (размещение) и технологические показатели конструкции источников, соответствие правилам безопасности и т. п.
Коэффициент полезного действия характеризует потери энергии в самом источнике
И = NД 100/ NC, где NД – мощность дуги, NC – мощность, потребляемая из сети.
Для различных источников питания дуги И находится в широких пределах и составляет 45 – 98%.
Режимы работы источников питания. Источник питания для дуговой сварки рассчитывается на определенную нагрузку, при которой он работает, не перегреваясь выше установленных норм, т. е. рассчитывается по нагреву на определенный режим работы, определяемый характером изменения нагрузки во времени P = f(t). Источник питания рассчитывается также на заданную величину напряжения, которая определяет класс применяемых изоляционных материалов.
Ток, напряжение, мощность и режим работы источника питания, на которые он рассчитан, называются номинальными(IН, UH, PH).
При эксплуатации источника питания происходит нагрев его обмоток, ферромагнитных сердечников и ряда конструктивных элементов (кожуха, стяжных болтов и т. д.). Под перегревом понимают превышение температуры Т источника питания над температурой окружающей среды: = T - T0
где —температура перегрева; Т — температура источника питания; Т0 — температура окружающей среды. После включения источника питания температура Т повышается и температура перегрева нарастает, пока не достигнет установившегося значения у, при котором повышение температуры Т прекращается. При изменениях нагрузки происходит изменение Т и .
Различают три режима работы источников питания для дуговой сварки: продолжительный, перемежающийся и повторно-кратковременный. Продолжительным режимом называется такой режим, при котором источник успевает за время работы нагреться до температуры у.
Р ис.
1.14. Характеристики продолжительного
режима работы: а график изменения
нагрузки источника питания во времени
P = f(t); б —кривая нарастания температуры
во времени T = f(t) для продолжительного
режима работы.
ис.
1.14. Характеристики продолжительного
режима работы: а график изменения
нагрузки источника питания во времени
P = f(t); б —кривая нарастания температуры
во времени T = f(t) для продолжительного
режима работы.
Уравнение кривой нагрева T=f(t) для продолжительного режима работы
![]()
Величина подкасательной НАГР называется постоянной времени нагрева. Она характеризует скорость возрастания во времени температур и Т данного источника. За время t, равное НАГР, температура перегрева достигает 63% от У.
Перемежающийся режим характерен тем, что время tp работы (сварки) чередуется со временем перерывов работе tn (пауз). На рис. 1.15, а дан график изменения нагрузки во времени при перемежающемся режиме работы.
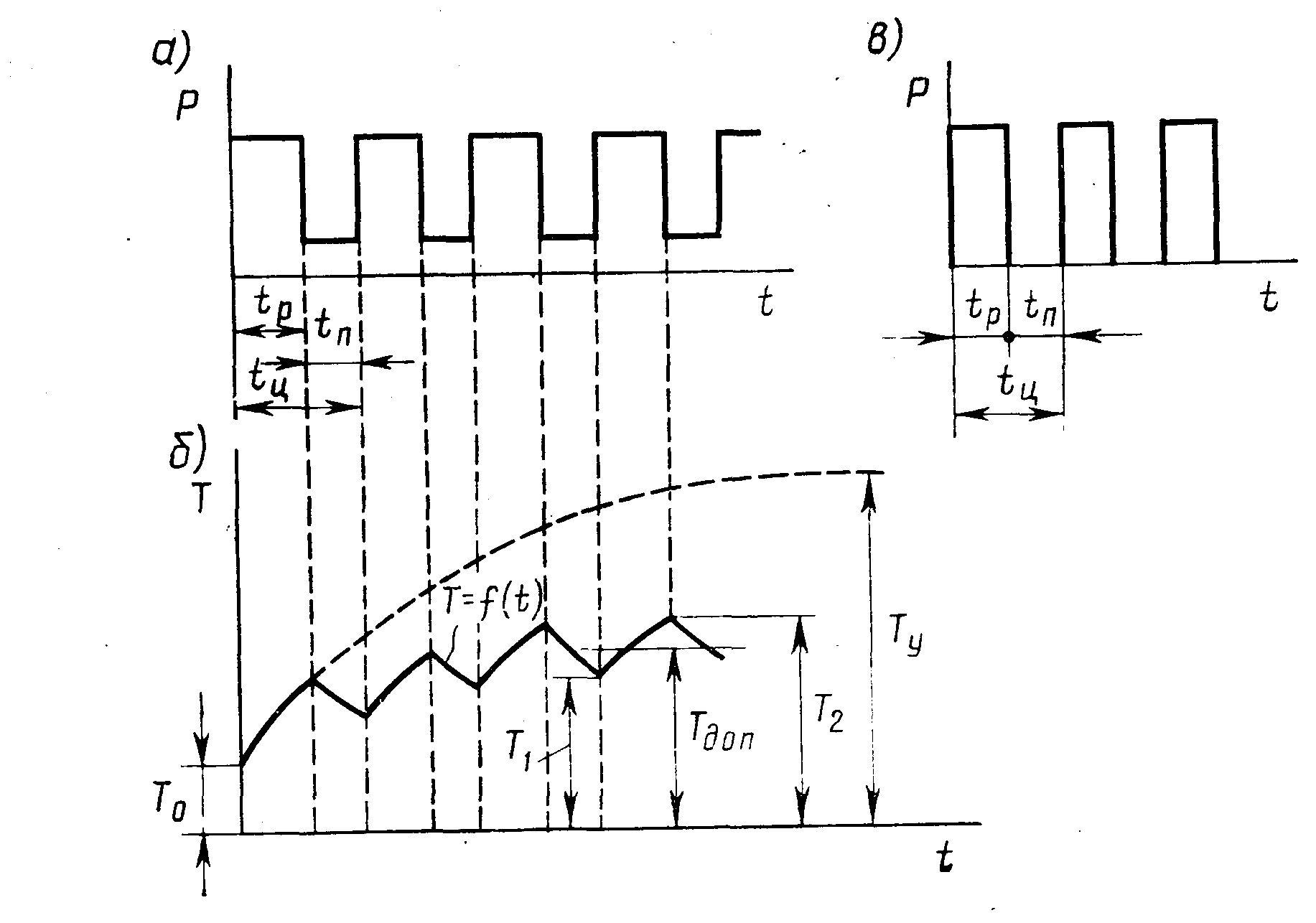
Рис. 1.15. Характеристики перемежающегося и повторно-кратковременного режима работы: а — график изменения нагрузки во времени при перемежающемся режиме; б—кривая нарастания температуры при перемежающемся режиме; в — график изменения нагрузки во времени при повторно-кратковременном режиме
При этом режиме за время работы tp температура источника не успевает достигнуть значения установившейся температуры Ту, а за время перерывов в работе tn источник не успевает охладиться до температуры окружающей среды Т0 (рис. 1.15, б). Время tп соответствует режиму холостого хода источника. Процесс охлаждения, так же как и процесс нагрева, описывается экспоненциальной кривой. По истечении некоторого промежутка времени температура источника колеблется между некоторым максимальным значением Т2 и минимальным Т1. Среднее значение этих двух температур Тдоп обычно выбирается как расчетное. У реальных источников питания постоянная времени охлаждения несколько больше постоянной времени нагрева.
Перемежающийся режим для нагрузки циклического типа характеризуется относительной продолжительностью нагрузки за время цикла tц= tР + tП .
![]()
Повторно-кратковременный
режим отличается от перемежающегося
тем, что источник питания, получающий
энергию от силовой сети, во время пауз
в работе отключается от сети (рис. 1.15,
в) Повторно-кратковременный режим
характеризуется продолжительностью
включения:![]()
Если величина ПН% (или ПВ%) отличается от номинальной приведенной в паспорте установки, то величину сварочного тока соответствующую другому значению ПН% (или ПВ%), можно найти, пользуясь формулой
![]()
При этом максимальная величина тока ограничивается расчетными данными установки.
Единая система обозначений. Начиная с 1974 г. для электросварочного оборудования, выпускаемого промышленностью, принята система обозначений типов, описываемая структурой, приведенной на рис. 1.16. В структуре на месте буквы А проставляется сокращённое название изделия (А—агрегат, В—выпрямитель, И—источник питания, П—преобразователь, Т—трансформатор); на месте буквы Б проставляется буква, обозначающая вид сварки (в нашем случае Д—дуговая); на месте буквы В проставляется буква (буквы), обозначающая способ сварки (Д—ручная штучным электродом, ДО— открытой дугой, ДФ—под флюсом, ДГ—в защитном газе). Так как буква Д повторяется под индексами Б и В, то в названиях она проставляется один раз (только для дуговой сварки). Дополнительно в буквенной части обозначения могут появляться буквы М—для многопостовых источников, а также буквы Б или Д, обозначающие соответственно вид двигателя—бензиновый или дизельный—для агрегатов с приводным двигателем внутреннего сгорания.
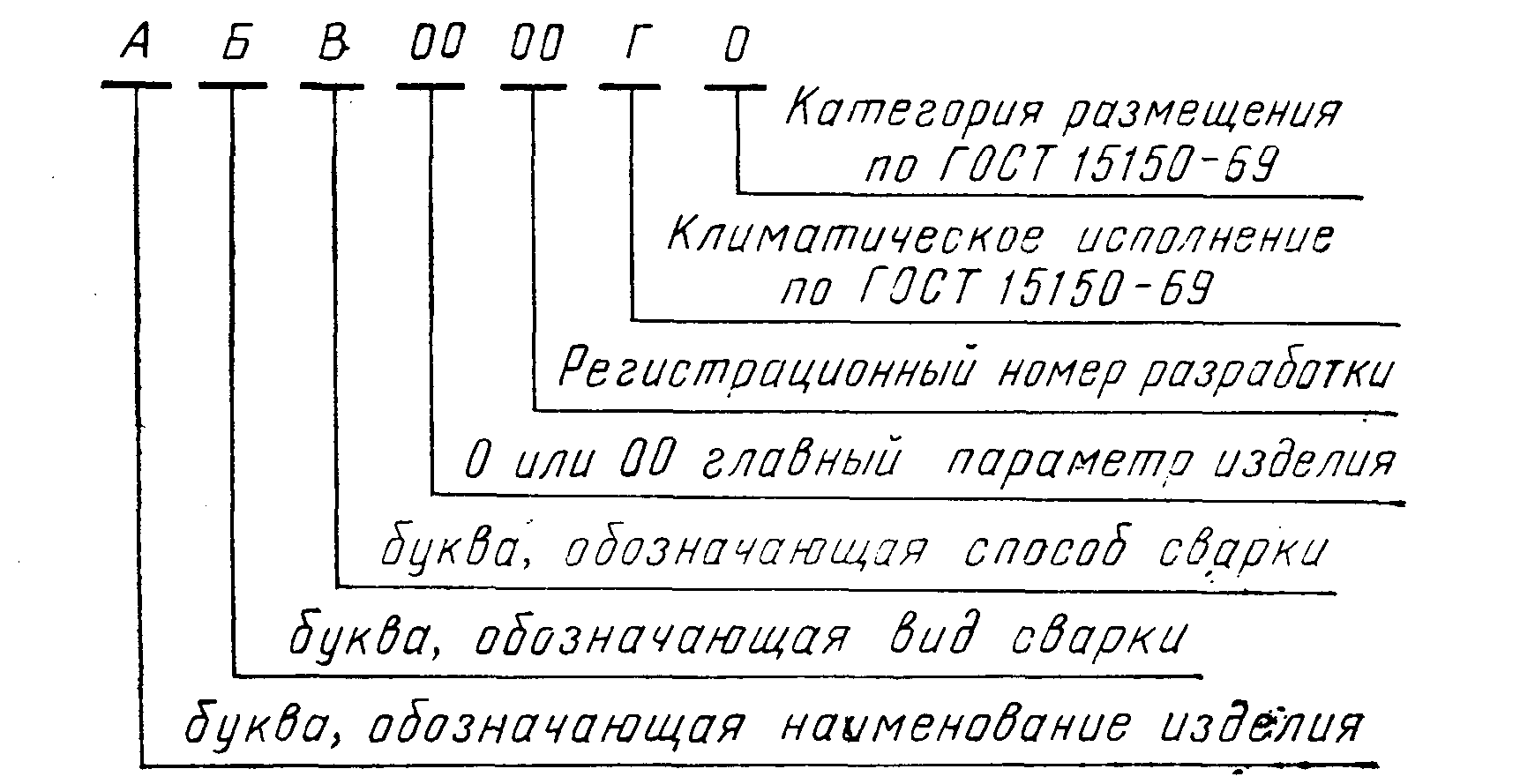
Рис. 1.16. Структура обозначений типов электросварочного оборудования
Цифровая часть обозначения, как правило, должна состоять из одного трех- или четырехзначного числа, первые одна или две цифры которого есть значение сварочного тока, округленное до целых десятков или сотен ампер, а две последние цифры (01, 02, и т. д.) —регистрационный номер разработки.
После цифровой части без разделяющих знаков вводятся буквы (на месте буквы Г) и цифры, обозначающие климатическое исполнение и категорию размещения по ГОСТ 15150—69.
Примеры обозначений:
1) выпрямитель многопостовой, для ручной дуговой сварки с номинальным током 1000 А, регистрационный номер разработки 01, климатическое исполнение У, категория размещения 3 — ВДМ-1001УЗ;
2) трансформатор сварочный однопостовой для ручной дуговой сварки с номинальным током 315 А, регистрационный номер разработки 01, климатическое исполнение У, категория размещения 2 — ТД-301У2.