

Распределение потенциалов по длине дуги.
Напряженность электрического поля в столбе дуги Ест невысока — порядка 10—35 В/см. Это объясняется высокой проводимостью столба дуги. Напряженности электрического поля Ек и Еа в приэлектродных областях вследствие появления там при горении дуги пространственных (объемных) зарядов значительно больше, чем в столбе дуги, и могут достигать значений порядка (1—2) -106 В/см.
На рис. 1.3 приведен график, отражающий качественную картину распределения потенциалов по длине дуги, горящей в воздухе при воздухе при ручной дуговой сварке. Величины потенциалов для построения графика определяются экспериментальным путем. Характерным для графика является то, что в приэлектродных областях наблюдаются резкие изменения потенциалов по сравнению с изменением потенциалов в столбе дуги. Это объясняется различием физических процессов, протекающих в этих областях и в столбе дуги, Напряжение на дуге uд есть сумма разностей потенциалов в анодной области иа, в столбе дуги uст и в катодной области uk:
uд = иа + uст + uk (1.3)
Рис. 1.3. График распределения потенциалов по длине дуги
Схема замещения сварочной дуги
Для расчетов и анализа процессов, происходящих в источнике питания, изобразим схему замещения реальной дуги и заменим вольт-амперную характеристику дуги аналитическим выражением Uд=f(I). При составлении схемы замещения учитывается вид характеристики дуги — падающая, жесткая и возрастающая. По второму правилу Кирхгофа для схемы рис. 1.6, а :
UД =EД +RДИФ I
где EД — э. д. с. схемы замещения сварочной дуги; RДИФ = mR tg — дифференциальное сопротивление нелинейного участка сварочного контура, которым является разрядный промежуток. Угол образован касательной к данной точке вольт-амперной характеристики дуги и осью тока, a mR = B/A — масштабы напряжения и тока на рис. 1.6, б.
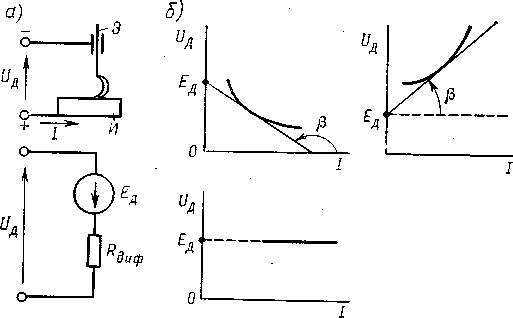
Рис. 1.6. Схема замещения сварочной дуги: а – цепь дуги и схема; б — к определению дифференциального сопротивления дуги для падающей, жесткой и возрастающей вольт-амперных характеристик
Зависимость напряжения на дуге от тока дуги. Вольт-амперная характеристика нелинейного участка сварочного контура, которая строится по данным эксперимента, представляет собой зависимость напряжения на дуге UД от тока дуги при данных длине дуги lд, проводимости G разрядного промежутка и постоянстве остальных физических факторов, влияющих на условия существования. и горения сварочной дуги.
Расчеты электрических нелинейных цепей производятся, как правило, графоаналитическими методами. Для расчета вводится понятие дифференциального сопротивления [14] нелинейного участка цепи (в нашем случае разрядного промежутка, где горит дуга). Дифференциальное сопротивление равно отношению бесконечно малого приращения напряжения на дуге к бесконечно малому приращению сварочного тока:
![]()
Форма вольт-амперной характеристики сварочной дуги отражает свойства дуги данной длины lД, существующей в определенных физических условиях, которые обусловливают проводимость G разрядного промежутка.
Статическая вольт-амперная характеристика дает представление о том, как изменяется в определенных условиях проводимость Gд дугового промежутка длиной lд при изменении величины напряжения, подводимого к дуге.
Поскольку напряжение uд на дуговом промежутке есть сумма разностей потенциалов в приэлектродных областях и в столбе дуги (1.3), то от характера изменения каждой каждой составляющей в зависимости от тока при неизменных физических условиях в разрядном промежутке зависит вид статической вольт-амперной характеристики.
Известны статические вольт-амперные характеристики сварочных дуг трех видов:
падающая — с ростом сварочного тока I UД уменыпается (рис. 1.5, а);
жесткая — с ростом I UД остается практически неизменным (рис .1.5,б);
возрастающая — рост I вызывает увеличение UД (рис. 1.5, в).
Падающие вольт-амперные характеристики имеют свободные малоамперные дуги, горящие в атмосфере воздуха и в среде аргона при токах от нескольких ампер до 70—80 А. Причиной снижения напряжения на дуге является уменьшение напряжения столба дуги UСТ. C ростом тока более интенсивно протекает ионизация газа столба дуги, проводимость столба дуги увеличивается, а площадь поперечного сечения столба возрастает. Разности потенциалов в анодной иа и в катодной ик областях практически не зависят от величины тока, а только от физических условий, в которых существует дуга. При неизменной длине дуги с ростом тока уменьшается UСТ и напряжение на дуге; при этом дифференциальное сопротивление Rдиф<0, так как угол д тупой (рис. 1.5, а).
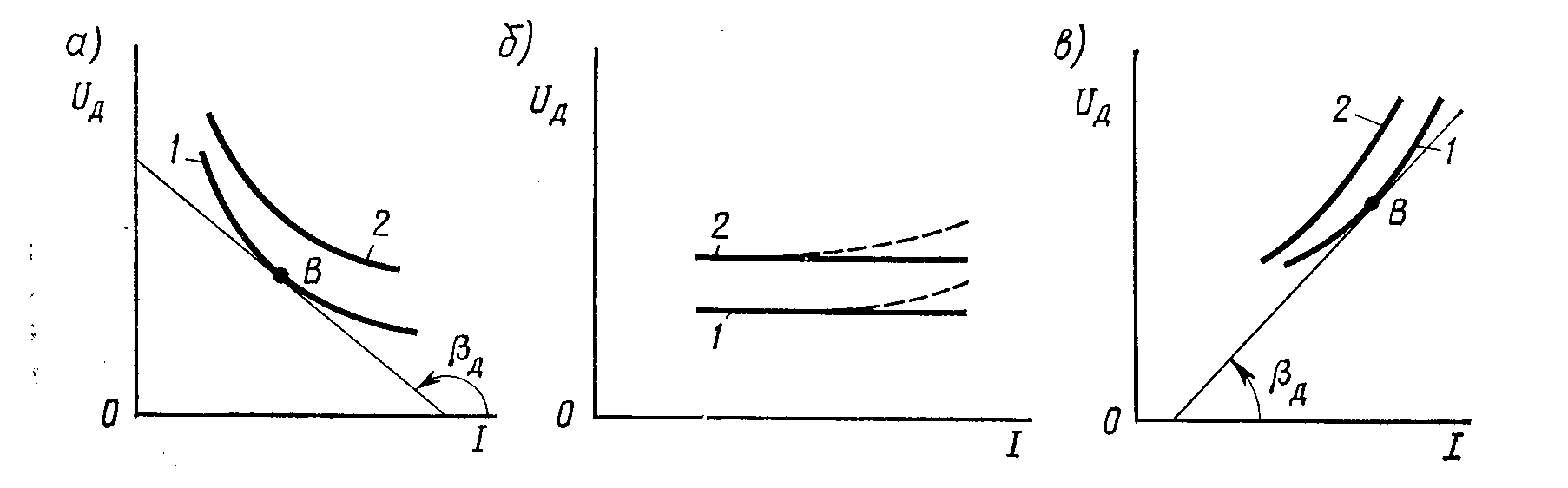
Рис. 1.5. Вольт-амперные характеристики дуги: а — падающие; б — жесткие; в – возрастающая
Жесткую вольт-амперную характеристику имеют сварочные дуги с токами от 80 А и выше при ручной дуговой и механизированной сварке под флюсом (рис. 1.5, б). С ростом сварочного тока увеличивается площадь столба дуги, в результате чего проводимость разрядного промежутка практически не изменяется. Увеличение тока с одновременным увеличением площади столба дуги приводит к тому, что плотность тока в столбе дуги и напряженность электрического поля Ест остаются постоянными. Этим объясняется то, что при постоянстве иа и ик напряжение ист практически не зависит от величины тока. При lд=const напряжение uд с ростом тока не изменяется, при этом Rдиф = 0.
При механизированной сварке под флюсом, когда диаметр электродной проволоки невелик, плотность тока в электроде несколько больше таковой при свободной малоамперной дуге, горящей в воздухе или в аргоне. Начиная примерно с 300—400 А и выше вольт-амперная характеристика дуги, горящей под флюсом, становится пологовозрастающей. На рис. 1.5, б такая характеристика показана пунктиром.
При сварке плавящимся злектродом в среде углекислого газа и сжатой дугой в среде аргона неплавящимся злектродом вольт-амперная характеристика сварочной дуги крутовозрастающая. С ростом сварочного тока напряжение на дуге возрастает, при этом Rдиф >0 и угол д<л/2. Плотность тока э в электроде для указанных способов сварки больше, чем плотность тока при сварке свободной малоамперной дугой в атмосфере воздуха и в среде аргона, а также при ручной дуговой сварке и при сварке под флюсом.