21.Штамповка
Горячая объемная штамповка - это вид обработки металлов давлением, при котором формообразование изделия из нагретой заготовки осуществляется с помощью специального инструмента штампа. При этом пластическая деформа-ция металла должна начинаться и заканчиваться при температуре выше темпе-ратуры его рекристаллизации.
По сравнению с ковкой штамповка имеет ряд преимуществ. Горячей объемной штамповкой можно получить изделие сложной конфигурации без напусков, что при ковке невозможно. Допуски на штампованную продукцию в 3-4 раза мень-ше, чем на кованную. В следствие этого значительно сокращается объем после-дующей обработки резанием.
Производительность штамповки значительно выше ковки.
В то же время штамп - дорогостоящий инструмент и пригоден только для изго-товления какого-то одного, конкретного изделия. В связи с этим, штамповка экономически целесообразна лишь при изготовлении достаточно больших пар-тий одинаковых изделий. Кроме того, для объемной штамповки требуются го-раздо большие усилия деформирования, чем для ковки таких же изделий.
Есть два способа горячей объемной штамповки:
- штамповка в открытых штампах;
- штамповка в закрытых штампах.
Холодная штамповка.
Обычно под холодной штамповкой понимают штамповку без предварительного нагрева заготовки. Однако в общем случае, холодная обработка давлением – это такая обработка при которой пластическая деформация металла начинается при любой температуре, но заканчивается обязательно при температуре, ниже температуры его рекристаллизации. Для металлов и сплавов, применяемых при штамповке, такой процесс деформирования соответствует условиям холодного деформирования.
Основные разновидности холодной объемной штамповки - холодное выдавливание, холодная высадка и холодная объемная формовка. При холодном выдавливании заготовку поме-щают в полость, из которой металл выдавливают в отверстия, имеющиеся в ра-бочем инструменте. Выдавливание обычно выполняют на кривошипных или гидравлических прессах в штампах, рабочими частями которых являются пуан-сон и матрица. Различают прямое, обратное, боковое и комбинированное вы-давливание.
При прямом выдавливании металл вытекает в отверстие, расположенное в дон-ной части матрицы, в направлении, совпадающем с направлением движения пуансона относительно мтрицы. При обратном выдавливании направление течения металла противоположно направлению движения пуансона относительно матрицы.
При боковом выдавливании металл вытекает в отверстие в боковой части мат-рицы в направлении, не совпадающем с направлением движения пуансона.
Комбинированное выдавливание характеризуется одновременным течением металла по нескольким направлениям и может быть осуществлено по несколь-ким из рассмотренных ранее схем холодного выдавливания.
22.Сферодвижная штамповка
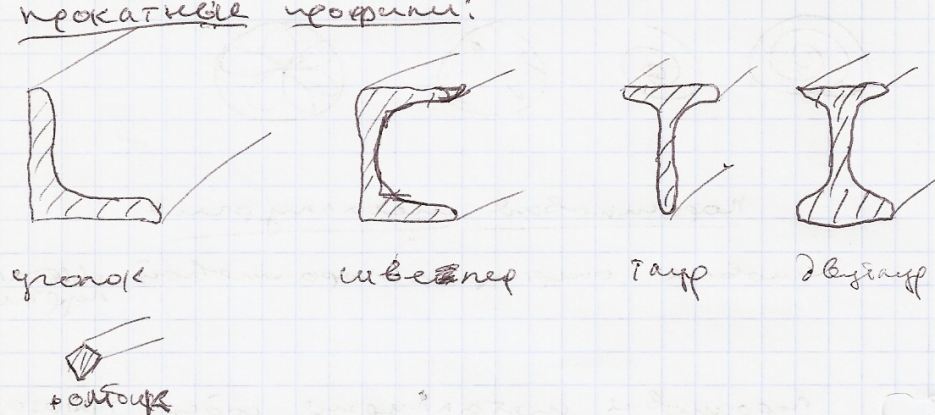
23.Получение заготовок из прокатных профилей
Прокатке подвергают до 90% всей выплавляемой стали и большую часть цвет-ных металлов. Форму поперечного сечения прокатной полосы называют - про-филем. Совокупность форм и размеров профилей, получаемых прокаткой, на-зывают сортаментом.
Сортовой прокат - делят на профили простой геометрической формы(квадрат, круг, шестигранник, прямоугольник) и фасонные (швеллер, рельс, угловой и тавровые профили и т.д.)круглую и квадратную сталь прокатывают соответст-венно с диаметром или стороной квадрата 5-250 мм; шестигранную - с диамет-ром вписанного круга 6 -100мм; полосовую - шириной 10-200 мм и толщиной 4-60мм.
Листовой прокат - из стали и цветных металлов используют в различных от-раслях промышленности. В связи с этим листовую сталь, например, делят на автотракторную, трансформаторную, кровельную жесть и т.д. Расширяется производство листовой стали с оловянным, цинковым, алюминиевым и пласт-массовыми покрытиями.
Трубы - разделяют на бесшовные и сварные. Бесшовные трубы прокатывают диаметром 30 - 650мм с толщиной стенки 2- 160мм из углеродистых и легиро-ванных сталей, а сварные - диаметром 5 - 2500мм с толщиной стенки 0.5 - 16мм из углеродистых и низколегированных сталей. К специальным видам проката - относятся колеса, кольца, шары, периодические профили с периодически изме-няющейся формой и площадью поперечного сечения вдоль оси заготовки. По-лучение заготовок деталей из прокатных профилей сводится к отрезке от под-ходящего проката требуемой для заготовки его длины.