

35.Притирка и полирование
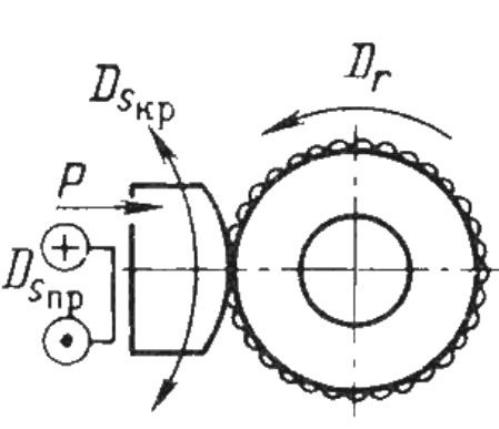
Ленточное шлифование и полирование - обработка изделия бесконечной шлифовальной лентой, изготовленной из шлифовальной шкурки на тканевой или бумажной основах. Схема ленточного шлифования упрощенно показана на рисунке. Базирование инструмента осуществляется по обрабатываемой по-верхности. Этот процесс особенно эффективен при шлифовании сложнопро-фильных поверхностей.
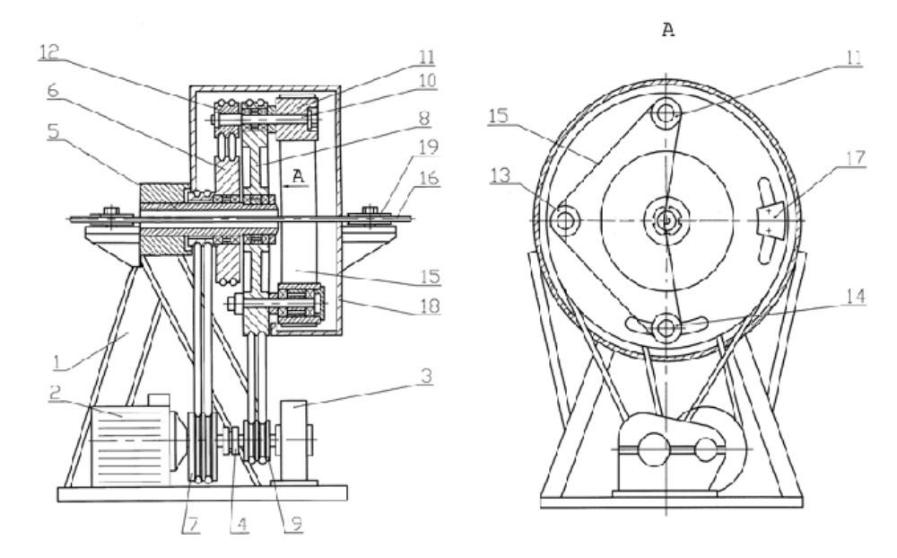
Шлифуемая заготовка 16 подается сквозь левые направляющие ролики 19 далее сквозь ось 5 в ручей правых направляющих роликов 19, предварительно, для ослабления натяжения абразивной ленты, ведомый ролик 14 отводится в сторо-ну. Далее необходимо установить необходимое натяжение абразивной ленты 15, перемещая ведомый ролик 14 против часовой стрелки и регистрируя вели-чину натяжения при помощи стандартного динамометра. Включение электро-двигателя 2, при помощи муфты 4 и редуктора 3, приводит во вращение шкив 9, который вращает шкив 8, связанный с ним ременной передачей. При этом вра-58
щение от электродвигателя 2, при помощи шкива 7 и шкива 6, передается на ведомый шкив 12 и затем, при помощи вала 10, на ведущий ролик 1. Таким об-разом, абразивной ленте 15 сообщается планетарное движение.
Доводка и притирка - абразивная обработка как свободным абразивным зер-ном в виде суспензии и паст, так и специальными доводочными кругами и шаржированными притирами, обеспечивающая шероховатость 0,160-0,08 мкм по параметру Ra и чище, а также высокую точность размеров и формы поверх-ностей, обеспечивая высокую плотность сопряжения.
36.Физическая сущность электроэрозионной обработки
Первая электроэрозионная установка была создана в 1942году в блокадном Ле-нинграде супругами Лазаренковыми.
Электроэрозионная обработка основана на физическом явлении, при котором материал одного или обоих электродов под действием происходящего между ними электрического импульсного разряда разрушается и на поверхности элек-тродов образуются лунки. Причина появления лунок локальный на-грев электродов до весьма высокой температуры. При сближении двух элек-тродов и подключении к ним напряжения, достаточного для пробоя образовав-шегося межэлектродного промежутка, возникает электрический разряд в виде узкого проводящего канала (столба) с температурой, измеряемой тысячами и десятками тысяч градусов. У оснований этого канала наблюдается разрушение 61
(оплавление, испарение) материала электродов. Жидкая среда обеспечивает возникновение динамических усилий, необходимых для удаления разрушаемо-го материала; охлаждая электроды, жидкость стабилизирует процесс. Наиболее часто в качестве среды применяют нефтепродукты: трансформаторное и вере-тенное масла, керосин, но еще лучше дистиллированную воду.
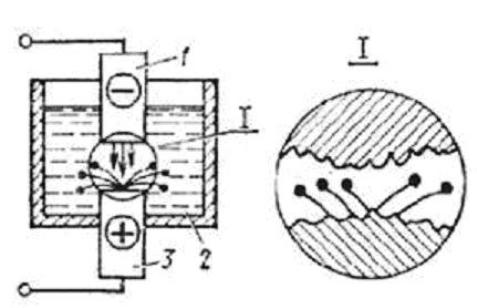
1 - электрод-инструмент; 2 - рабочая жидкость; 3 - обрабатываемая заго-товка
37.Электроискровая и электроимпульсная обработка
Основными разновидностями электроэрозионного метода являются электроис-кровая и электроимпульсная обработка.
Электроискровая обработка отличается широким диапазоном режимов обработки от черновой производительностью 62
1,5 - 10 мм3/с при шероховатости обработанной поверхности Rz = 160 - 40 мкм, до отделочной, производительностью около 0,001 мм3/с при шероховатости поверхности Ra = 1,25 - 0,16 мкм. Характерные черты этого процесса: сравни-тельно низкая производительность обработки, большой износ электродов-инструментов, применение преимущественно релаксационных схем генериро-вания импульсов длительностью 10 - 200 мкс при частоте 2 - 5 кГц, использо-вание прямой полярности, образование на обрабатываемой поверхности тонко-го дефектного слоя толщиной 0.2 - 0.5 мм на черновых и 0.02 - 0,05 мм на чис-товых режимах. Значительный износ электродов ограничивает технологические возможности этого метода. Электроискровой метод применяется в приборо-строении и инструментальном производстве при обработке заготовок неболь-ших размеров, изготовлении твердосплавных матриц, штампов, обработке от-верстий малого диаметра, «шлифовании», «растачивании» профильными элек-тродами-резцами. Инструмент является катодом, а обрабатываемая заготовка - анодом. Напряжение сети при обработке не превышает 250 В. Обычно профиль инструмента соответствует профилю обрабатываемого контура. Особенностью процесса является значительный износ инструмента (износ катода соизмерим с износом анода). Классическая траектория перемещения электрода- инструмента- вертикальное поступатель-ное движение.Отсюда формы и размеры поперечного сечения обработанных поверхностей соответствуют форме и размерам поперечного сечения катода – инструмента.
Электроимпульсная обработка. Режимы электроимпульсной и электроискро-вой обработки существенно различны. При электроимпульсной обработке при-меняют пониженные напряжения и относительно большие значения средних токов, а частота тока, питающего разрядный межэлектродный промежуток, ста-бильна. Электроимпульсная обработка характеризуется: применением унипо-лярных импульсов тока длительностью 0,5 - 1,0 мкс, скважностью 1-10; высо-кой производительностью: 100-300 мм3/с на грубых режимах с большой шеро-ховатостью обработанной поверхности и, на более мягких режимах, с шерохо-ватостью поверхности Rz = 80 - 40 мкм; малым относительным износом элек-тродов-инструментов, составляющим для графита 0,1- 0,5%; применением об-ратной полярности (присоединения электрод-инструмента к положительному полюсу источника тока); применением в качестве источника тока преимущест-венно машинных генераторов импульсов низкой и средней частоты (400-3000 Гц); работой обычно с низким напряжением (25-30 В) и большой силой тока (50-5000 А).
Обрабатываемые изделия:
• Инструменты - матрицы вырубных и гибочных штампов, прессформ; дюзы для экструзии; фасонные резцы, фрезы, шаблоны; электроды для электроэрози-онной прошивки.
• Детали электронных приборов - резонаторы замедляющих систем, электроды и т. п.
• Детали машин - шестерни, кулачки, форсунки.