

Физико-химические процессы
Основные химические процессы в доменной печи — горение топлива и восстановление Fe, Si, Mn и др. элементов. Часть кокса расходуется на процессы восстановления, но основное количество опускается в горн и сгорает вместе с вдуваемым топливом у фурм. Газы с t 1600—2300°С, содержащие 35—45% CO, 1—12% H2 и 45—65% N2, поднимаясь по печи, нагревают опускающуюся шихту, при этом CO и H2 частично окисляются до CO2 и H2O. Газы, выходящие из печи, имеют t 150—300°С.
Горение у фурм
У фурм доменной печи возникают очаги горения, называемые окислительными зонами, в которых вихревое движение газов приводит к циркуляции кусков кокса. Горение кокса развивается на поверхности контакта твёрдой и газообразной фаз. При этом кислород соединяется с углеродом в сложные комплексы СхОу, которые затем распадаются. В упрощённом виде суммарный процесс горения углерода твёрдого топлива у фурм сводится к экзотермической реакции 2C + O2 = 2CO. При вдувании природного газа или мазута, в которых главной составляющей являются углеводороды (например, метан), протекает реакция с выделением CO и H2; при этом поглощается значительная часть тепла, выделяемого при сжигании С, а следовательно, понижается температура горения у фурм. Во избежание этого необходимо повышать температуру дутья и обогащать его кислородом. Положительное влияние вдувания углеводородных топлив — в повышении концентрации водорода в газе и улучшении благодаря этому его восстановительной способности.
Восстановление железа и др. элементов
В доменной печи Cu, As, Р, подобно Fe, восстанавливаясь, почти полностью переходят в чугун. Полностью восстанавливается и Zn, который затем возгоняется, переходит в газы и отлагается в порах кладки, вызывая её разрушение. Те элементы, которые образуют более прочные соединения с кислородом, чем Fe, восстанавливаются частично или совсем не восстанавливаются: V восстанавливается на 75—90%, Mn на 40—75%, Si и Ti в небольших количествах, Al, Mg и Ca не восстанавливаются.
Конечные продукты
Конечными продуктами доменной плавки являются чугун, шлак, колошниковый газ и колошниковая пыль.
Чугун представляет собой многокомпонентный сплав железа с углеродом, марганцем, кремнием, фосфором и серой. В чугуне также содержится незначительные количества водорода, азота и кислорода. В легированном чугуне могут быть хром, никель, ванадий, вольфрам и титан, количество которых зависит от состава проплавляемых руд.
В зависимости от назначения, выплавляемые в доменных печах чугуны разделяют на три основных вида: передельный, идущий на передел в сталь; литейный, предназначенный для получения отливок из чугуна в машиностроении; доменные ферросплавы, используемые для раскисления стали в сталеплавильном производстве.
Передельный чугун подразделяют на три вида:
1. Передельный коксовый (марки М1, М2, М3, Б1, Б2).
2. Передельный коксовый фосфористый (МФ1, МФ2, МФ3).
3. Передельный коксовый высококачественный (ПВК1, ПВК2, ПВК3).
Литейный чугун после выпуска из доменной печи разливают в чушки и в холодном виде направляют на машиностроительные заводы, где для отливки деталей машин его вторично подвергают расплавлению в специальных печах-вагранках.
Литейный коксовый чугун выплавляют семи марок: ЛК1 ЛК7. Каждую марку подразделяют на три группы по содержанию марганца, пять классов по содержанию фосфора и на пять категорий по содержанию серы.
Эскиз детали
По эскизу детали разработать эскизы элементов литейной формы, модельных плит, стержневого ящика и собранной литниковой формы (в разрезе). Описать последовательность изготовления формы одним из методов машинной формации. Материал летали - сталь 35 Л.

Эскизы элементов литейной формы

Эскизы модельных плит

Эскиз стержневого ящика

Стержень 1

Стержень 2
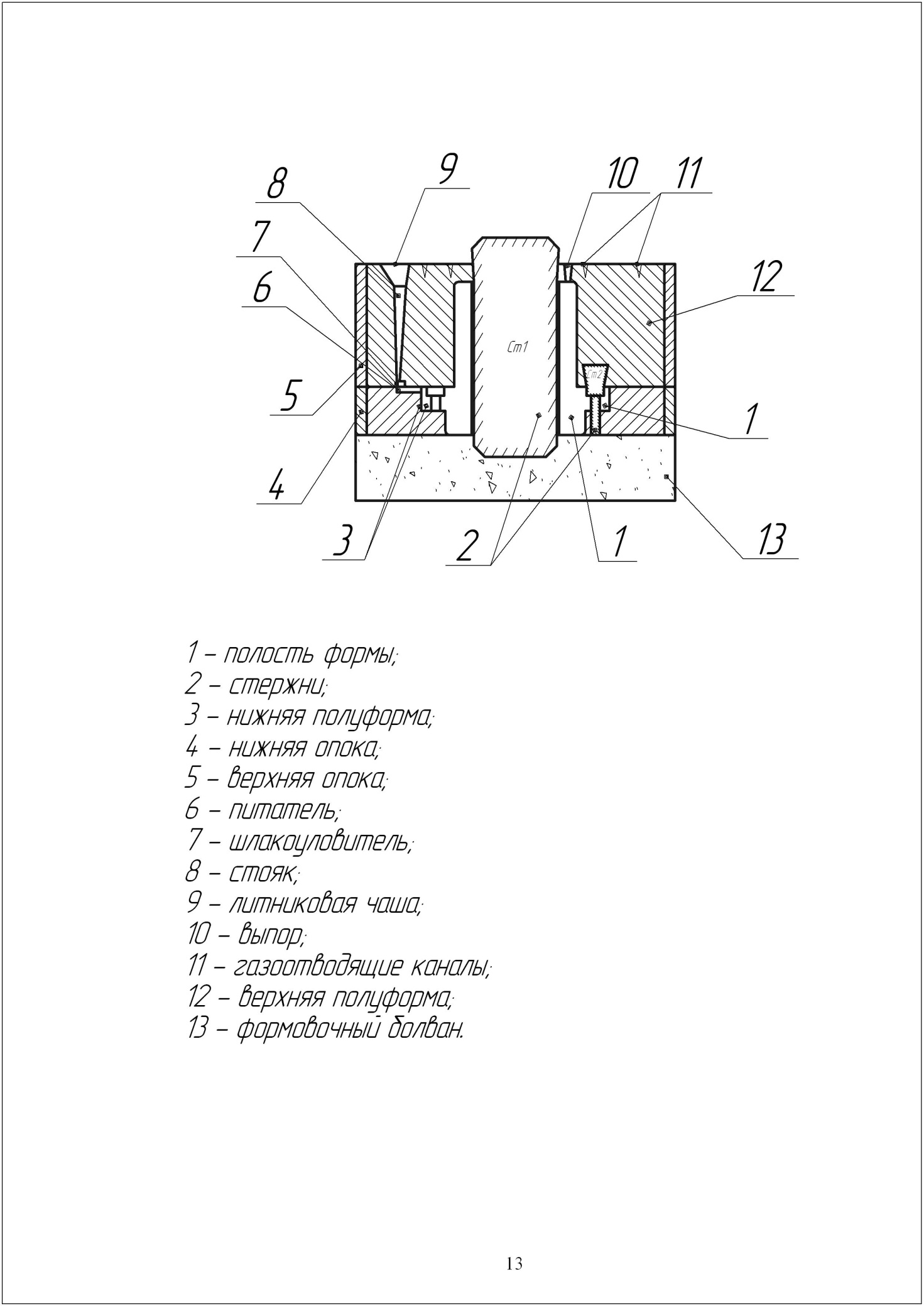
Эскиз собранной литейной системы
Машинная формовка
Машинную формовку применяют в серийном и массовом производстве. Машинную формовку осуществляют в двух опоках.
Форма обычно состоит из двух полуформ – верхней и нижней. При изготовлении форм на машинах необходимо иметь модели, модельные плиты, спаренные стальные опоки, штыри. В массовом и крупносерийном производстве применяют металлические модели, в серийном производстве – деревянные модели, укрепленные на плитах. Во всех случаях формовку на машинах осуществляют по моделям, смонтированным на металлических плитах, что повышает точность отливок, а механизация основных операций (уплотнения формы и извлечения модели) полностью освобождает формовщиков от трудоёмких ручных операций.
Машинная формовка по сравнению с ручной имеет ряд преимуществ: высокая производительность, точность отливок и, как следствие, меньшие припуски на механическую обработку, равномерность уплотнения формы, возможность выполнения работы формовщиками более низкой квалификации.
Точность размеров отливок при машинной формовке обеспечивается применением более точных моделей, заменой операции расталкивания моделей вибрацией при их извлечении из формы, хорошим центрированием опок.
Для машинной формовки используют три типа модельных плит: односторонние – на одной плите смонтирована нижняя часть модели, а на другой – верхняя часть; 2) двусторонние – на одной стороне плиты смонтирована модель верха, а на другой – низа (формовка на одной машине) ; реверсивные – нижнюю и верхнюю опоки формуют на одной плите, а при сборке верхнюю опоку поворачивают на 180°.
Технологический процесс изготовления литейных форм на машинах складывается из ряда операций.
Основные операции – уплотнение формовочной смеси в опоке и извлечение модели из формы определяют качество будущей отливки: наличие в ней засоров, газовых раковин, трещин; правильность геометрии; чистоту поверхности.
Вспомогательные и транспортные операции – установка пустой опоки на машину, опрыскивание и обдувка модельной плиты, засыпка формовочной смеси в опоку, транспортировка готовых форм – выполняются специальными вспомогательными и транспортными механизмами машины.
В зависимости от степени механизации вспомогательных и транспортных операций различают: 1) механизированную формовку, когда рабочий вручную управляет работой механизмов, выполняющих основные, вспомогательные и транспортные операции; 2) автоматическую формовку, когда работой механизмов управляет машина.
Наиболее трудоемкими и ответственными являются операции уплотнения литейной формы и извлечения модели.
Существует несколько способов уплотнения формовочных смесей на машинах: прессованием, прессованием с вибрацией, встряхиванием, встряхиванием с подпрессовкой, пескометом, прессово-пескодувный.
Уплотнение формовочной смеси прессованием (рис. а) осуществляется при подаче сжатого воздуха при давлении 0,5 – 0,8 МПа в нижнюю часть цилиндра 1, в результате чего прессовой поршень 2, стол 3 с прикреплённой к нему модельной плитой 4 поднимаются. При этом колодка 7, закреплённая на траверсе 8, входит внутрь наполнительной рамки 6 и уплотняет формовочную смесь в опоке 5. Плотность формовочной смеси уменьшается по мере удаления от прессовой колодки из-за трения формовочной смеси о стенки опоки. Неравномерность плотности формовочной смеси тем больше, чем выше опока и модели. Прессование используют для уплотнения формовочной смеси в опоках высотой 200 – 250 мм.
Для достижения равномерной плотности формовочной смеси в опоке используют многоплунжерные прессовые колодки (рис б). При прессовании стол 4 машины движется в сторону многоплунжерной прессовой колодки 1. Вследствие различной степени сопротивления формовочной смеси в форме плунжеры 3 под действием давления масла на поршень 2 прессуют находящиеся под ним участки формы независимо от соседних.
