

 ФЕДЕРАЛЬНОЕ
АГЕНСТВО ПО ОБРАЗОВАНИЮ
ФЕДЕРАЛЬНОЕ
АГЕНСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
ВЫКСУНСКИЙ ФИЛИАЛ
Кафедра «Оборудование и технология сварочного производства»
Лабораторная работа №12
ОЦЕНКА СТОЙКОСТИ МЕТАЛЛА ПРОТИВ
ОБРАЗОВАНИЯ ГОРЯЧИХ ТРЕЩИН ПРИ СВАРКЕ
Вариант 4
Выполнил:
Студент гр. ПТК-09
Зудина М. В.
Проверил:
Конищев Б.П.
Выкса
2012 г.
1.Цель работы – изучение методов оценки стойкости металла против образования холодных трещин и сравнительная косвенная оценка стойкости различных марок сталей против образования холодных трещин.
2.Теоретическая часть
Холодные
трещины при сварке
Факторы, влияющие на образование холодных трещин
Структурный фактор - наличие в структуре мартенсита или игольчатого бейнита. Ориентировочно минимальная доля мартенсита в структуре перлитных сталей, при которой возможно образование холодных трещин, составляет 25-30%.
Силовой фактор - высокий уровень остаточных растягивающих напряжений в сварном соединении - σост, определяемый жесткостью сварной конструкции, режимом сварки, термическим циклом сварки и другими причинами.
Водородный фактор - содержание и распределение водорода в металле сварного соединения после сварки. Водород наиболее заметно снижает сопротивляемость стали холодным трещинам в случае образования в сварных соединениях структуры низкоуглеродистого мартенсита (20X13), бейнита (14Х2ГМР) или смешанной бейнитно-мартенситной структуры. При структуре среднеуглеродистого мартенсита (35ХГСН2А, 40ХГС, 30X13) влияние водорода незначительно или практически отсутствует.
Отличительные признаки образования холодных трещин
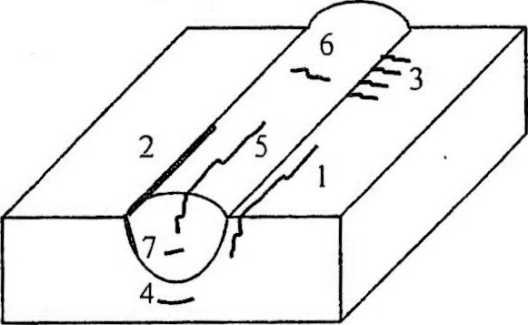
Чаще:
1. Продольные трещины в ОШЗ типа «откол»
Продольные трещины по линии сплавления типа «отрыв»
Поперечные трещины в ОШЗ типа «частокол»
Реже:
Подваликовые трещины в ОШЗ
Продольная трещина в металле шва
Поперечная трещина в металле шва
Внутренняя трещина в металле шва
Так как для предупреждения горячих трещин в металле шва сварка сталей с повышенным содержанием углерода производится низкоуглеродистой сварочной проволокой (Св-08, Св-08ГС и др.), то содержание углерода в шве значительно меньше, чем в ОШЗ. Металл шва поэтому менее склонен к закалке.
В металле шва реже образуется мартенсит и бейнит. Образование холодных трещин в металле шва возможно в тех случаях, когда в шве образуются закалочные структуры: мартенсит и бейнит.
2. Холодные трещины образуются непосредственно после окончания сварки при охлаждении металла ниже 200-100°С, а также после полного охлаждения сварного соединения в течение нескольких суток (обычно до 2-х суток)
 3.
Холодные
трещины чаще всего развиваются прерывисто
(скачкообразно). Если в сварном соединении
накопилась большая энергия упругой
деформации, то после начального периода
замедленного развития холодная трещина
растет мгновенно (взрывообразно) и со
значительным звуковым и механическим
эффектом распространяется на все сечение
соединения.
3.
Холодные
трещины чаще всего развиваются прерывисто
(скачкообразно). Если в сварном соединении
накопилась большая энергия упругой
деформации, то после начального периода
замедленного развития холодная трещина
растет мгновенно (взрывообразно) и со
значительным звуковым и механическим
эффектом распространяется на все сечение
соединения.
4. Поверхность излома холодных трещин блестящая, без следов высокотемпературного окисления (как у горячих трещин).
5. Траектория холодных трещин более прямолинейная, не извилистая как у горячих трещин. На шлифах видно, что холодная трещина проходит прямолинейно как по границам зерен, так и по зерну. Горячие трещины проходят только по границам зерен, поэтому они более извилистые.
Методы оценки сопротивляемости сталей образованию холодных трещин
1.1.Оценка с помощью технологических проб
Количественные пробы.
Каждая из качественных проб может быть переведена в разряд количественных. За критерий количественной оценки принимается температура предварительного подогрева или соответствующая ей скорость охлаждения, при которых не образуется холодных трещин.
 -
тонкий лист;
-
тонкий лист;
 - толстый лист
- толстый лист
Т0, ˚С – температура подогрева, чем она больше, тем меньше скорость охлаждения Wохл, тем меньше образуется мартенсита.
Т0, ˚С |
1 технологический вариант |
2 технологический вариант |
Wохл,°C/c |
20 |
холодные трещины |
холодные трещины |
W1 |
50 |
холодные трещины |
холодные трещины |
W2 |
100 |
холодные трещины |
холодные трещины |
W3 |
150 |
холодные трещины |
нет |
W4 |
200 |
холодные трещины |
нет |
W5 |
250 |
нет |
нет |
W6 |
300 |
нет |
нет |
W7 |
1 технологический вариант: 2 технологический вариант:
требуемая Т °=250° С ; требуемая Т0= 150° С ;
допускаемая Wохл =Wд=W6; допускаемая Wохл =Wд=W4;
W1>W4>W6>W7
При сварке по 1 технологическому варианту больше склонность к образованию холодных трещин, так как для их предупреждения требуется более высокая температура подогрева и допускается меньшая скорость охлаждения, чем во 2 варианте: W6<W4.
Поэтому, чем меньше допускаемая скорость охлаждения при сварке технологических проб, тем больше склонность к образованию холодных трещин.
В справочниках по сварке приводятся значения допустимых скоростей охлаждения при сварке крестовой пробы Wд (кр.пр.) и пробы CTS- Wд(cts):
 Сталь
40Х
Wд(стs)
=5,5°
С/с Wд
(кр.пр.)=
2,5°
С/с
Сталь
40Х
Wд(стs)
=5,5°
С/с Wд
(кр.пр.)=
2,5°
С/с
Сталь 23Г Wд(cts) = 17° С/с Wд (кр.пр.)= 6° С/с
Сталь 23Г менее склонна к холодным трещинам, чем 40Х